
一种管体内壁的镀膜装置及其镀膜方法.pdf

春兰****89

1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种管体内壁的镀膜装置及其镀膜方法.pdf
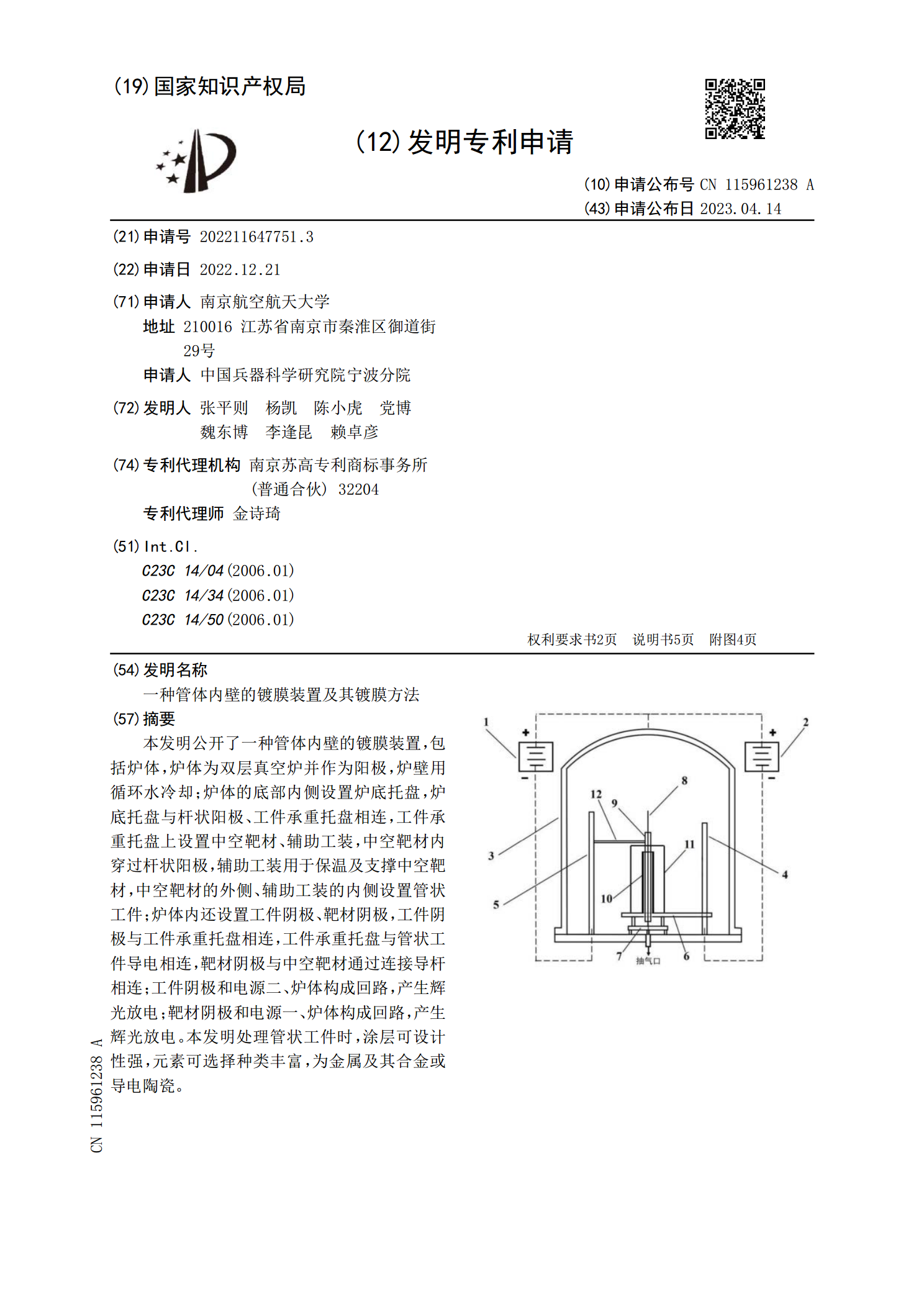
本发明公开了一种管体内壁的镀膜装置,包括炉体,炉体为双层真空炉并作为阳极,炉壁用循环水冷却;炉体的底部内侧设置炉底托盘,炉底托盘与杆状阳极、工件承重托盘相连,工件承重托盘上设置中空靶材、辅助工装,中空靶材内穿过杆状阳极,辅助工装用于保温及支撑中空靶材,中空靶材的外侧、辅助工装的内侧设置管状工件;炉体内还设置工件阴极、靶材阴极,工件阴极与工件承重托盘相