
钢的锻造部件以及制造其的方法.pdf

书生****文章


1/10
2/10

3/10
4/10
5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钢的锻造部件以及制造其的方法.pdf
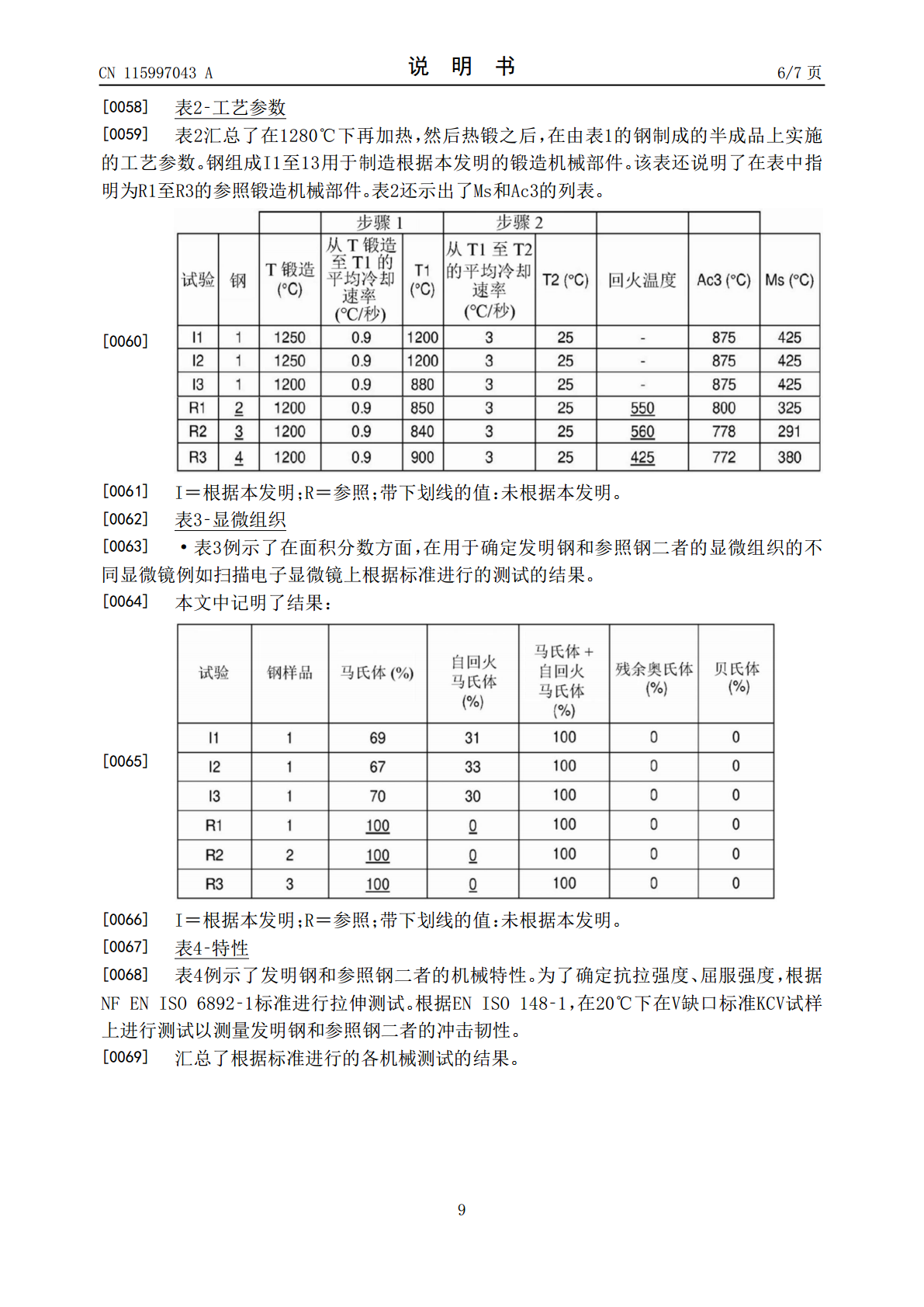
用于锻造机械部件的钢,其包含以下元素:0.04%≦C≦0.28%;1.2%≦Mn≦2.2%;0.3%≦Si≦1.2%;0.5%≦Cr≦1.5%;0.01%≦Ni≦1%;0%≦S≦0.06%;0%≦P≦0.02%;0%≦N≦0.015%;0%≦Al≦0.1%;0.03%≦Mo≦0.5%;0%≦Cu≦0.5%;0.04%≦Nb≦0.15%;0.01%≦Ti≦0.1%;0%≦V≦0.5%;0.0015%≦B≦0.004%;剩余部分组成由铁和由加工引起的不可避免的杂质构成,所述钢的显微组织具有以面积分数计包含以下
钢的锻造部件及其制造方法.pdf
一种用于锻造机械部件的钢,以重量百分比表示,其包含以下元素:0.2%≦C≦0.5%;0.8%≦Mn≦1.5%;0.4%≦Si≦1%;0.15%≦V≦0.6%;0.01%≦Nb≦0.15%;0.01%≦Cr≦0.5%;0.01%≦P≦0.05%;0.04%≦S≦0.09%;0.01%≦N≦0.025%;并且可以包含以下任选元素中的一者或更多者:0%≦Al≦0.05%;0%≦Mo≦0.5%;0.01%≦Ni≦0.5%;0%≦Ti≦0.2%;0%≦B≦0.008%;0%≦Cu≦0.5%;剩余部分组成由铁和由加工

钢部件、齿轮部件以及钢部件的制造方法.pdf
本发明提供钢部件、齿轮部件以及钢部件的制造方法,该钢部件中,表层的C浓度是比原料钢的C浓度高的0.85质量%以上、1.2质量%以下,表层的残留奥氏体组织的体积率大于0%且小于10%,并且表层的剩余部分是马氏体组织,表层的晶界碳化物的面积率小于2%,在比表层靠内侧的层,比表层靠内侧的层的残留奥氏体组织的体积率大于表层,并且剩余部分是马氏体组织。

经冷轧和退火的钢板、其制造方法以及这样的钢用以制造车辆部件的用途.pdf
本发明涉及经冷轧和退火的钢板,所述钢板按重量计包含:0.6
经冷轧和退火的钢板、其制造方法以及这样的钢用以制造车辆部件的用途.pdf
本发明涉及经冷轧和退火的钢板,所述钢板按重量计包含:0.6≤C≤1.3%,15.0≤Mn≤35%,5≤AI≤15%,Si≤2.40%,S≤0.03%,P≤0.1%,N≤0.1%,可能的选自各自量为最高至4.0%、最高至3.0%和最高至3.0%的Ni、Cr和Cu中的一种或更多种任选的元素,以及可能的累积量为最高至2.0%的选自B、Ta、Zr、Nb、V、Ti、Mo和W中的一种或更多种元素,组成的剩余部分由铁和由加工产生的不可避免的杂质构成;所述板的显微组织包含任选的最高至3%的卡帕碳化物、任选的最高至10.0