
激光熔覆用核壳结构复合微粉及其制备方法和应用.pdf

曦晨****22

1/10

2/10
3/10
4/10
5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

激光熔覆用核壳结构复合微粉及其制备方法和应用.pdf
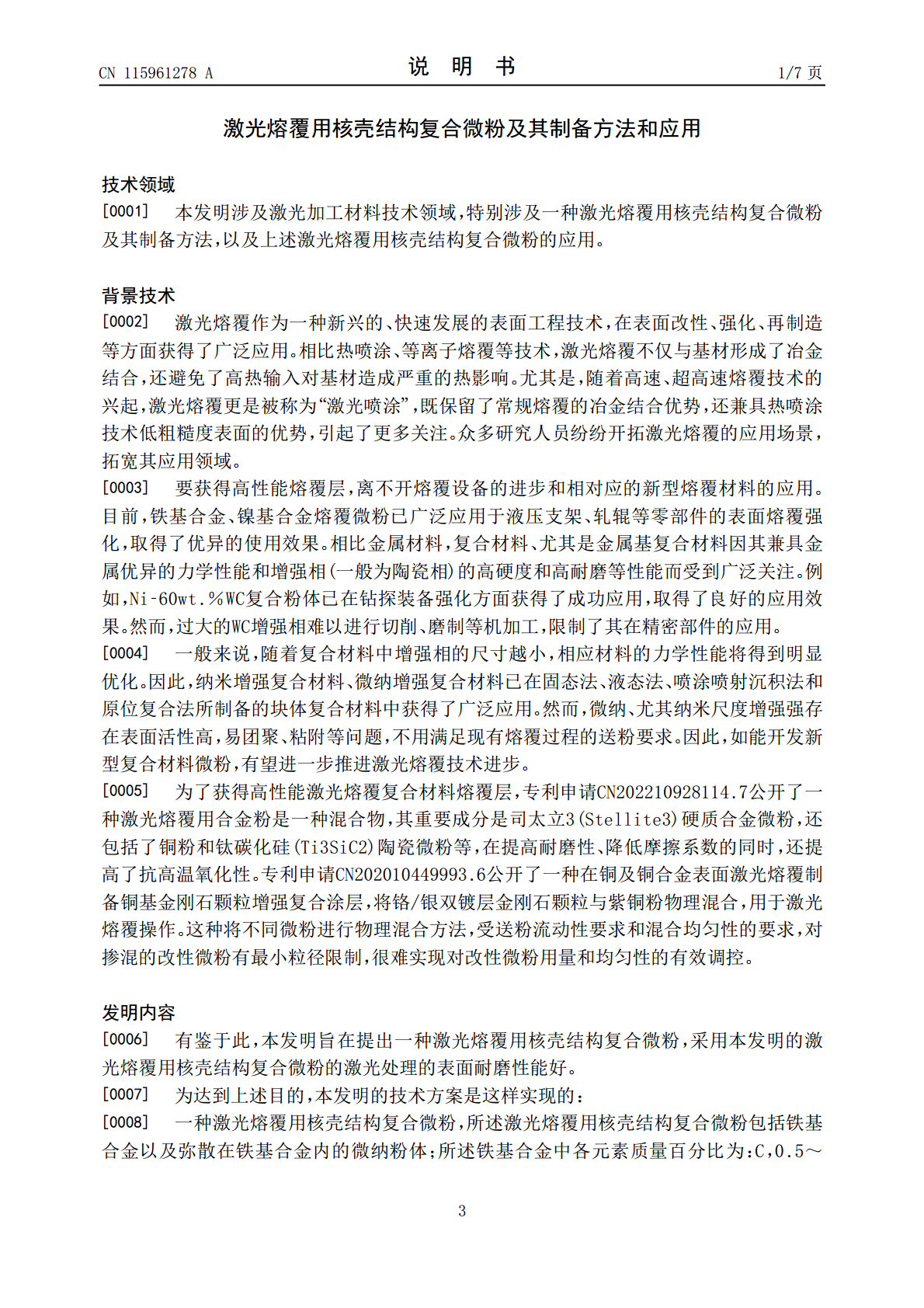
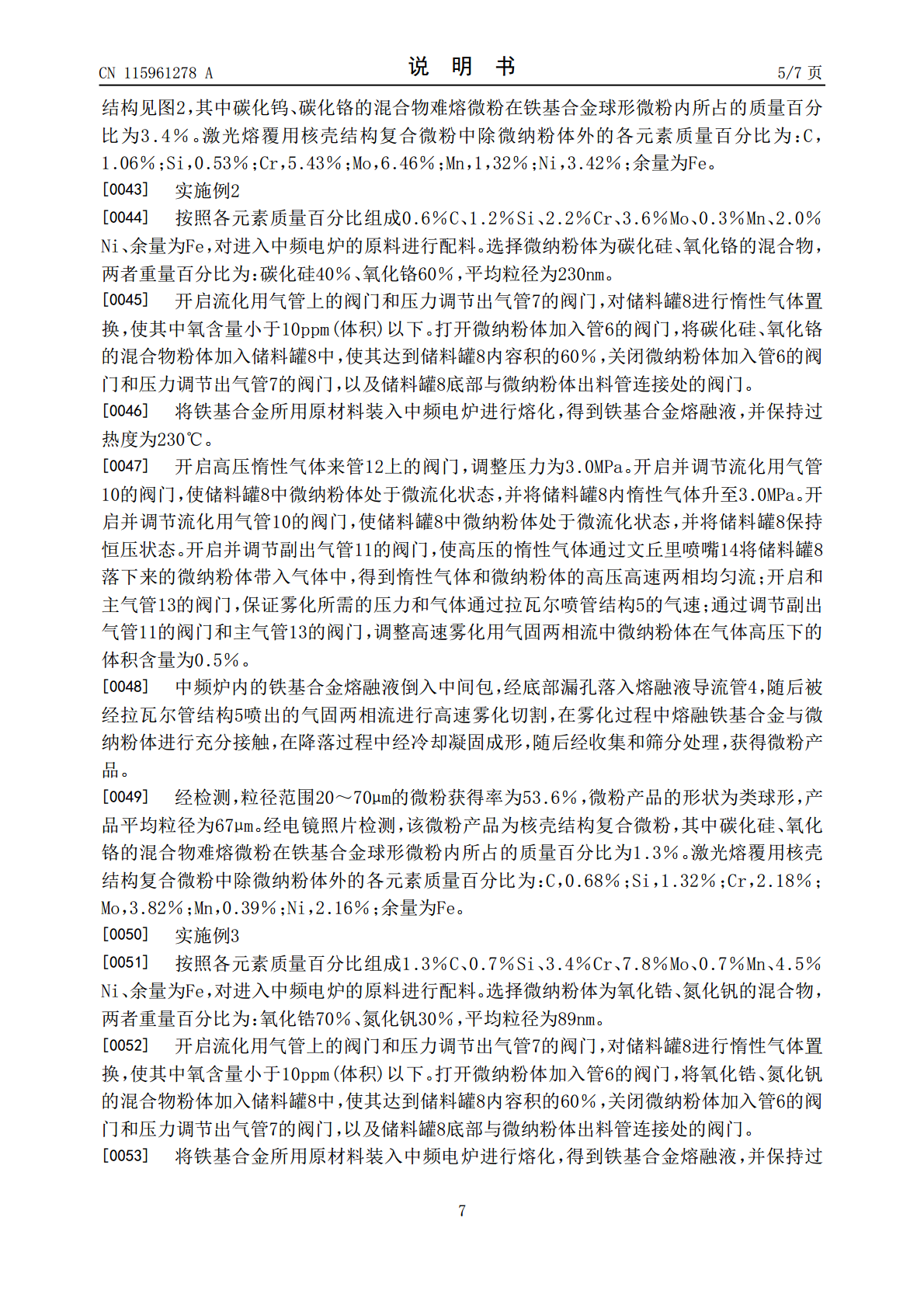
