
一种法兰与短管的焊接装置及方法.pdf

是你****盟主

1/10

2/10
3/10
4/10

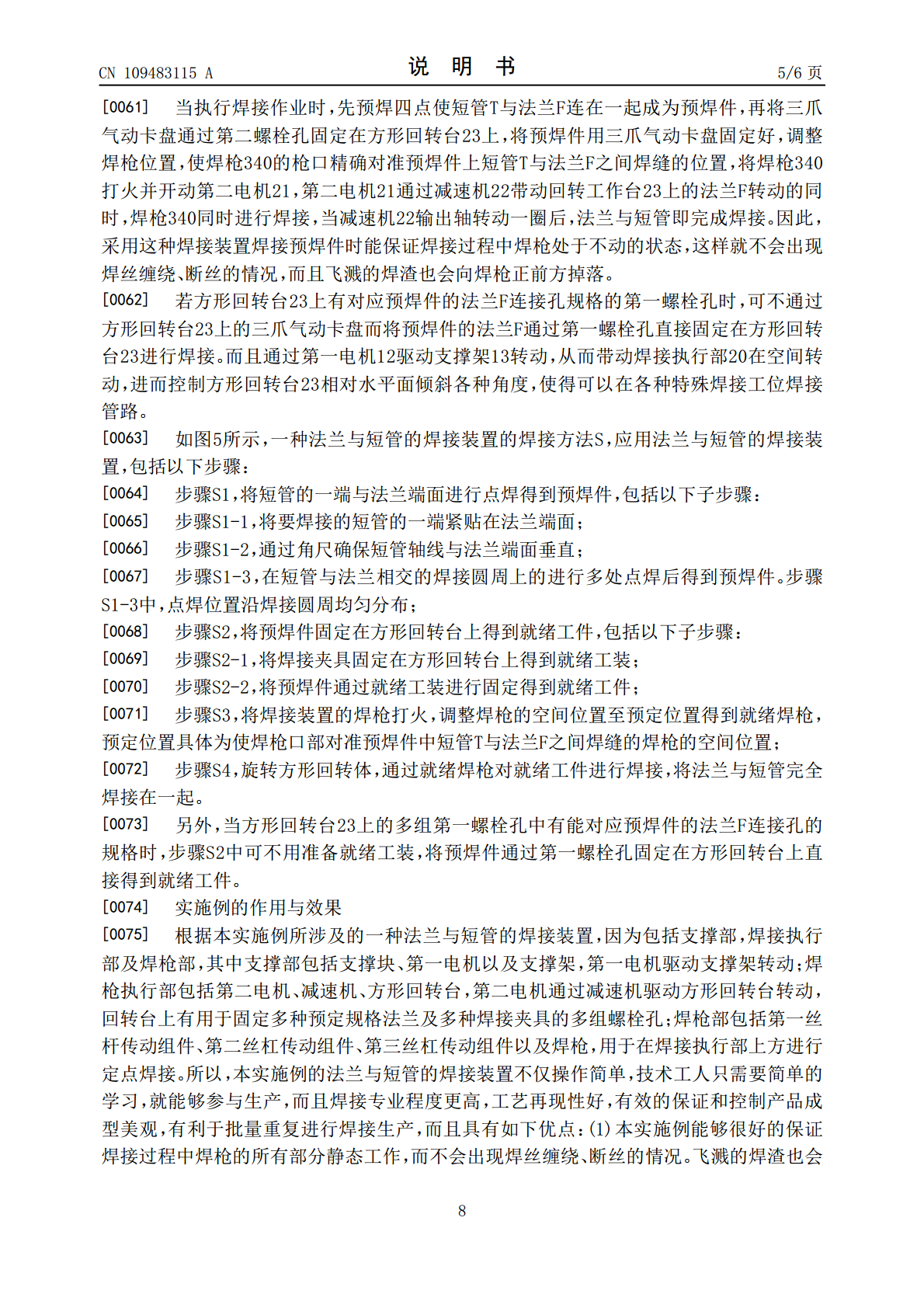
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种法兰与短管的焊接装置及方法.pdf
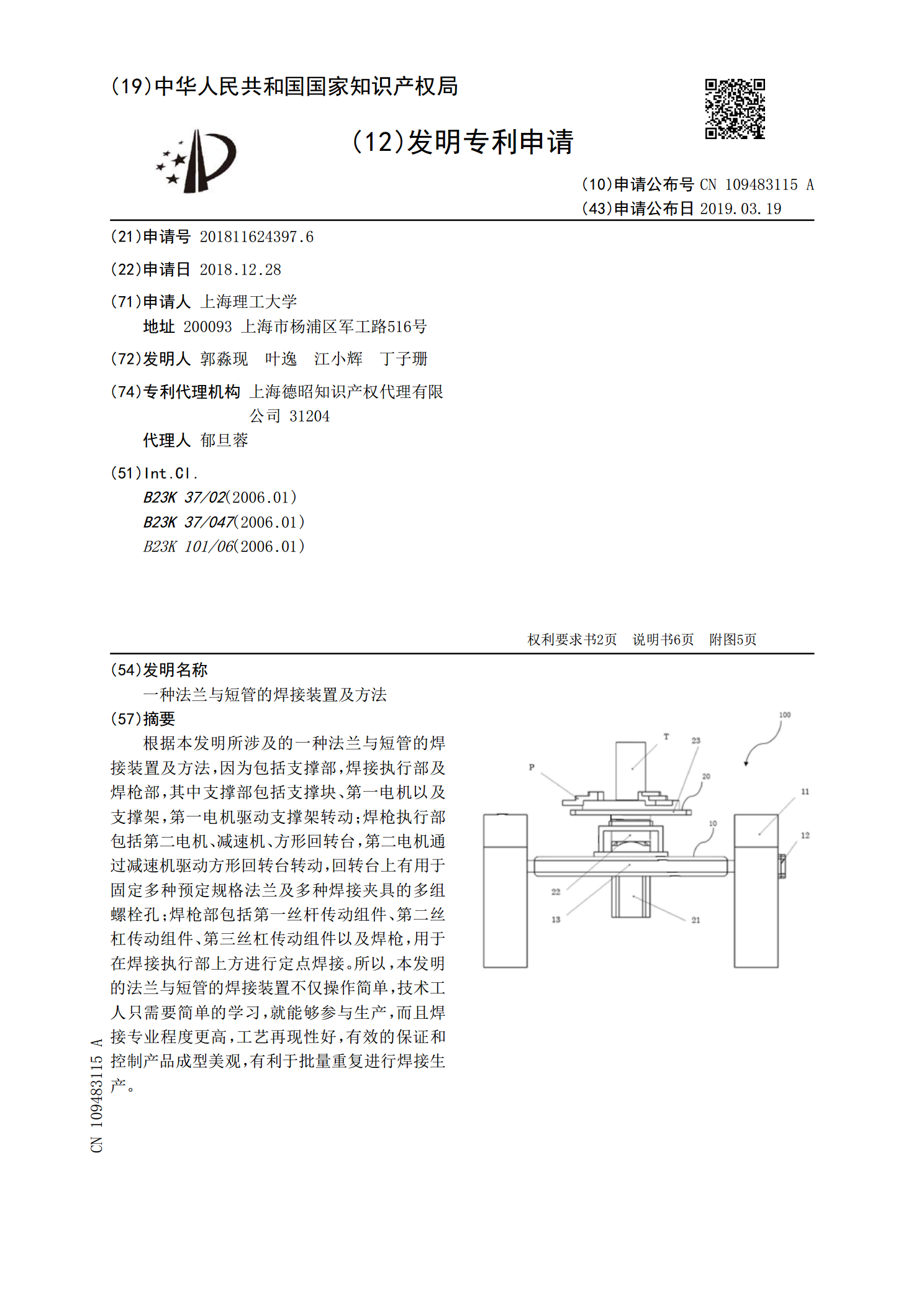
根据本发明所涉及的一种法兰与短管的焊接装置及方法,因为包括支撑部,焊接执行部及焊枪部,其中支撑部包括支撑块、第一电机以及支撑架,第一电机驱动支撑架转动;焊枪执行部包括第二电机、减速机、方形回转台,第二电机通过减速机驱动方形回转台转动,回