
一种轴承支撑架装夹装置及其装夹方法.pdf

一条****ee

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种轴承支撑架装夹装置及其装夹方法.pdf
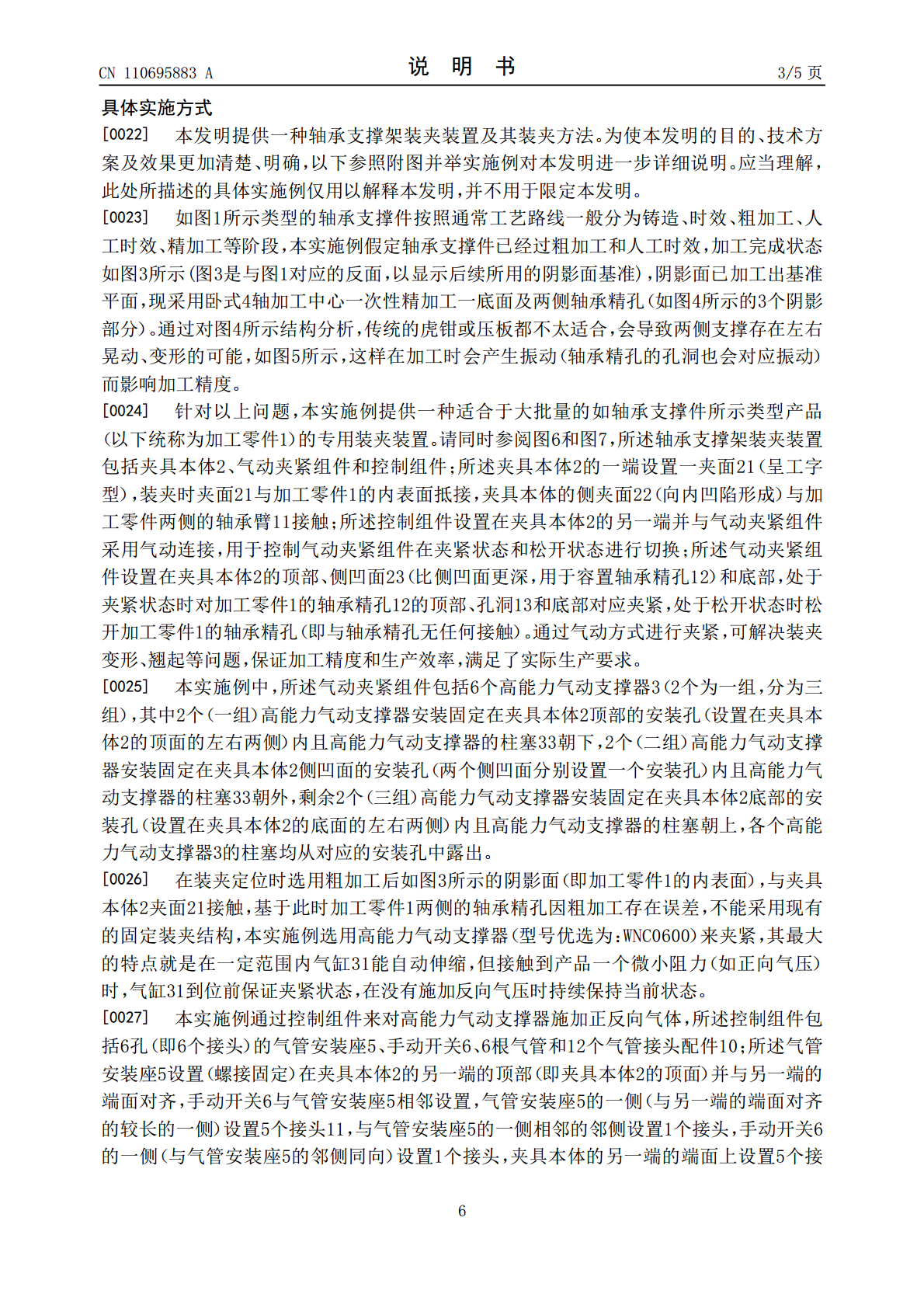
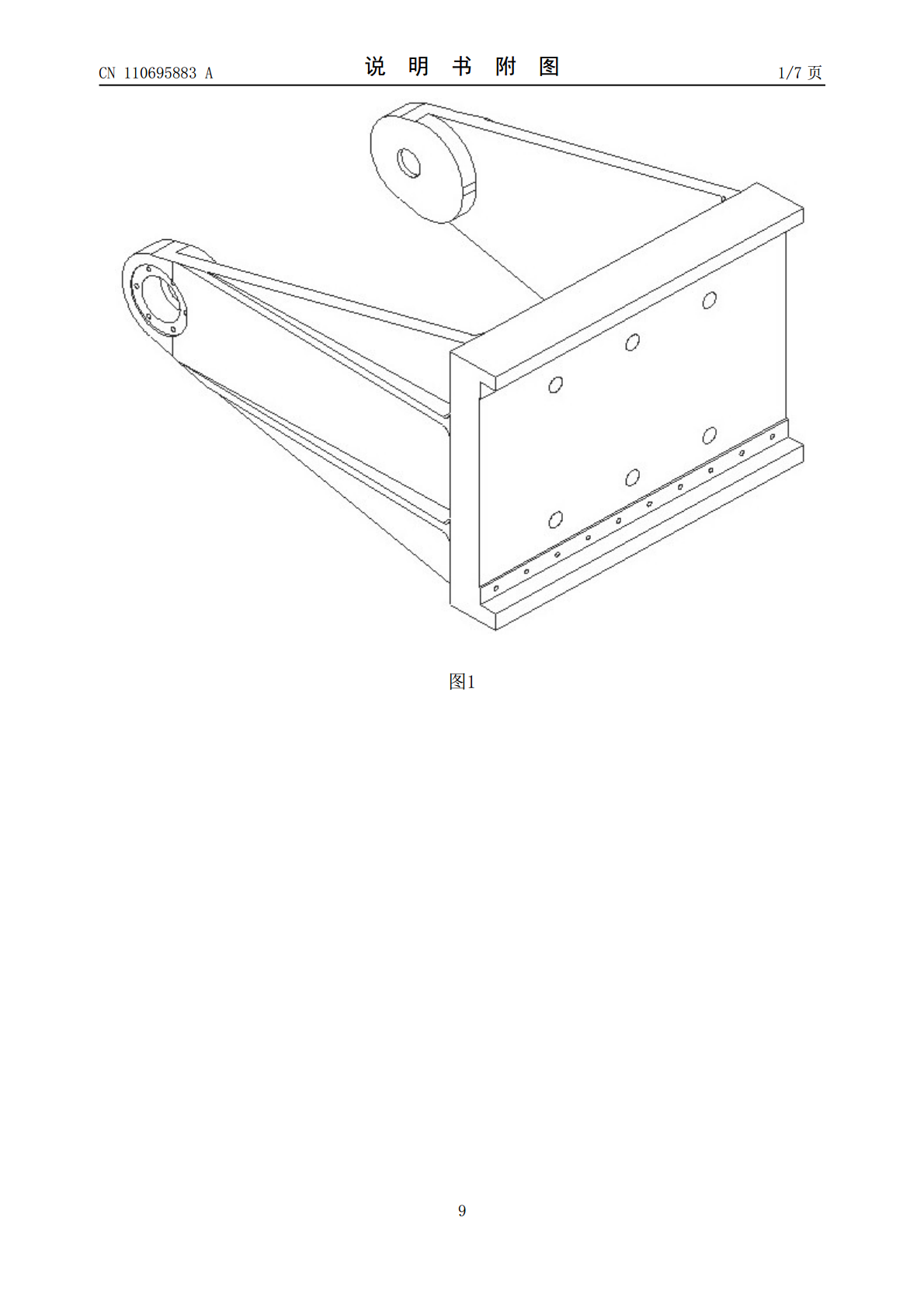
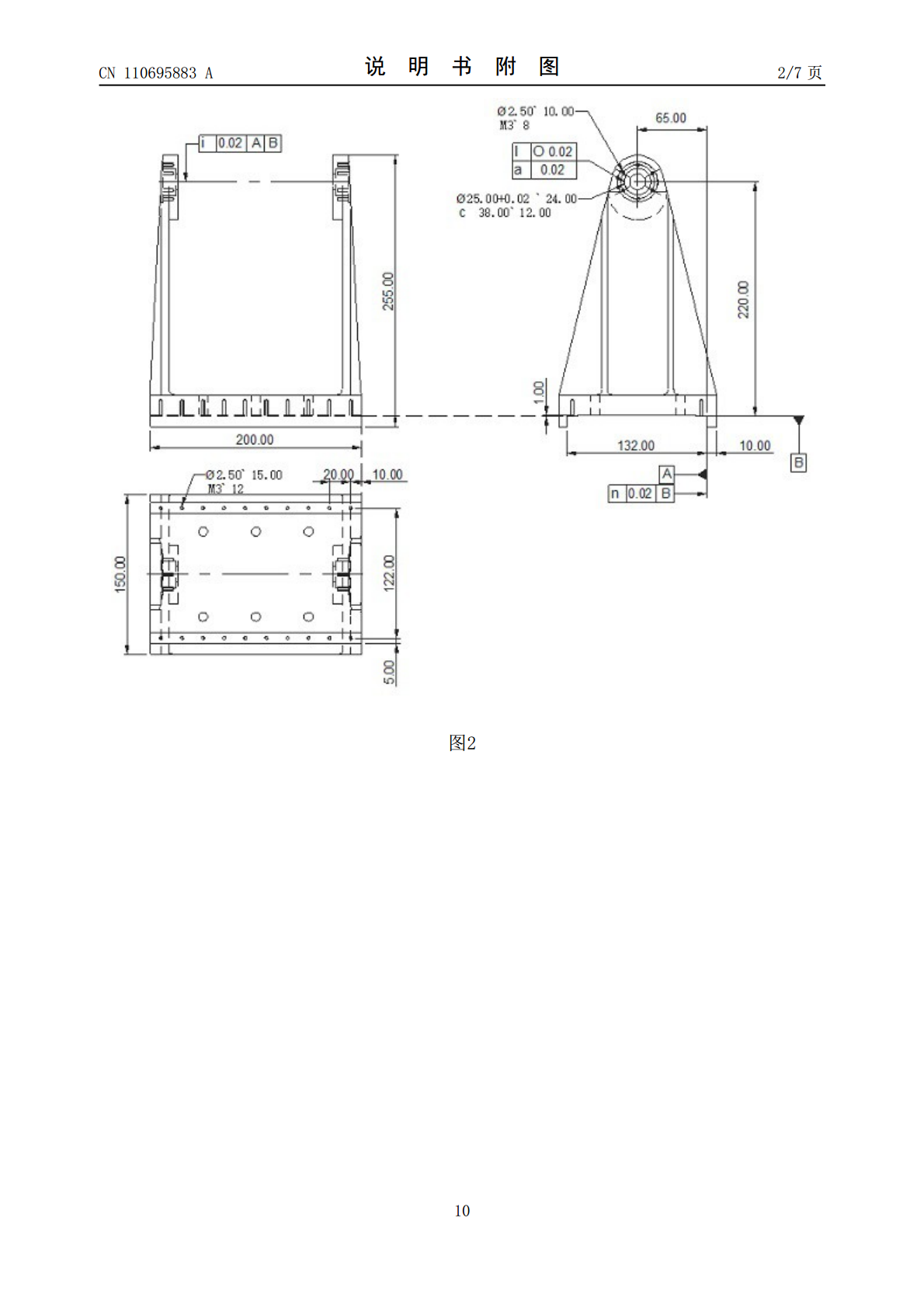