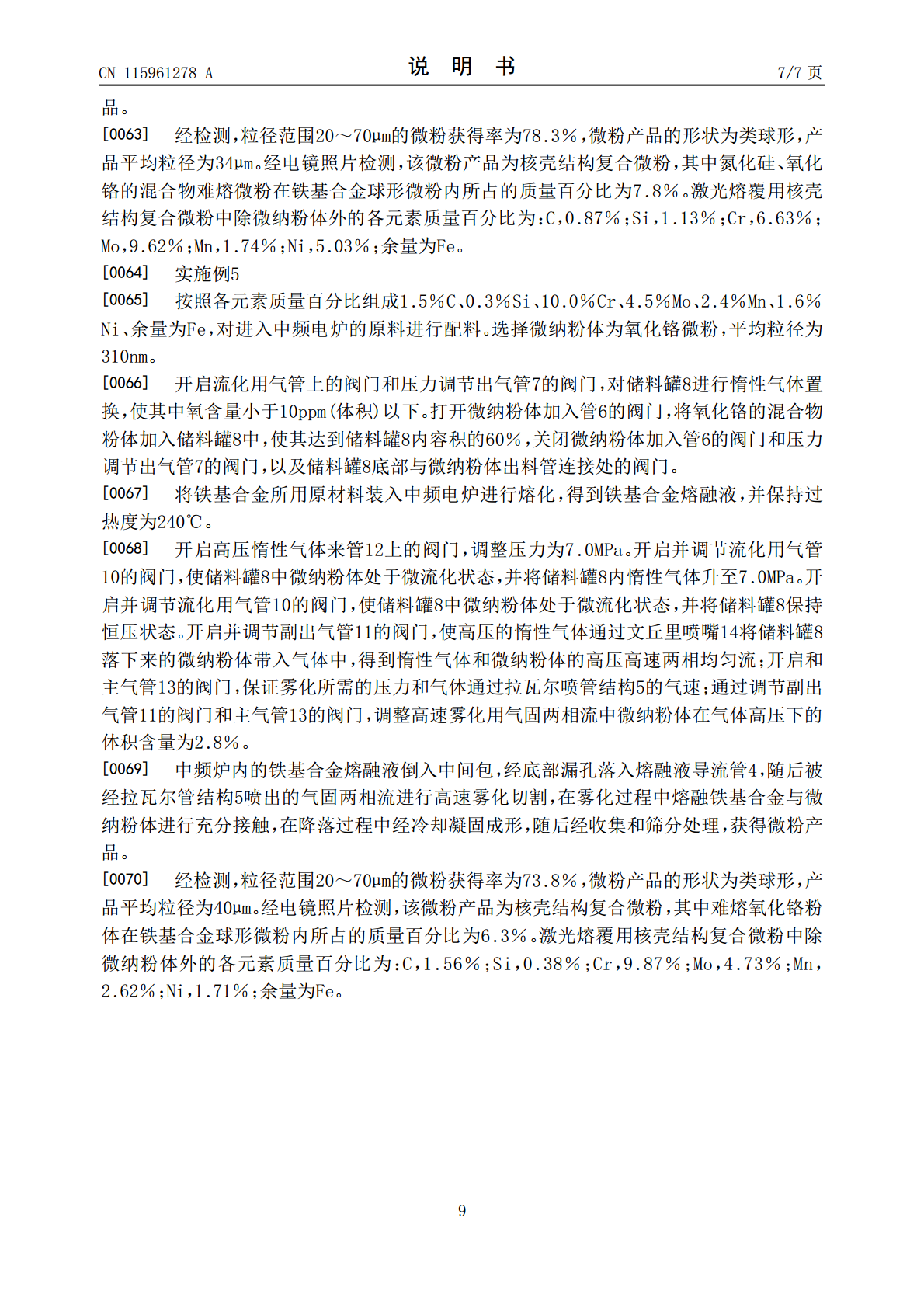
本发明提供了一种激光熔覆用核壳结构复合微粉及其制备方法和应用,激光熔覆用核壳结构复合微粉包括铁基合金以及弥散在铁基合金内的微纳粉体;微纳粉体包括碳化钨、碳化铬、碳化硅、氧化铬、氧化锆、氮化钒、氮化硅中的至少一种;微纳粉体的平均粒径为50‑400nm;微纳粉体占激光熔覆用核壳结构复合微粉的质量百分比为0.5~20.0%。