连,工件承重托盘与管状工件导电相连,靶材阴极与中空靶材通过连接导杆相连;工件阴极和电源二、炉体构成回路,产生辉光放电;靶材阴极和电源一、炉体构成回路,产生辉光
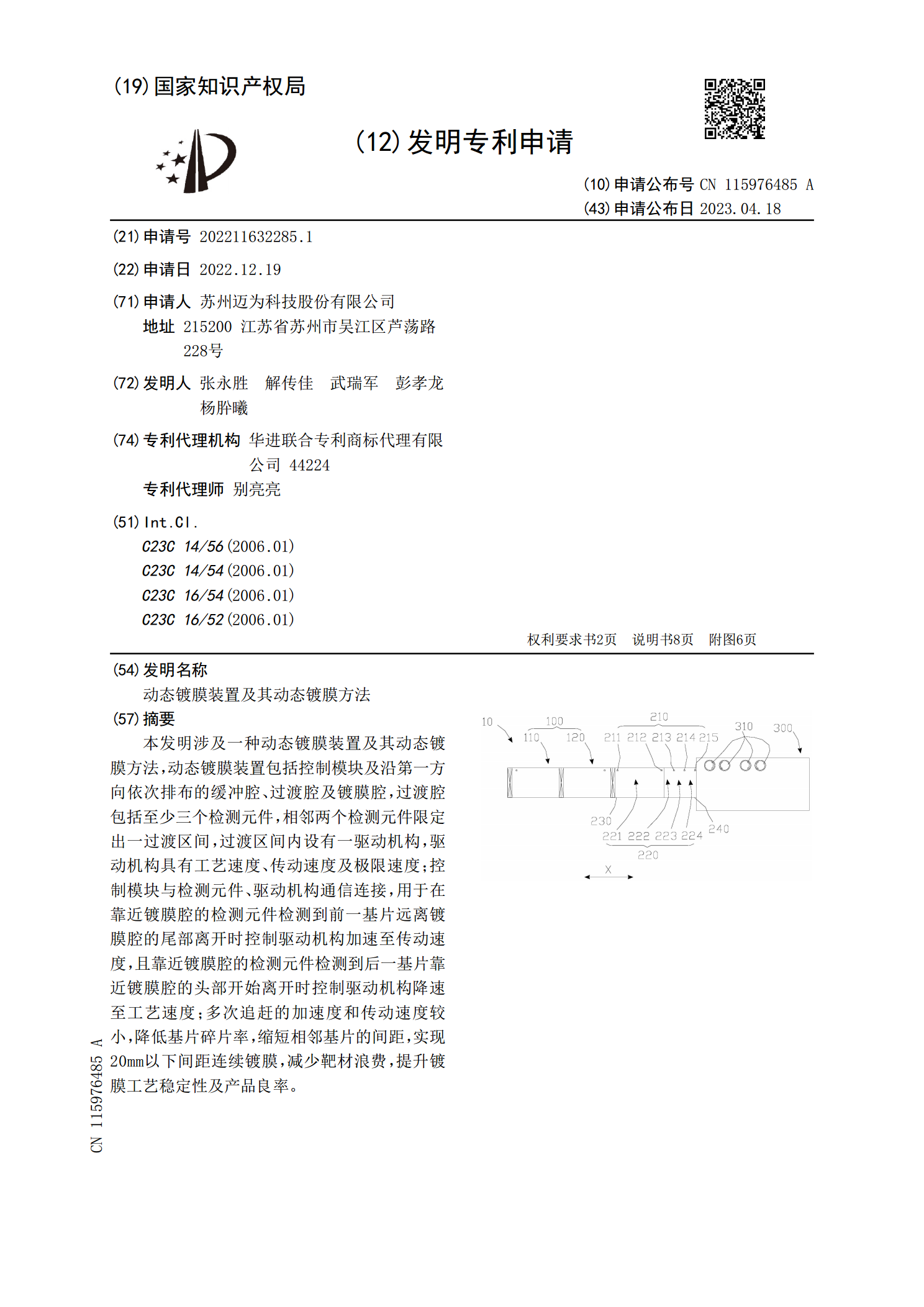
动态镀膜装置及其动态镀膜方法.pdf
本发明涉及一种动态镀膜装置及其动态镀膜方法,动态镀膜装置包括控制模块及沿第一方向依次排布的缓冲腔、过渡腔及镀膜腔,过渡腔包括至少三个检测元件,相邻两个检测元件限定出一过渡区间,过渡区间内设有一驱动机构,驱动机构具有工艺速度、传动速度及极限速度;控制模块与检测元件、驱动机构通信连接,用于在靠近镀膜腔的检测元件检测到前一基片远离镀膜腔的尾部离开时控制驱动机构加速至传动速度,