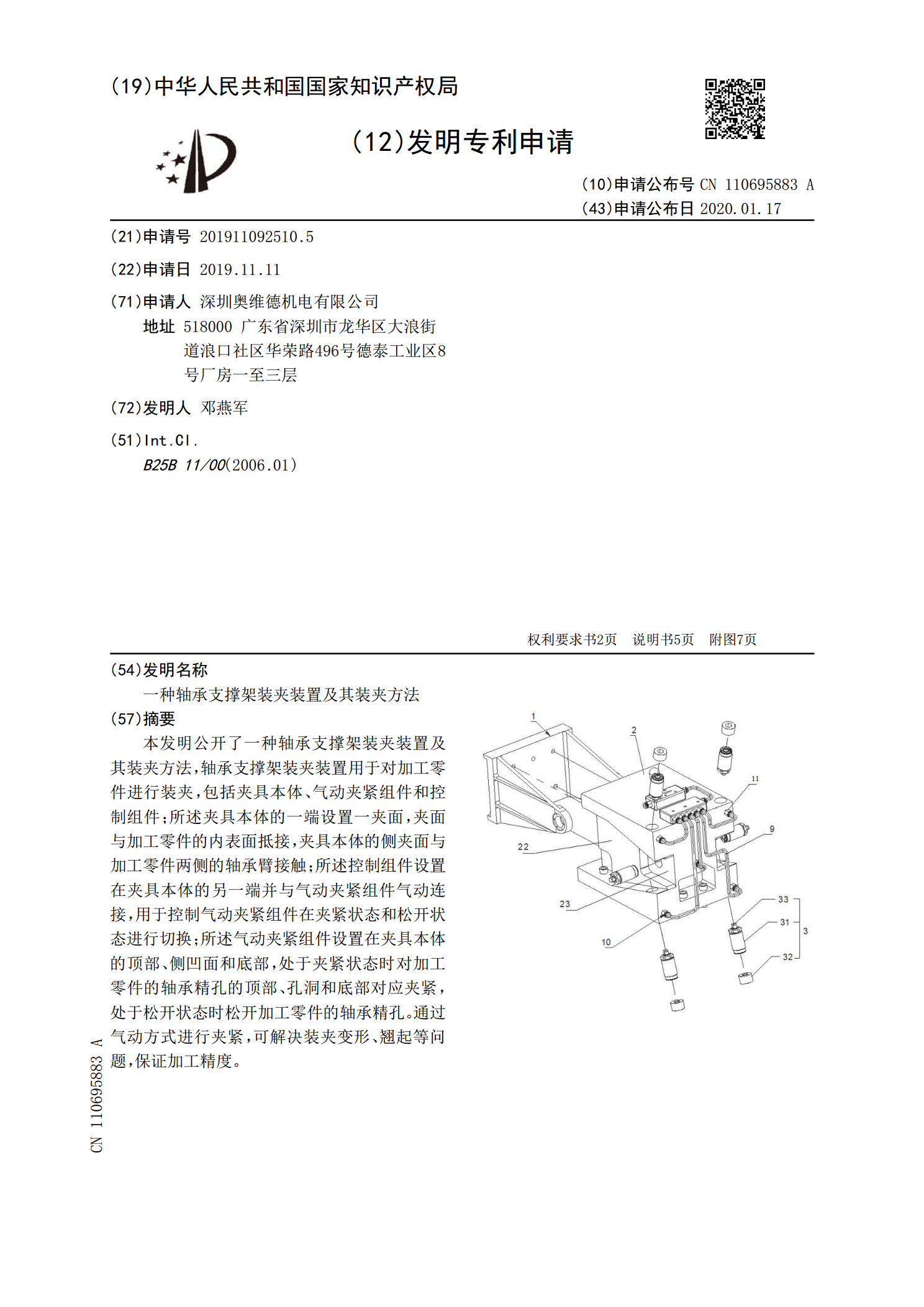
本发明公开了一种轴承支撑架装夹装置及其装夹方法,轴承支撑架装夹装置用于对加工零件进行装夹,包括夹具本体、气动夹紧组件和控制组件;所述夹具本体的一端设置一夹面,夹面与加工零件的内表面抵接,夹具本体的侧夹面与加工零件两侧的轴承臂接触;所述控制组件设置在夹具本体的另一端并与气动夹紧组件气动连接,用于控制气动夹紧组件在夹紧状态和松开状态进