
用于生产具有长悬臂结构的型材的挤压模具.pdf

Jo****63

1/8
2/8
3/8
4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于生产具有长悬臂结构的型材的挤压模具.pdf
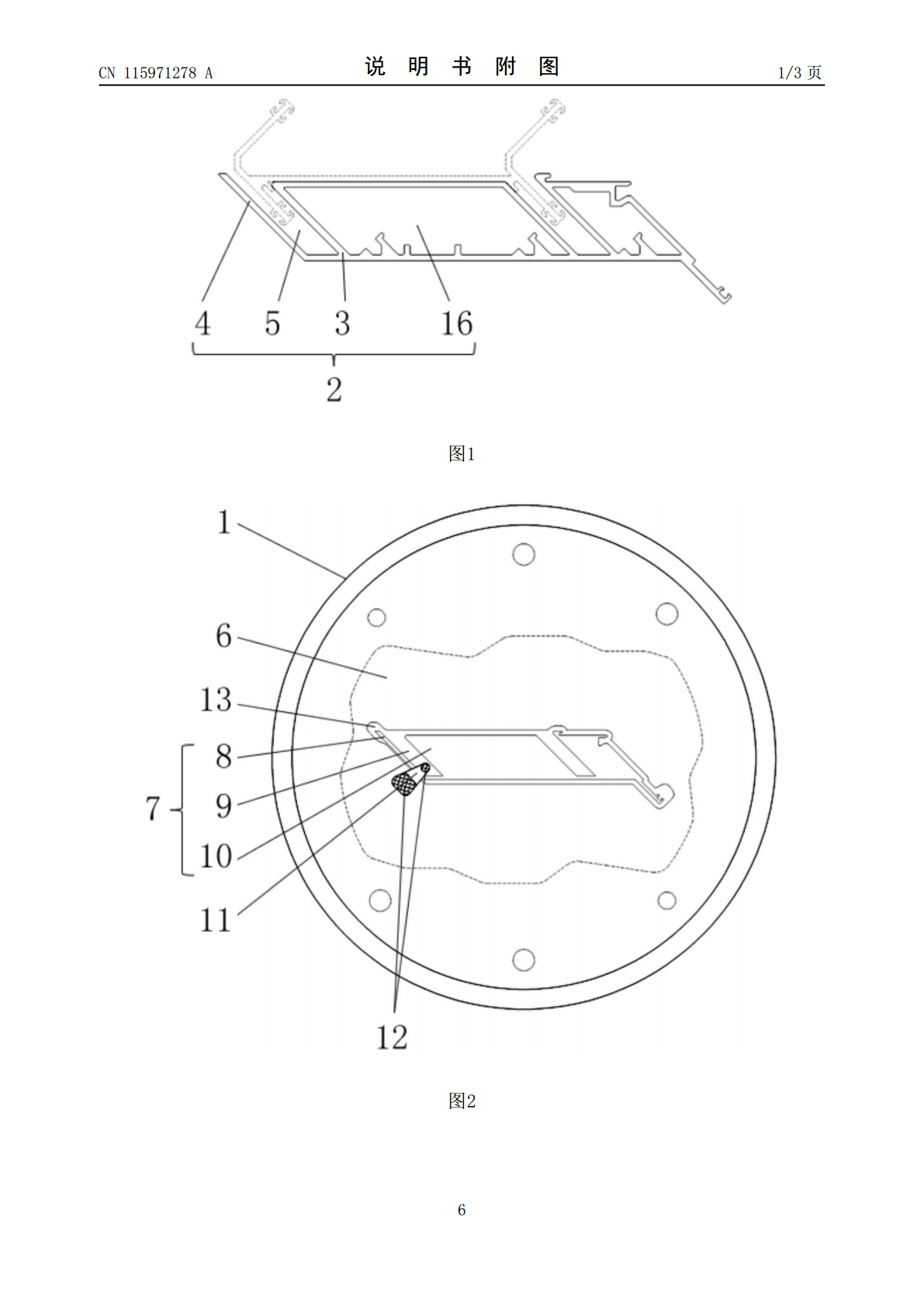
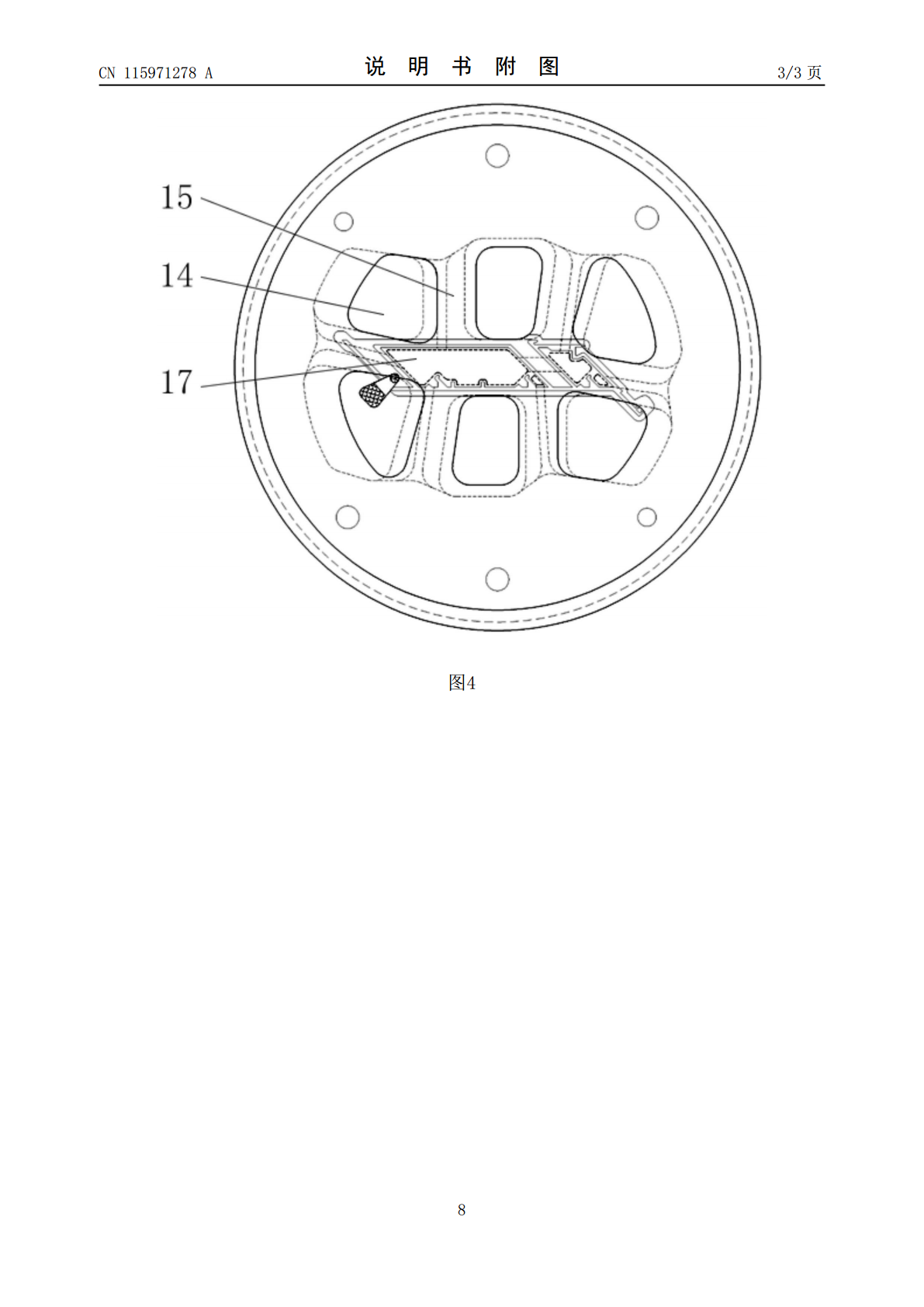
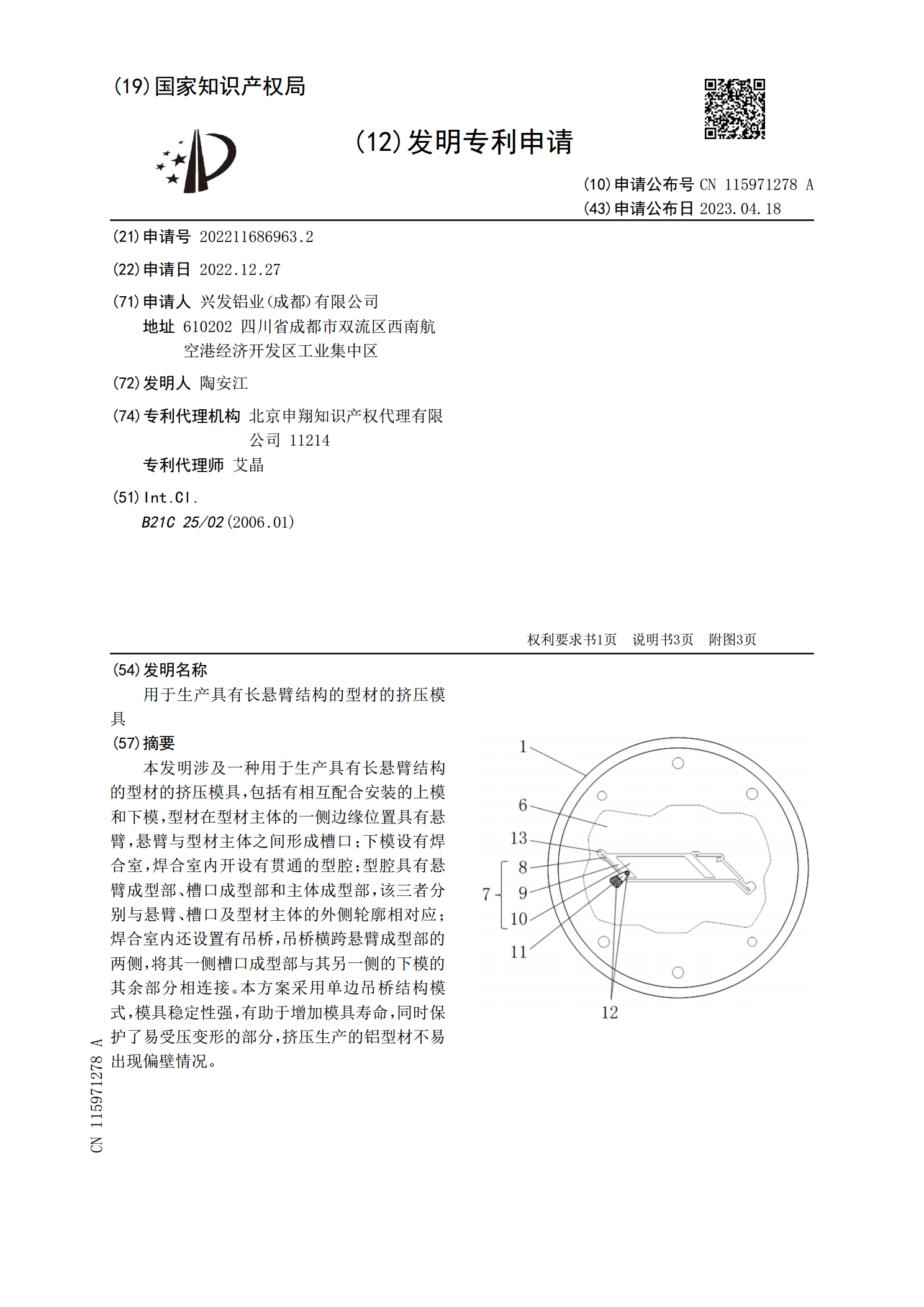
