
内高压成形模具及梁类件的制作方法.pdf

一吃****天材

1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
内高压成形模具及梁类件的制作方法.pdf
本发明涉及一种内高压成形模具及梁类件的制作方法,内高压成形模具包括:具有第一型腔的第一模具以及与第一型腔适配第二模具,第一型腔的腔壁具有沿第二方向延伸的第一限位面、第二限位面、第三限位面和第四限位面,待加工管坯部分位于第一限位面和第二限位面之间,第三限位面和第四限位面共同用于限制待加工管坯沿第三方向的自由度。上述内高压成形模具,能够将待加工管坯加工成预设形状;本申请的梁类件的制作方法,在扣合所述第二模具的过程中,从所述弯管沿所述第二方向的相对两端向所述弯管内填充液体并对液体进行加压,以使加工后的梁类件具有
用于内高压成形件的液压冲孔-翻边模具.pdf
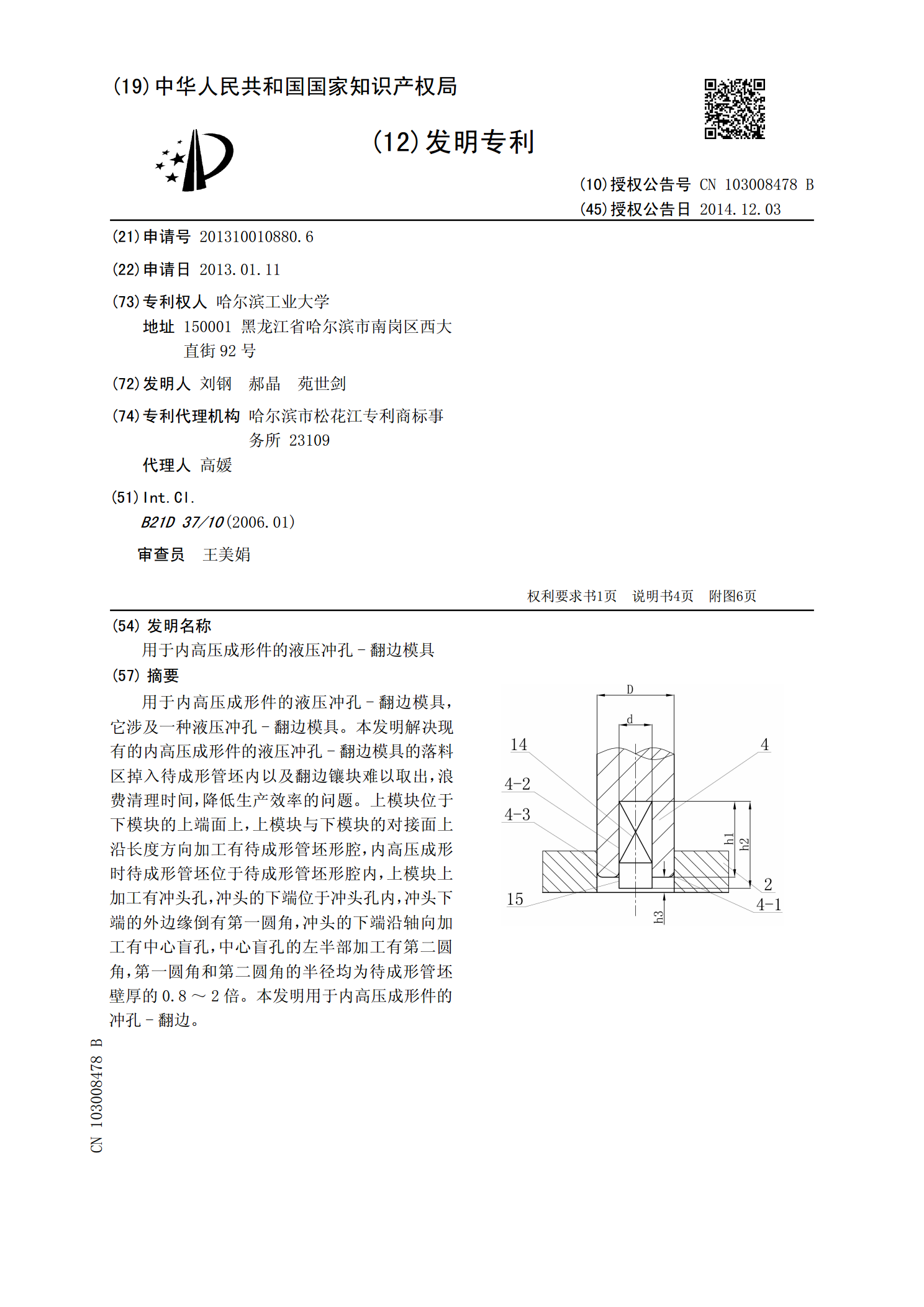
用于内高压成形件的液压冲孔-翻边模具,它涉及一种液压冲孔-翻边模具。本发明解决现有的内高压成形件的液压冲孔-翻边模具的落料区掉入待成形管坯内以及翻边镶块难以取出,浪费清理时间,降低生产效率的问题。