行切换;所述气动夹紧组件设置在夹具本体的顶部、侧凹面和底部,处于夹紧状态时对加工零件的轴承精孔的顶部、孔洞和底部对应夹紧,处于松开状态时松开加工零件的轴承精孔。通过气动方式进行夹
一种装夹结构、装夹装置.pdf
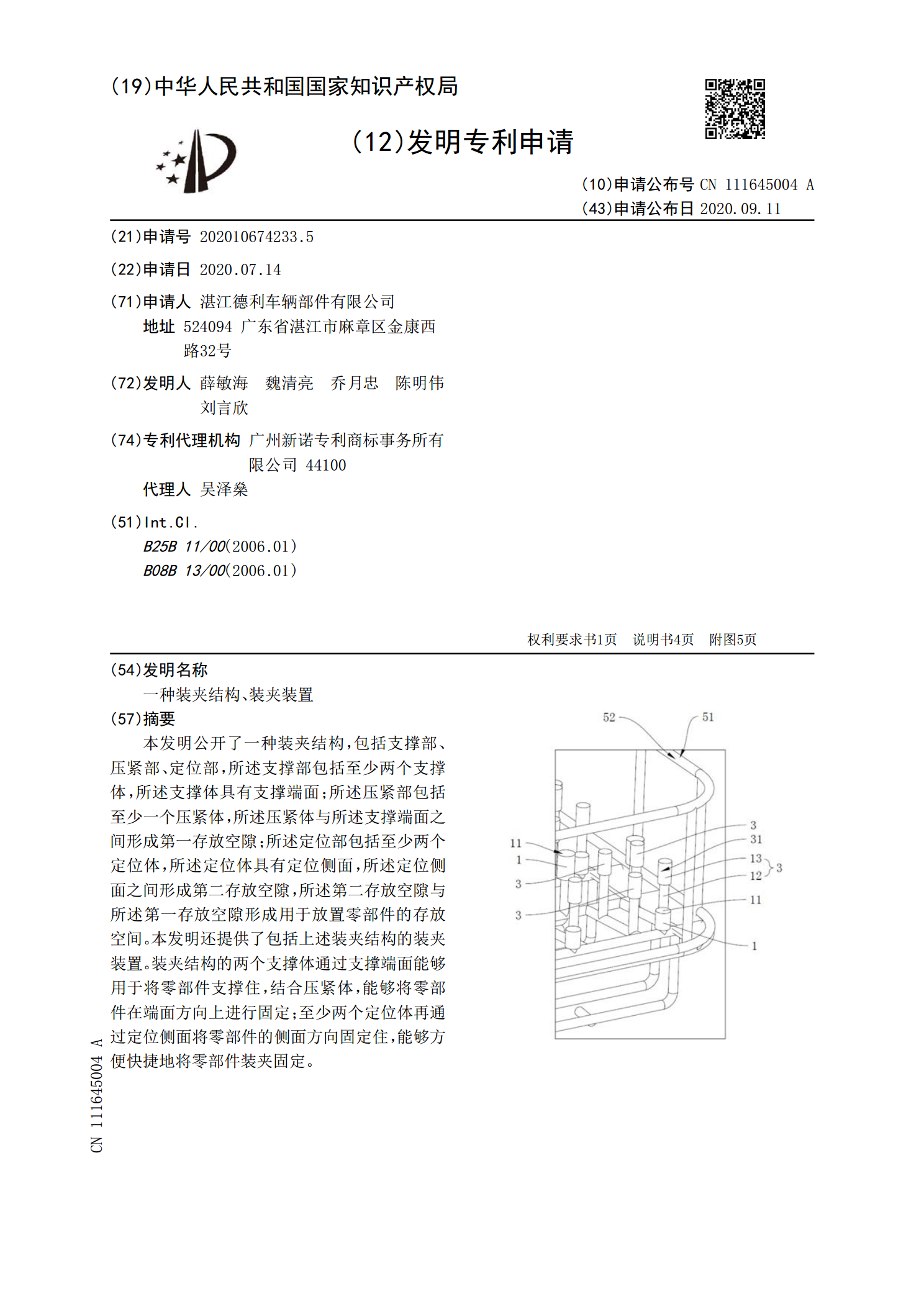
本发明公开了一种装夹结构,包括支撑部、压紧部、定位部,所述支撑部包括至少两个支撑体,所述支撑体具有支撑端面;所述压紧部包括至少一个压紧体,所述压紧