本发明涉及一种用于生产具有长悬臂结构的型材的挤压模具,包括有相互配合安装的上模和下模,型材在型材主体的一侧边缘位置具有悬臂,悬臂与型材主体之间形成槽口;下模设有焊合室,焊合室内开设有贯通的型腔;型腔具有悬臂成型部、槽口成型部和主体成型部,该三者分别与悬臂、槽口及型材主体的外侧轮廓相对应;焊合室内还设置有吊桥,吊桥横跨悬臂成型部的两侧,将其一侧槽口成型部与其另一侧的下模的其余部分相连接。本方案采用单边吊桥结构模式,模具稳定性强,有助于增加模具寿命,同时保护了易受压变形的部分,挤压生产的铝型材不易出现偏壁情况

一种具有改进型液氮冷却结构的铝型材挤压模具.pdf
一种具有改进型液氮冷却结构的铝型材挤压模具,包括配合的液氮垫和模具,其中:所述液氮垫上设有液氮进口和液氮出口,所述液氮进口和液氮出口之间设有第一液氮传送槽,所述第一液氮传送槽通过传送支槽连通至第二液氮传送槽;所述第二液氮传送槽的内侧的第二围板上不具有传送液氮的通槽;所述模具上设有挤压成型口,该挤压成型口中设有工作带;所述挤压成型口的内侧壁中设有管道放置孔,该管道放置孔中设有用于输送液氮的管道;所述管道朝向液氮垫的一端用于液氮进入,所述管道朝向工作带的一端与管道放置孔的底部之间留有间隙,且该位置处的管道设有
一种具有散热功能的铝型材挤压模具.pdf
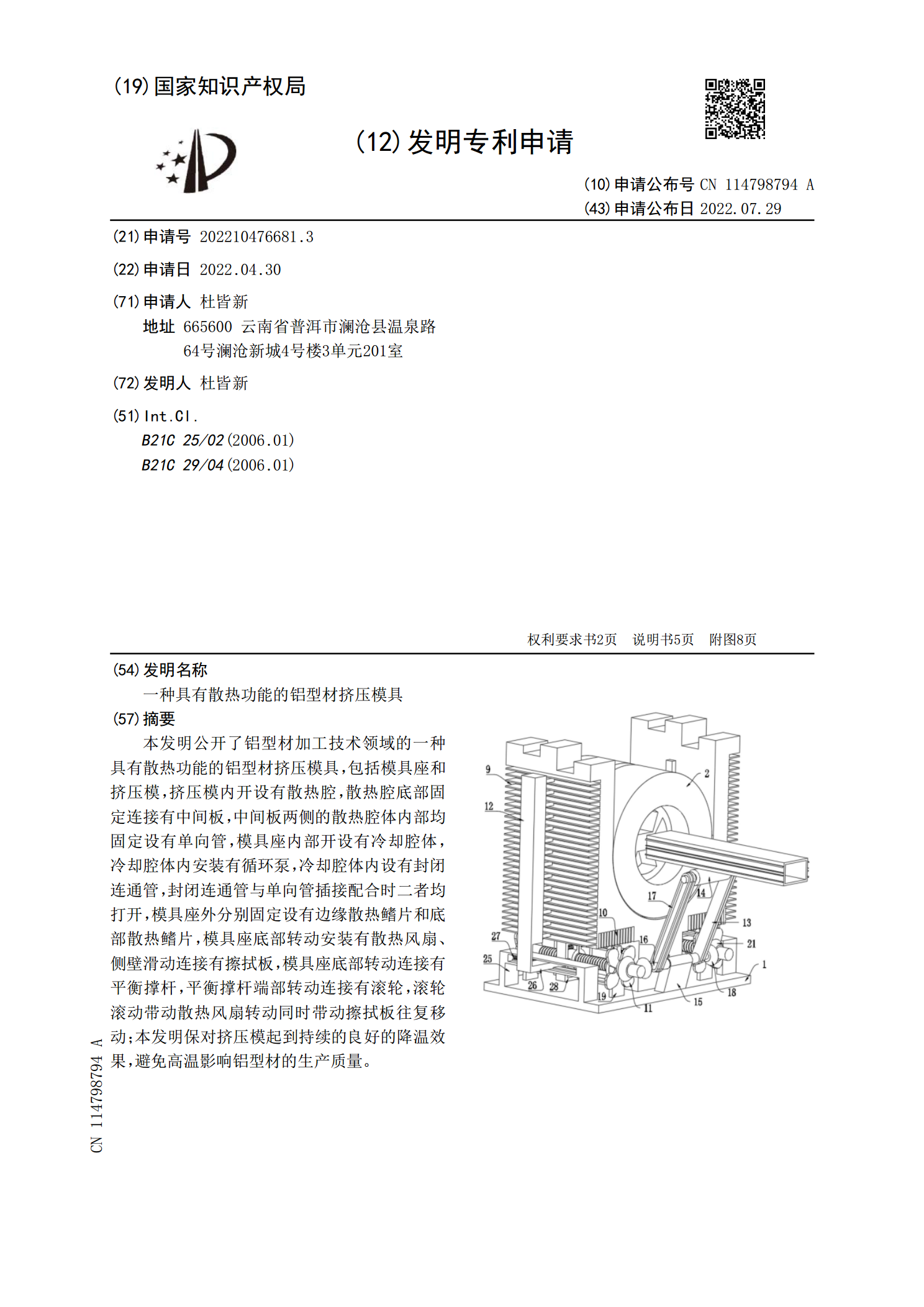