转台上有用于固定多种预定规格法兰及多种焊接夹具的多组螺栓孔;焊枪部包括第一丝杆传动组件、第二丝杠传动组件、第三丝杠传动组件以及焊枪,用于在焊接执行部上方进行定点焊接。所以,本发明的法兰与短管的焊接装置不仅操作简单,技术工人只需要简单的学习,就能够参与生产,而且焊接专业程度更

短管-法兰及管-管件焊接专机.pdf
本发明涉及一种短管-法兰及管-管件焊接专机,包括动力头和带枪架滚轮架,带枪架滚轮架通过滑轮安装在动力头机架上,动力头前端通过卡盘夹紧工件,带枪架滚轮架前后侧上部分别安装有操作箱和铝型材支架,铝型材支架上固定有横移滑架,横移滑架上安装有伺服十字滑架,伺服十字滑架中的水平滑架上装有转角机构,伺服十字滑架前端通过转臂机构固定焊枪,焊枪通过管线连接控制系统。焊枪可调整轴向和前后的焊接角度,并通过横移滑架和伺服十字滑架实现自动提升和摆动。本发明可以实现对接焊缝和角接焊缝自动焊接,打的填充盖面一次性完成,提升焊接效率
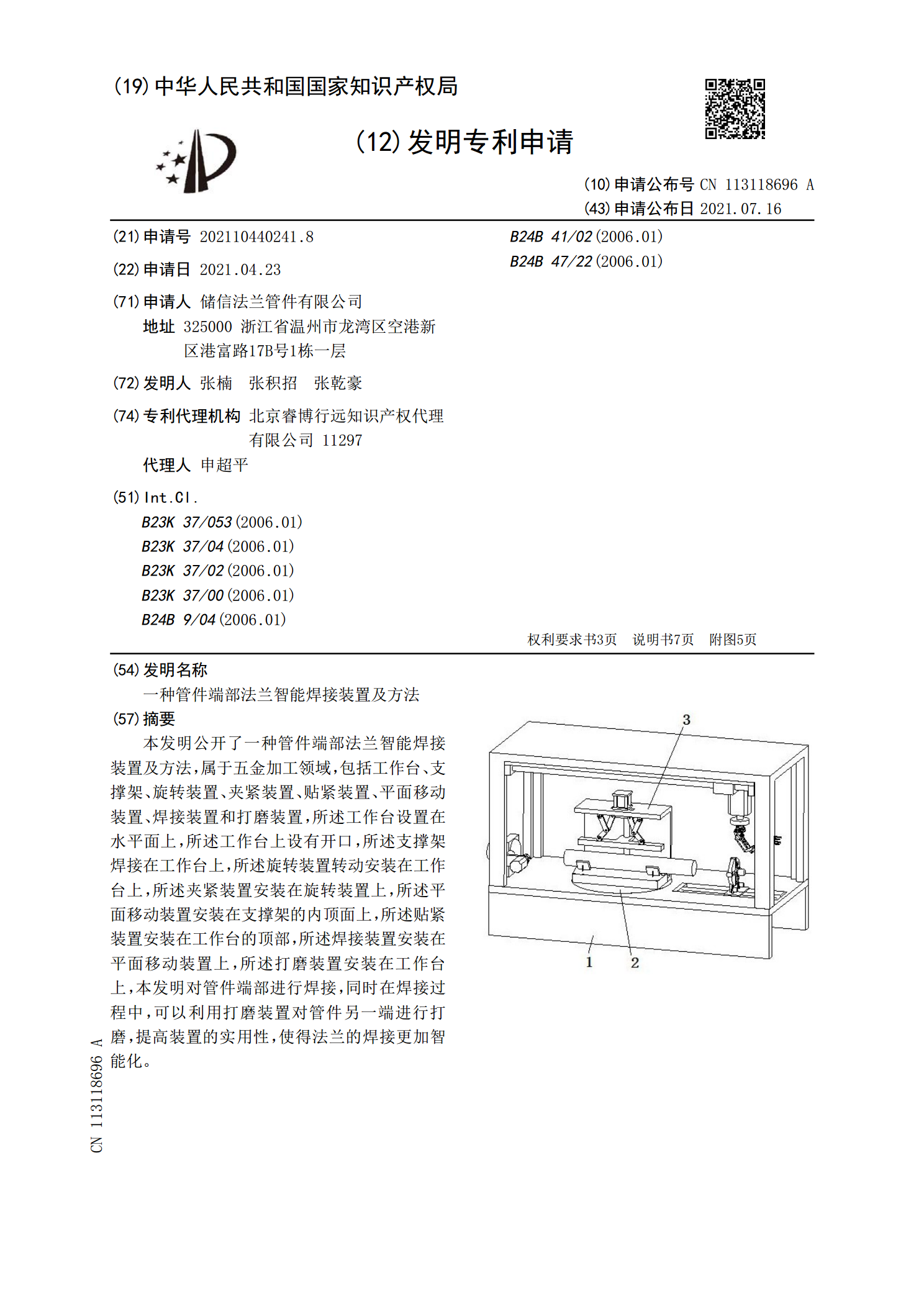
一种管件端部法兰智能焊接装置及方法.pdf
本发明公开了一种管件端部法兰智能焊接装置及方法,属于五金加工领域,包括工作台、支撑架、旋转装置、夹紧装置、贴紧装置、平面移动装置、焊接装置和打磨装置,所述工作台设置在水平面上,所述工作台上设有开口,所述支撑架焊接在工作台上,所述旋转装置转动安装在工作台上,所述夹紧装置安装在旋转装置上,所述平面移动装置安装在支撑架的内顶面上,所述贴紧装置安装在工作台的