体与所述支撑端面之间形成第一存放空隙;所述定位部包括至少两个定位体,所述定位体具有定位侧面,所述定位侧面之间形成第二存放空隙,所述第二存放空隙与所述第一存放空隙形成用于放置零部件的存放空间。本发明还提供了包括上述装夹结构的装夹装置。装夹结构的两个支撑体通过支撑端面能够用于将零部件支撑住,结合压紧体,能够将零部件在端面方向上进行固定;至少两个定位体再通过定位侧面将
一种大型齿轮通用装夹装置及装夹方法.pdf
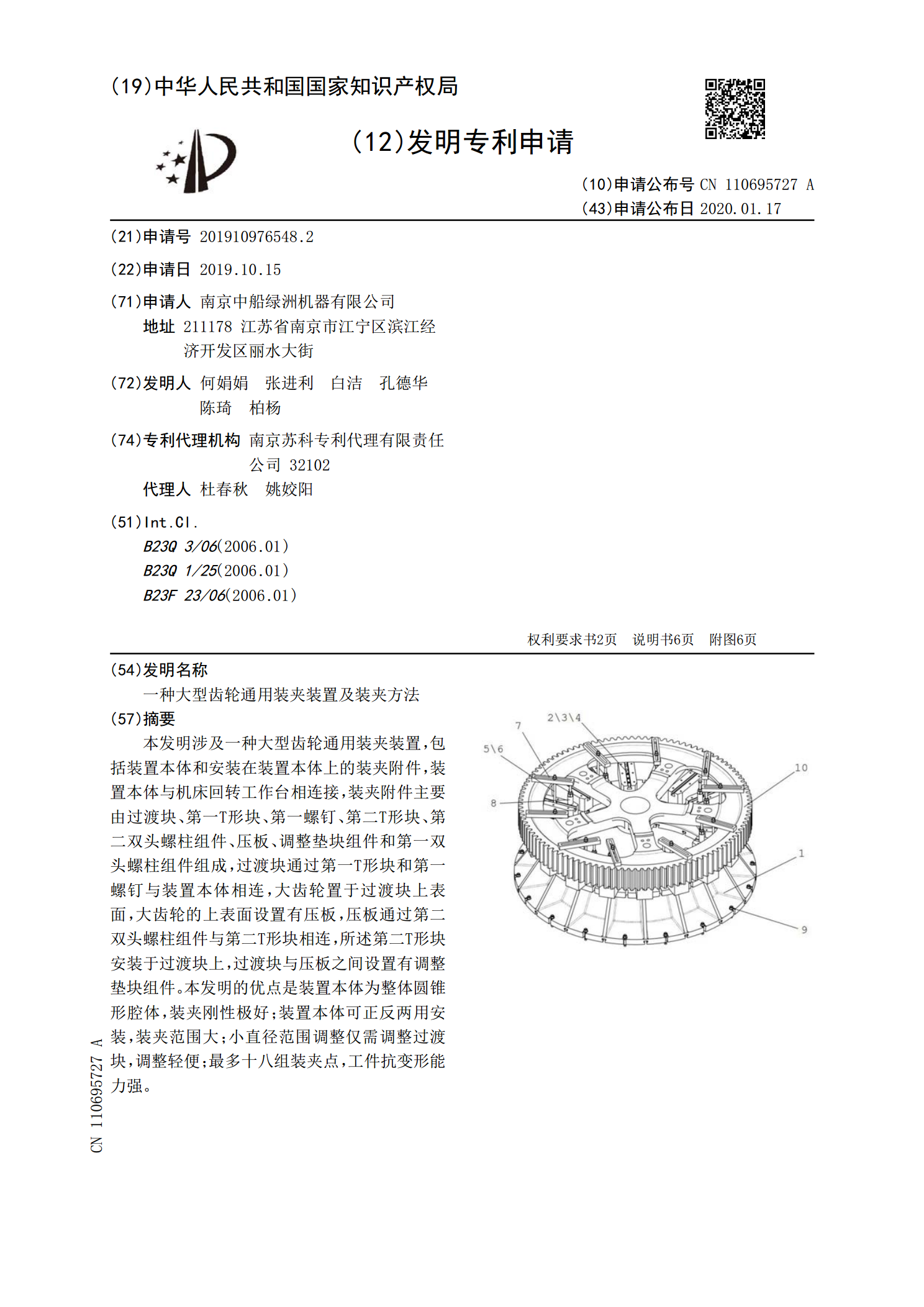
本发明涉及一种大型齿轮通用装夹装置,包括装置本体和安装在装置本体上的装夹附件,装置本体与机床回转工作台相连接,装夹附件主要由过渡块、第一T形块、第一螺钉、第二T形块、第二双头螺柱组件、压板、调整垫块组件和第一双头螺柱组件组成,过渡块通过第一T形块和第一螺钉与装置本体相连,大齿轮置于过渡块上表面,大齿轮的上表面设置有压板,压板通过第二双头螺柱组件与第二T形块相连,所述第二T形块安装于过渡块上,过渡块与压板之间设置有调整垫块组件。