本发明公开了铝型材加工技术领域的一种具有散热功能的铝型材挤压模具,包括模具座和挤压模,挤压模内开设有散热腔,散热腔底部固定连接有中间板,中间板两侧的散热腔体内部均固定设有单向管,模具座内部开设有冷却腔体,冷却腔体内安装有循环泵,冷却腔体内设有封闭连通管,封闭连通管与单向管插接配合时二者均打开,模具座外分别固定设有边缘散热鳍片和底部散热鳍片,模具座底部转动安装有散热风扇、侧壁滑动连接有擦拭板,模具座底部转动连接有平衡撑杆,平衡撑杆端部转动连接有滚轮,滚轮滚动带动散热风扇转动同时带动擦拭板往复移动;本发明保对

悬臂框架的热挤压模具.pdf
本发明涉及一种悬臂框架的热挤压模具,包括自前至后依次叠加设置的上模和下模,其特征是:所述下模设有焊合室、型腔和出口,型腔的形状与凹槽悬臂框架铝型材的外形轮廓一致;在所述焊合室对应于型腔中部的位置设置阻留台;所述上模上设置与型腔两侧凹槽分别对应的方头模芯和9个呈中心对称分布的分流孔,该9个分流孔由10个分流桥分隔开。在对应于所述下模的型腔两侧的凹槽正上方的分流孔的进料端内侧铣沉形成铣沉槽,该分流孔进料端的外侧设置外扩棒。本发明能够在相对较小的挤压机上有效生产凹槽悬臂框架管类型材,该挤压模具的悬臂不易挤塌,不
利用旋转成形模具生产的挤压型材.pdf