顶部,所述焊接装置安装在平面移动装置上,所述打磨装置安装在工作台上,本发明对管件端部进行焊接,同时在焊接过程中,可以利用打磨装置对管件另一端进行打磨,提高装置

一种法兰双面自动焊接装置及法兰双面焊接方法.pdf
本发明公开一种法兰双面自动焊接装置及法兰双面焊接方法,该法兰双面自动焊接装置,包括有用于承载管子并能使管子沿径向转动的管子旋转轮组件,其特征在于:在所述管子旋转轮组件两侧上分别设有能对套设在管子端部上的法兰内外两面同时进行焊接的焊接小车机构,在所述管子旋转轮组件一侧上设有当法兰被焊接一周时能控制焊接小车机构和管子旋转轮组件停止工作的旋转限位开关机构及焊接时的烟雾处理。本发明结构简单,操作方便,生产效率高;减少施工人员的身体伤害及提高环境保护、产品质量,减低企业的运行成本,减少人工打磨、节省易耗品及资源,提
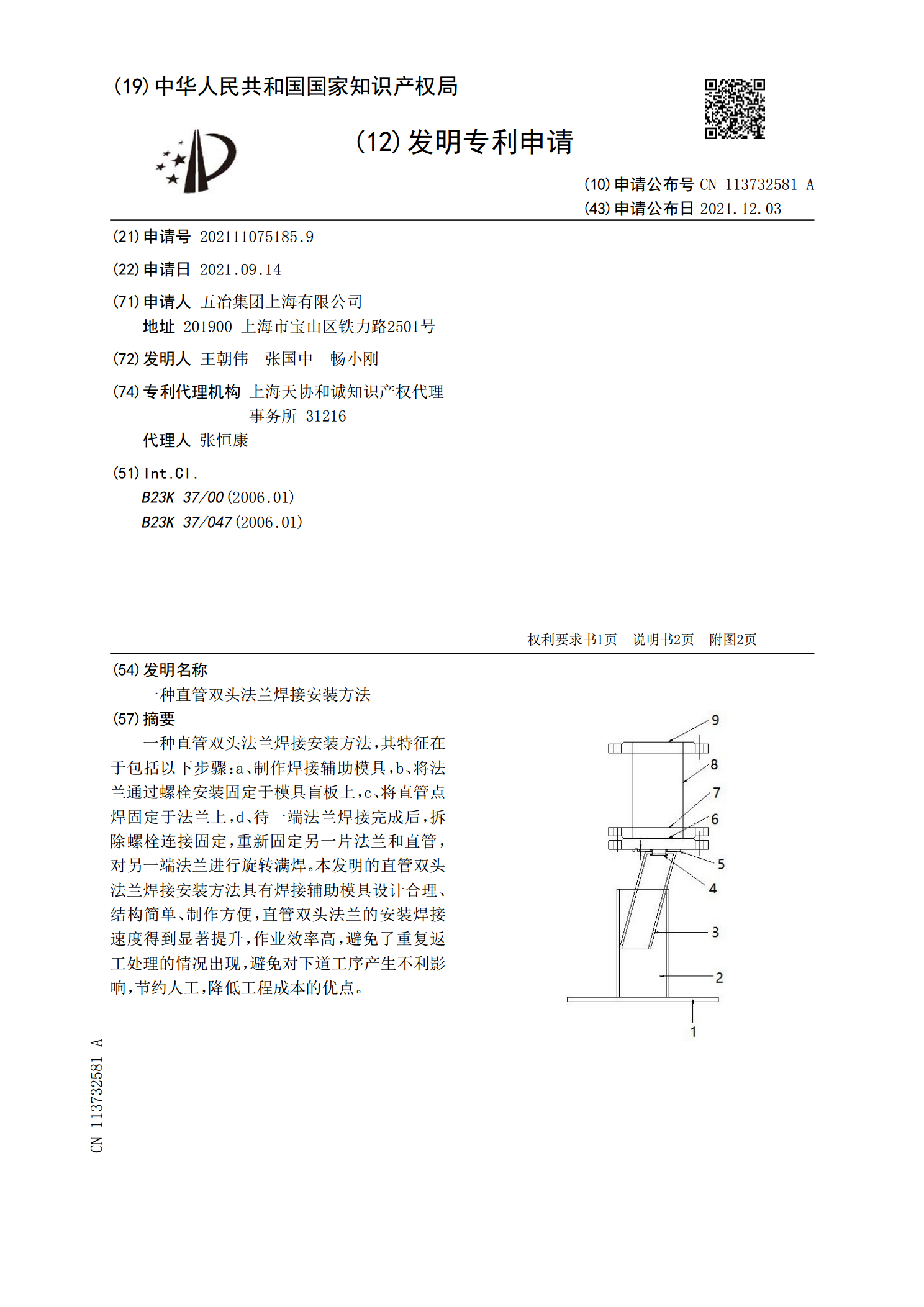
一种直管双头法兰焊接安装方法.pdf
一种直管双头法兰焊接安装方法,其特征在于包括以下步骤:a、制作焊接辅助模具,b、将法兰通过螺栓安装固定于模具盲板上,c、将直管点焊固定于法兰上,d、待一端法兰焊接完成后,拆除螺栓连接固定,重新固定另一片法兰和直管,对另一端法兰进行旋转满焊。本发明的直管双头法兰焊接安装方法具有焊接辅助模具设计合理、结构简单、制作方便,直管双头法兰的安装焊接速度得到显著提升,作业效率高,避免了重复返工处理的情况出现,避免对下道工序产生不利影响,节约人工,降低工程成本的优点。