本发明的优点是装置本体为整体圆锥形腔体,装夹刚性极好;装置本体可正反两用安装,装
一种网箱定位装夹装置及定位装夹方法.pdf
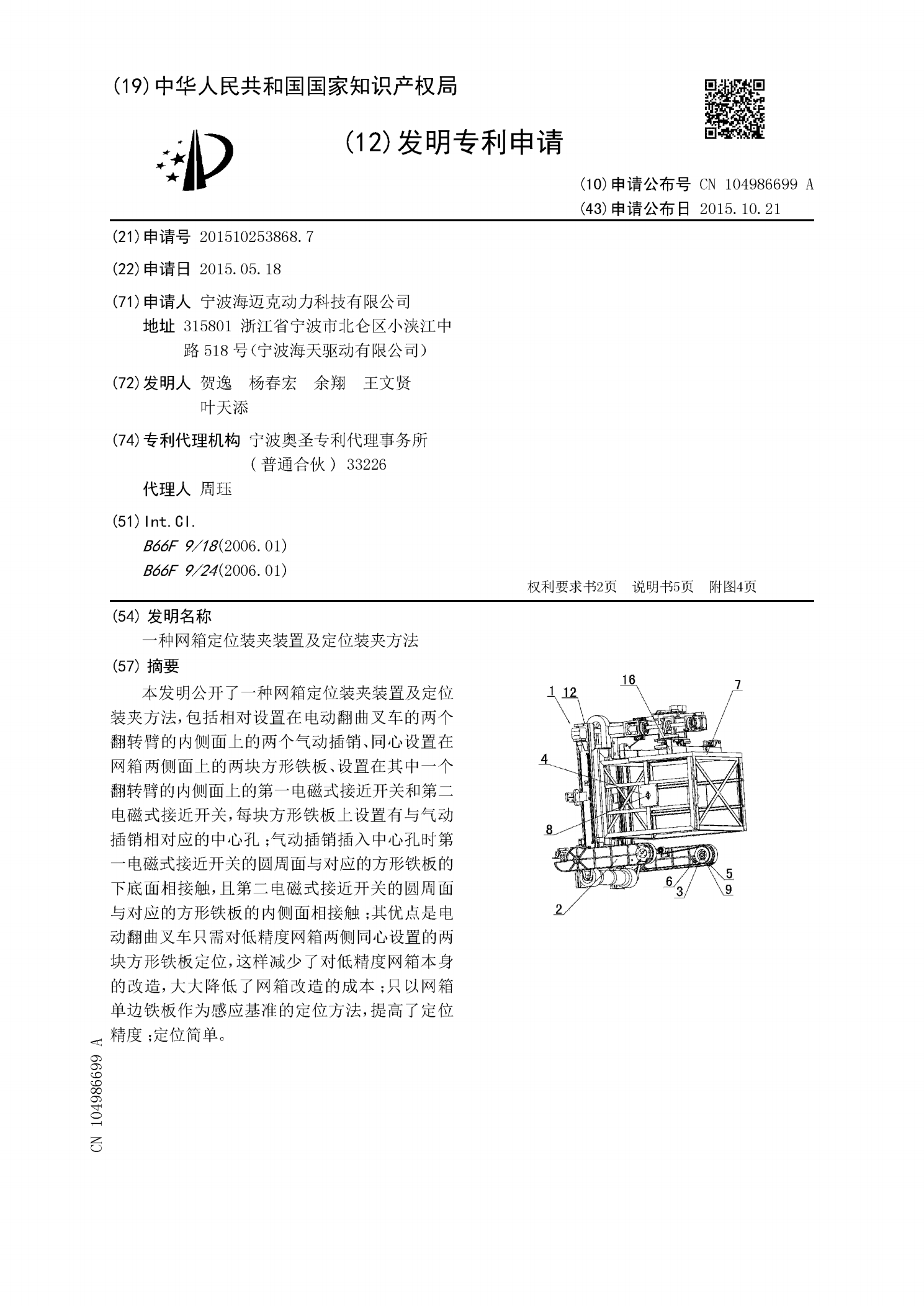
本发明公开了一种网箱定位装夹装置及定位装夹方法,包括相对设置在电动翻曲叉车的两个翻转臂的内侧面上的两个气动插销、同心设置在网箱两侧面上的两块方形铁板、设置在其中一个翻转臂的内侧面上的第一