且靠近镀膜腔的检测元件检测到后一基片靠近镀膜腔的头部开始离开时控制驱动机构降速至工艺速度;多次追赶的加速度和传动速度较小,降低基片碎片率,
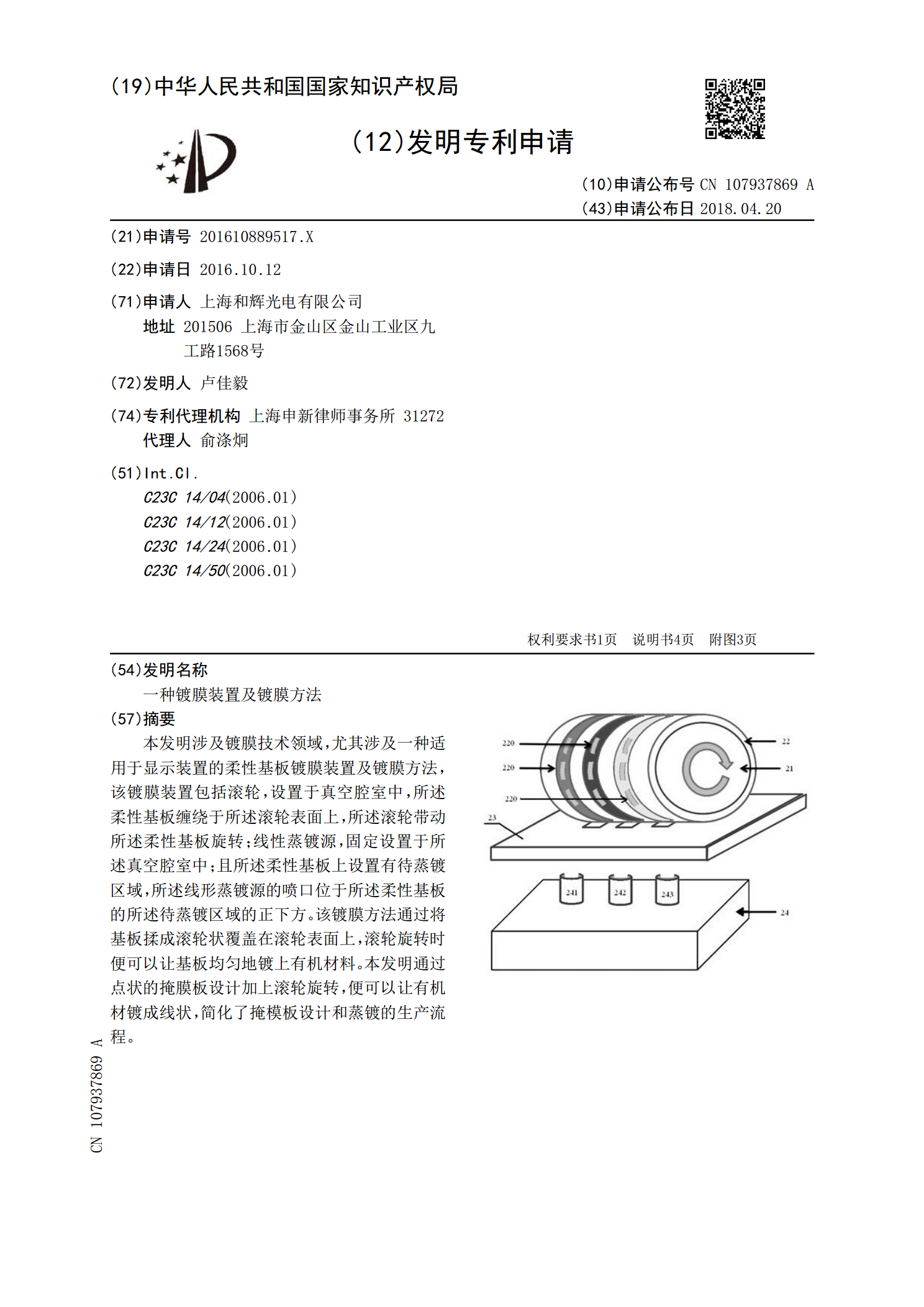
一种镀膜装置及镀膜方法.pdf
本发明涉及镀膜技术领域,尤其涉及一种适用于显示装置的柔性基板镀膜装置及镀膜方法,该镀膜装置包括滚轮,设置于真空腔室中,所述柔性基板缠绕于所述滚轮表面上,所述滚轮带动所述柔性基板旋转;线性蒸镀源,固定设置于所述真空腔室中;且所述柔性基板上设置有待蒸镀区域,所述线形蒸镀源的喷口位于所述柔性基板的所述待蒸镀区域的正下方。该镀膜方法通过将基板揉成滚轮状覆盖在滚轮表面上,滚轮旋转时便可以让基板均匀地镀上有机材料。