上模块位于下模块的上端面上,上模块与下模块的对接面上沿长度方向加工有待成形管坯形腔,内高压成形时待成形管坯位于待成形管坯形腔内,上模块上加工有冲头孔,冲头的下端位于冲头孔内,冲头下端的外边缘倒有第一圆角,冲头的下端沿轴向加工有中心盲孔,中心盲孔的左半部加工有第二圆角,第一圆角和第二圆角的半径均为待成形管坯壁厚的0

汽车前梁内高压成形工艺分析.docx
汽车前梁内高压成形工艺分析标题:汽车前梁内高压成形工艺分析摘要:随着汽车行业的快速发展,汽车质量和安全性的要求也在不断提高。前梁作为汽车结构的重要组成部分,对于汽车的刚度和安全性起着关键作用。而高压成形工艺作为一种先进的成形技术,已经广泛应用于汽车前梁内成形中。本论文将对汽车前梁内高压成形工艺进行分析,并探讨其在汽车制造中的应用和优势。第一部分:引言1.1研究背景1.2研究目的和意义1.3研究内容和结构第二部分:高压成形工艺概述2.1高压成形工艺的基本原理2.2高压成形工艺的分类和特点2.3汽车前梁内高压

防撞梁内高压成形工艺设计及CAE分析.pptx