电磁式接近开关和第二电磁式接近开关,每块方形铁板上设置有与气动插销相对应的中心孔;气动插销插入中心孔时第一电磁式接近开关的圆周面与对应的方形铁板的下底面相接触,且第二电磁式接近开关的圆周面与对应的方形铁板的内侧面相接触;其优点是电动翻曲叉车只需对低精度网箱两侧同心设置的两块方形铁板定位,这样减少了对低精度网箱本身的改造,大

火花机电极装夹装置及装夹方法.pdf
本发明提供一种火花机电极装夹装置及装夹方法,装夹装置包括十字形导轨、联动驱动组件、支撑板Ⅰ、夹持杆、弹簧Ⅰ、锁止机构和十字形支撑架,联动驱动组件的四个执行部件上各设有一支撑板Ⅰ,支撑板Ⅰ上通孔内配合安装有夹持杆,夹持杆与支撑板Ⅰ之间设有弹簧Ⅰ,而夹持杆的端部设有V形夹持部,十字形支撑架在竖直方向上形成移动副,四个锁止机构分别设置在十字形导轨的四个拐角处,锁止机构包括支撑板Ⅱ、限位杆Ⅰ、半圆形夹持头和顶板。通过活动安装的夹持杆对电极进行夹装,进而能够适应不同形状的电极,通过锁止机构对进行柔性夹装的夹持杆进行