本发明通过点状的掩膜板设计加上滚轮旋转,便可以让有机材镀成线状,简化了掩模板设计和蒸镀的生产流程。
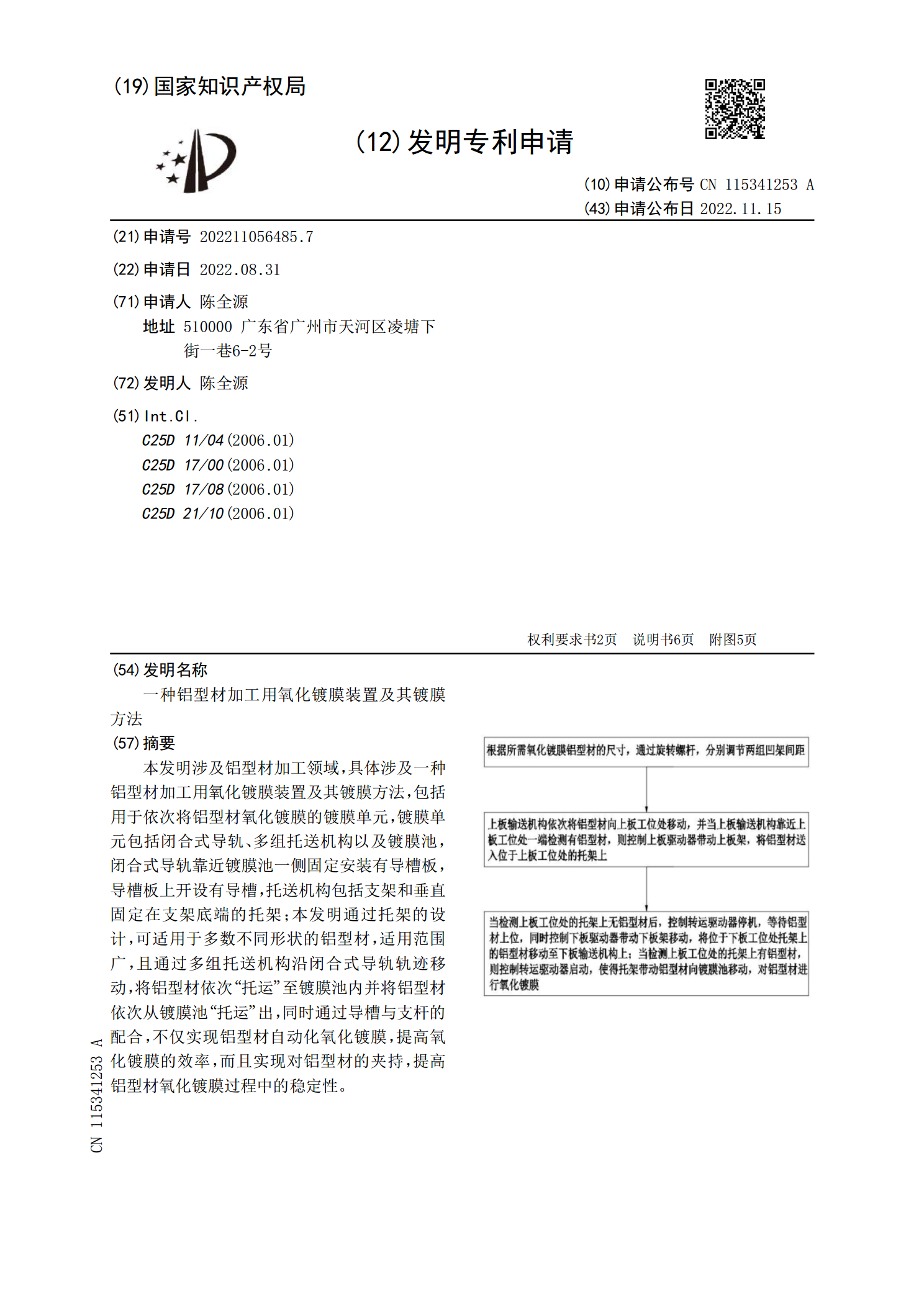
一种铝型材加工用氧化镀膜装置及其镀膜方法.pdf
本发明涉及铝型材加工领域,具体涉及一种铝型材加工用氧化镀膜装置及其镀膜方法,包括用于依次将铝型材氧化镀膜的镀膜单元,镀膜单元包括闭合式导轨、多组托送机构以及镀膜池,闭合式导轨靠近镀膜池一侧固定安装有导槽板,导槽板上开设有导槽,托送机构包括支架和垂直固定在支架底端的托架;本发明通过托架的设计,可适用于多数不同形状的铝型材,适用范围广,且通过多组托送机构沿闭合式导轨轨迹移动,将铝型材依次“托运”至镀膜池内并将铝型材依次从镀膜池“托运”出,同时通过导槽与支杆的配合,不仅实现铝型材自动化氧化镀膜,提高氧化镀膜的效

一种圆管状基材内壁镀膜的装置.pdf
本发明提供一种圆管状基材内壁镀膜的装置,包括样品管、驱动组件、往复式横移组件、中空的支撑杆,所述驱动组件能够固定样品管和带动样品管转动,所述支撑杆与样品管同轴布置,所述往复式横移组件用于带动支撑杆沿着样品管长度方向往复式移动,所述支撑杆内包含有气溶胶导入管和尾气导出管,所述支撑杆伸入样品管的端部为截面呈扇形的喷涂单元。当温度到达预设工艺温度后,气溶胶导入管开始收入气溶胶(气溶胶为液体气溶胶,来自雾化源),气溶胶颗粒在加热元件与样品管的内壁形成的罅隙间向尾气导出管输运,由于温度作用,气溶胶颗粒在发生溶剂蒸发