汇报人:目录PARTONEPARTTWO防撞梁的作用和重要性内高压成形工艺原理防撞梁内高压成形工艺流程工艺参数选择与优化PARTTHREECAE分析简介CAE分析在防撞梁内高压成形中的必要性CAE分析的实现过程CAE分析的优点与局限性PARTFOUR实验设备与材料实验方法与步骤实验结果与数据分析实验结论与改进方向PARTFIVE汽车工业对防撞梁内高压成形工艺的需求防撞梁内高压成形工艺的发展趋势未来研究方向与应用前景对行业发展的影响与推动作用THANKYOU
内高压成形管件的加热打孔设备.pdf
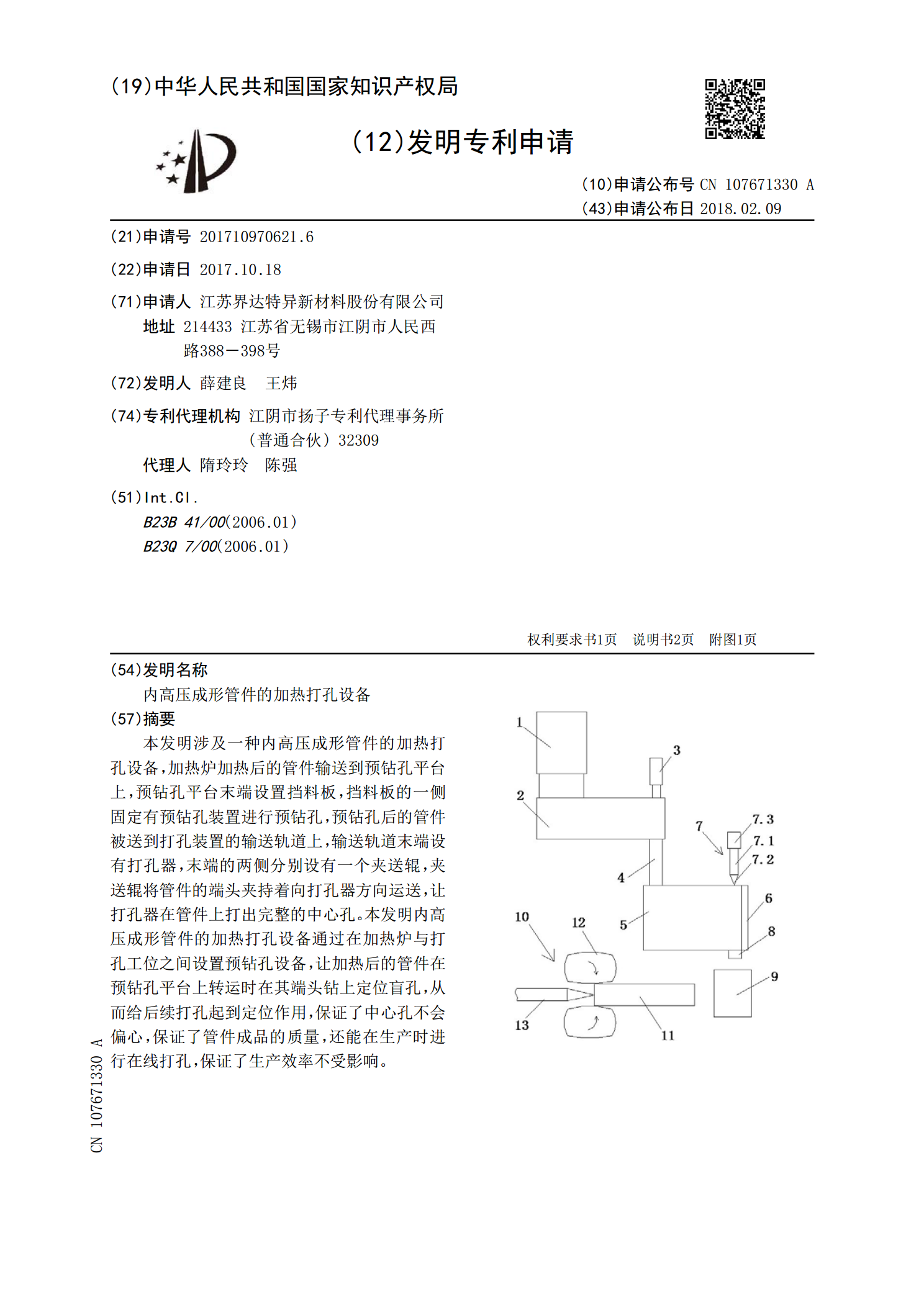
本发明涉及一种内高压成形管件的加热打孔设备,加热炉加热后的管件输送到预钻孔平台上,预钻孔平台末端设置挡料板,挡料板的一侧固定有预钻孔装置进行预钻孔,预钻孔后的管件被送到打孔装置的输送轨道上,输送轨道末端设有打孔器,末端的两侧分别设有一个夹送辊,夹送辊将管件的端头夹持着向打孔器方向运送,让打孔器在管件上打出完整的中心孔。本发明内高压成形管件的加热打孔设备通过在加热炉与打孔工位之间设置预钻孔设备,让加热后的管件在预钻孔平台上转运时在其端头钻上定位盲孔,从而给后续打孔起到定位作用,保证了中心孔不会偏心,保证了管