本发明的激光熔覆用核壳结构复合微粉将预制的增强相微纳粉体包裹于基础材料铁基合金中,有助于激光熔覆涂层中增强相与基础材料铁基合金的结合度,充分发挥其增强和耐磨作用。
一种超高速激光熔覆用核壳结构陶瓷@中熵合金复合粉末及其涂层、制备方法和应用.pdf
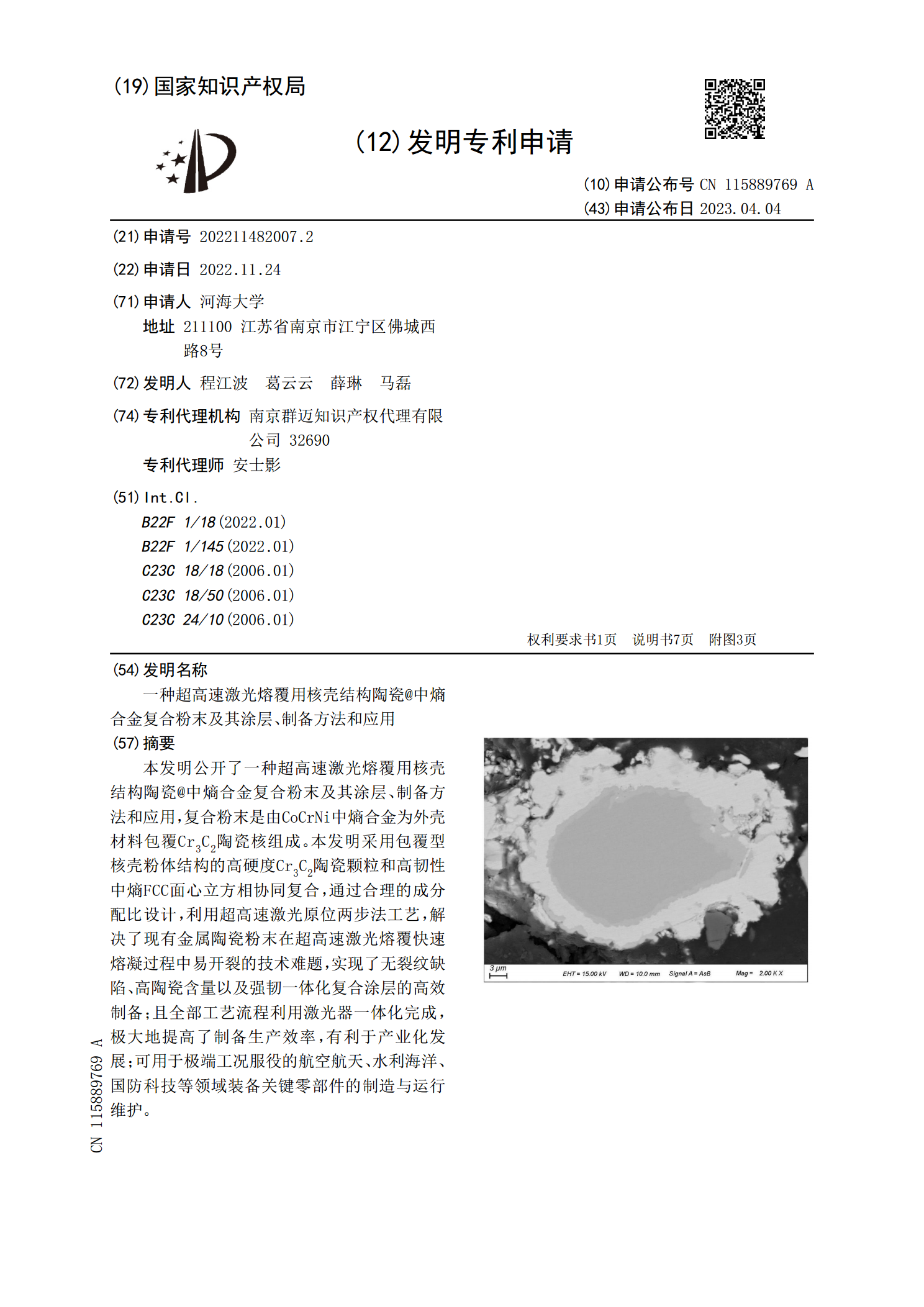
本发明公开了一种超高速激光熔覆用核壳结构陶瓷@中熵合金复合粉末及其涂层、制备方法和应用,复合粉末是由CoCrNi中熵合金为外壳材料包覆Cr
具有核壳结构的银包铜复合粉体及其制备方法.pdf