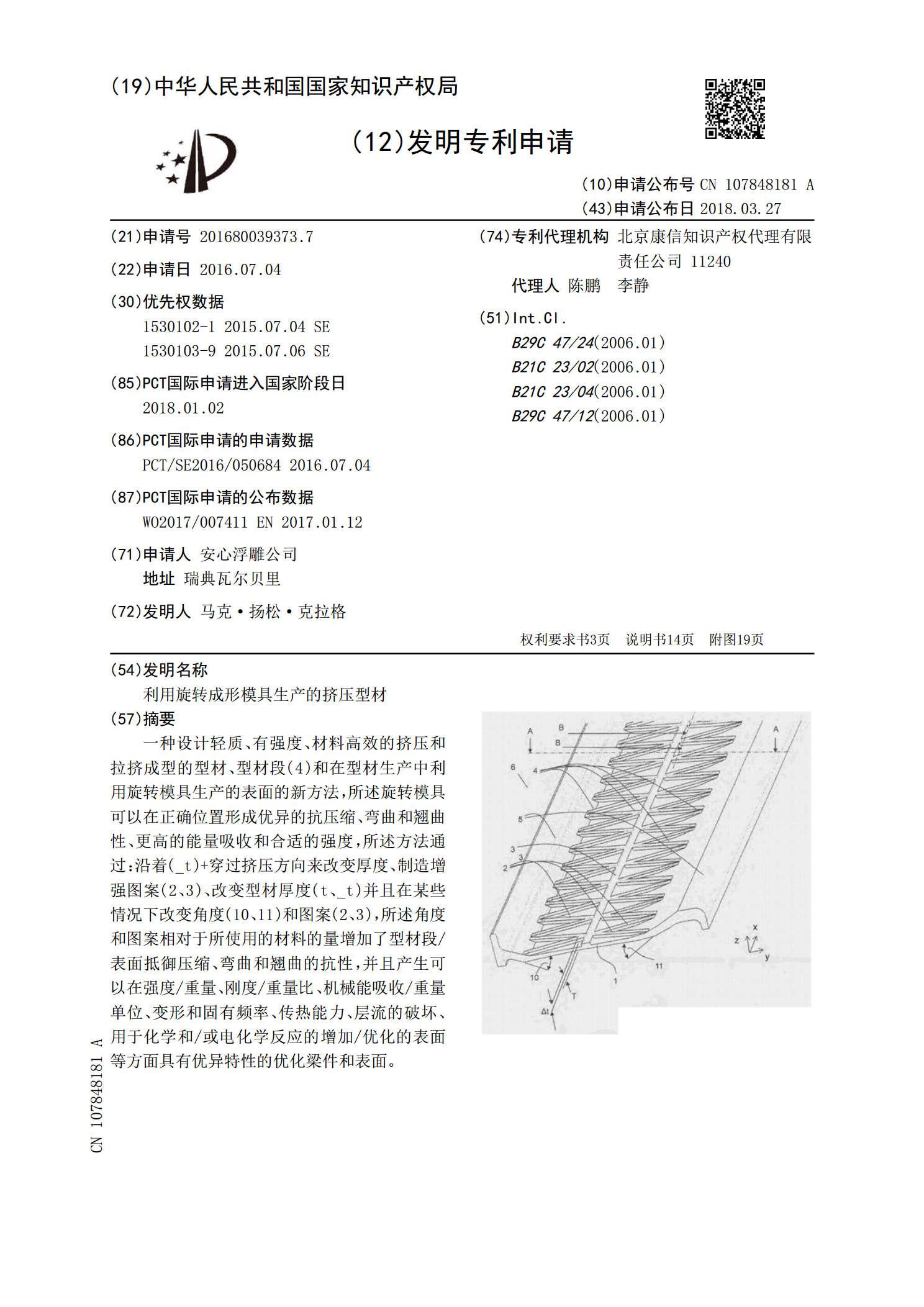
一种设计轻质、有强度、材料高效的挤压和拉挤成型的型材、型材段(4)和在型材生产中利用旋转模具生产的表面的新方法,所述旋转模具可以在正确位置形成优异的抗压缩、弯曲和翘曲性、更高的能量吸收和合适的强度,所述方法通过:沿着(_t)+穿过挤压方向来改变厚度、制造增强图案(2、3)、改变型材厚度(t、_t)并且在某些情况下改变角度(10、11)和图案(2、3),所述角度和图案相对于所使用的材料的量增加了型材段/表面抵御压缩、弯曲和翘曲的抗性,并且产生可以在强度/重量、刚度/重量比、机械能吸收/重量单位、变形和固有频