本发明公开了具有核壳结构的银包铜复合粉体及其制备方法,以铜粉为核,依次包覆复合镍层、银层作为壳体,制备得到铜/镍/银复合粉体,在制备过程中,本申请首先对铜粉表面进行活化,本申请选用粒径为1?2μm的铜粉,并将其置于600?700℃热处理,以去除其表面保护膜,再将其置于氢氧化钠溶液中活化处理,提高其表面活性,保证后续镀覆效果;本发明公开了具有核壳结构的银包铜复合粉体及其制备方法,以铜粉为核,依次包覆复合镍层、银层作为壳体,制备得到铜/镍/银复合粉体,其具有较优异的抗氧化性能和良好的结合力,能够应用于电子浆料
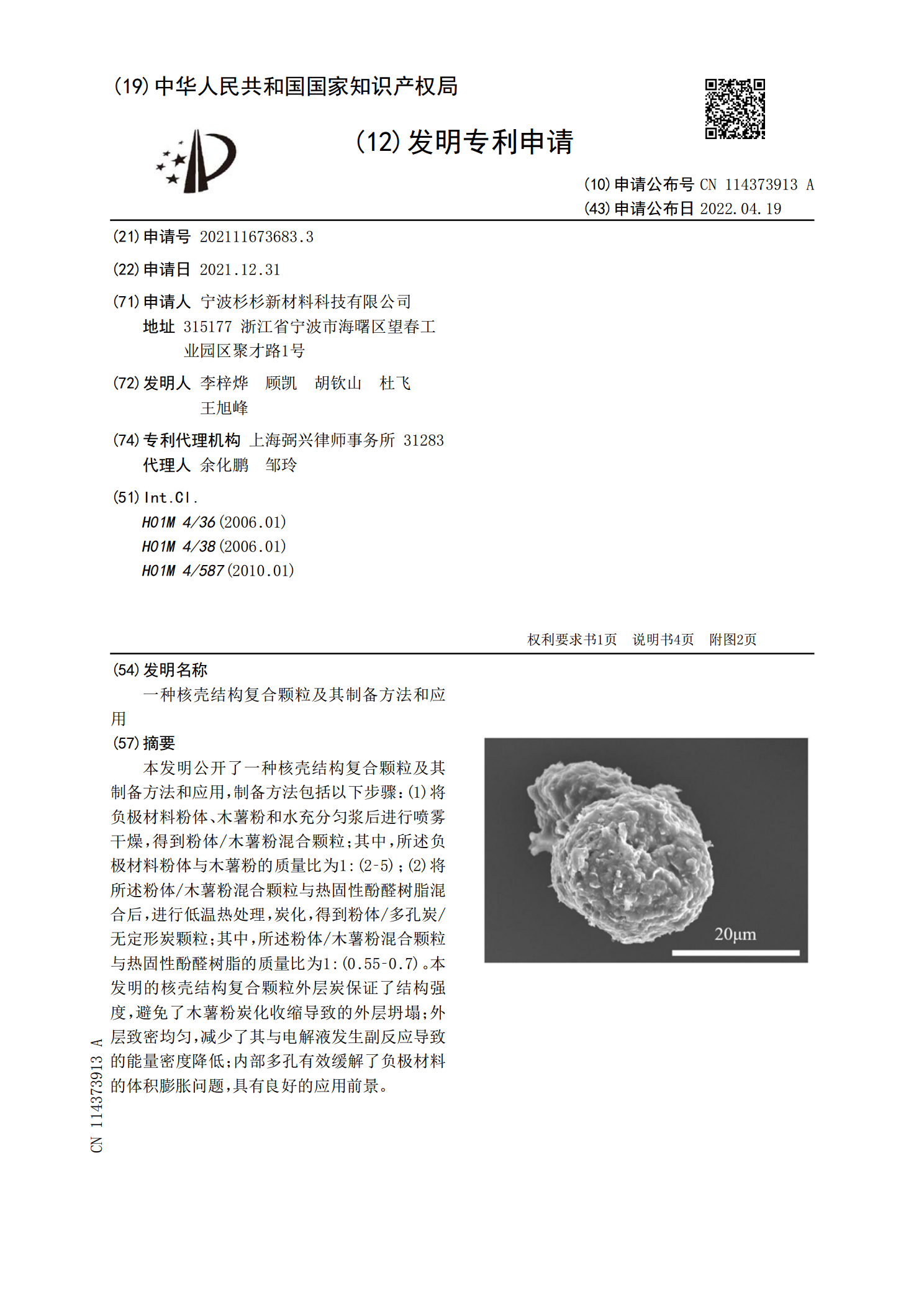
一种核壳结构复合颗粒及其制备方法和应用.pdf
本发明公开了一种核壳结构复合颗粒及其制备方法和应用,制备方法包括以下步骤:(1)将负极材料粉体、木薯粉和水充分匀浆后进行喷雾干燥,得到粉体/木薯粉混合颗粒;其中,所述负极材料粉体与木薯粉的质量比为1:(2?5);(2)将所述粉体/木薯粉混合颗粒与热固性酚醛树脂混合后,进行低温热处理,炭化,得到粉体/多孔炭/无定形炭颗粒;其中,所述粉体/木薯粉混合颗粒与热固性酚醛树脂的质量比为1:(0.55?0.7)。本发明的核壳结构复合颗粒外层炭保证了结构强度,避免了木薯粉炭化收缩导致的外层坍塌;外层致密均匀,减少了其与
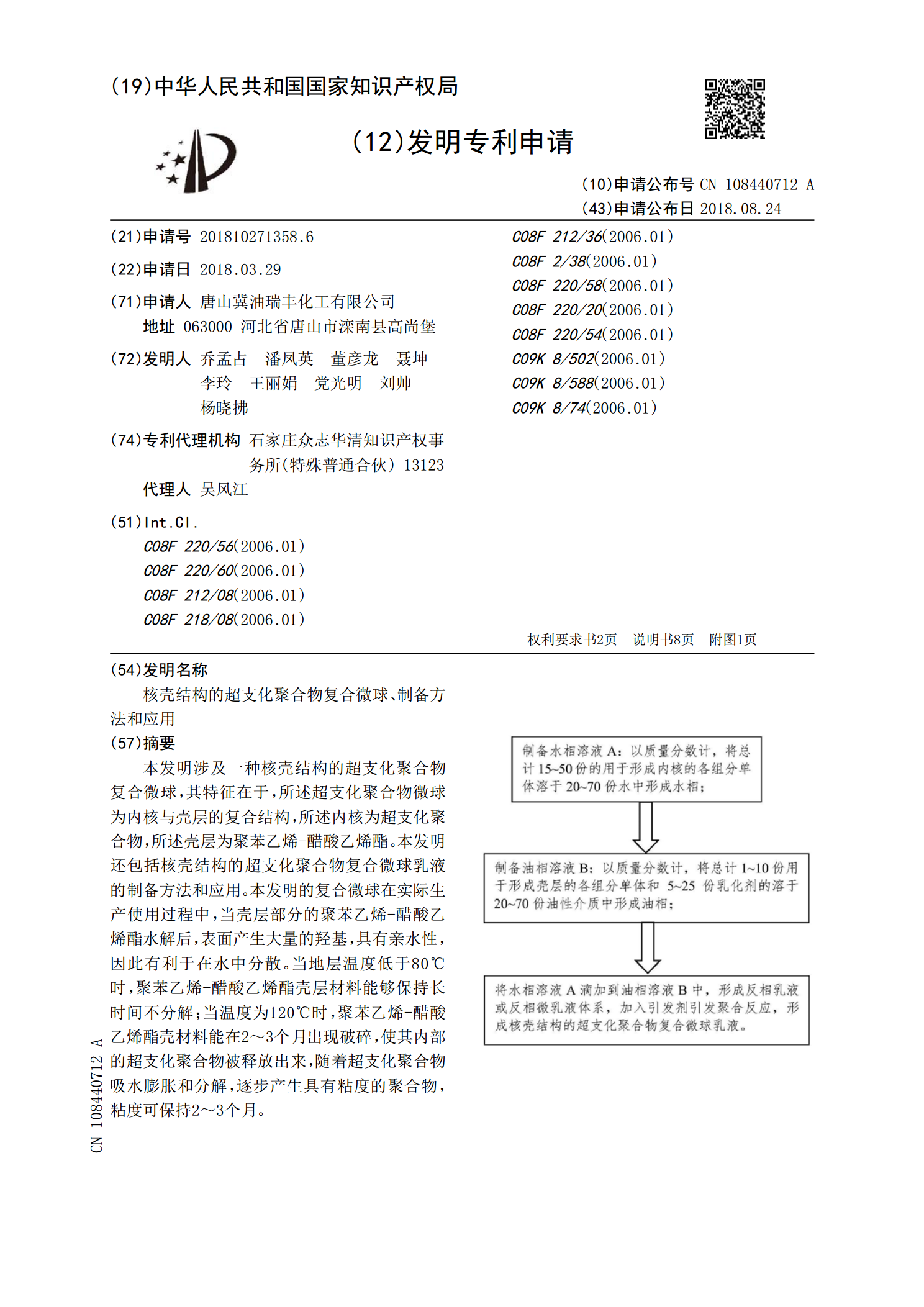
核壳结构的超支化聚合物复合微球、制备方法和应用.pdf
本发明涉及一种核壳结构的超支化聚合物复合微球,其特征在于,所述超支化聚合物微球为内核与壳层的复合结构,所述内核为超支化聚合物,所述壳层为聚苯乙烯‑醋酸乙烯酯。本发明还包括核壳结构的超支化聚合物复合微球乳液的制备方法和应用。本发明的复合微球在实际生产使用过程中,当壳层部分的聚苯乙烯‑醋酸乙烯酯水解后,表面产生大量的羟基,具有亲水性,因此有利于在水中分散。当地层温度低于80℃时,聚苯乙烯‑醋酸乙烯酯壳层材料能够保持长时间不分解;当温度为120℃时,聚苯乙烯‑醋酸乙烯酯壳材料能在2~3个月出现破碎,使其内部的超