
一种进气歧管振动摩擦焊接的工装夹具.pdf

冷霜****魔王


1/7

2/7

3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种进气歧管振动摩擦焊接的工装夹具.pdf
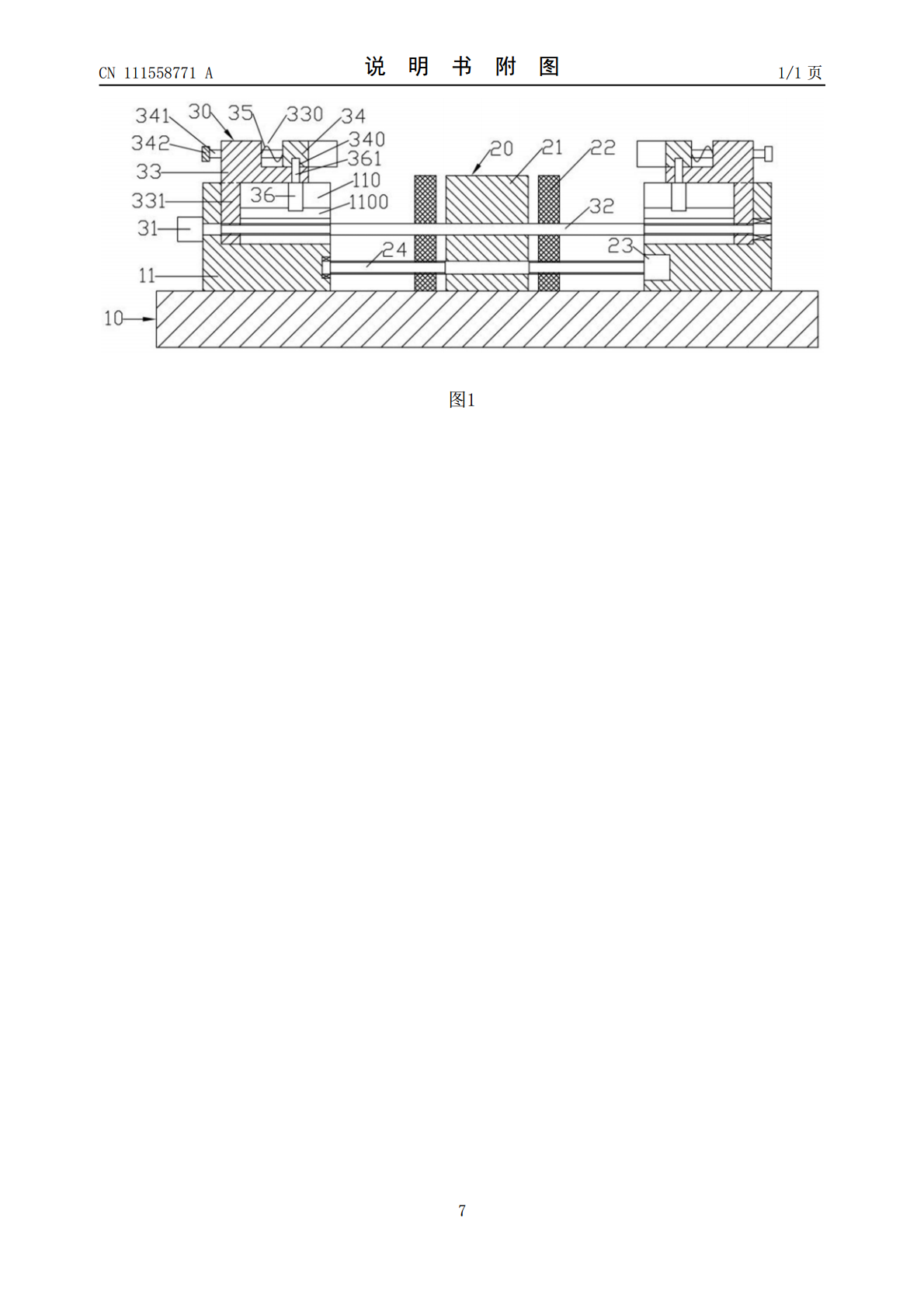
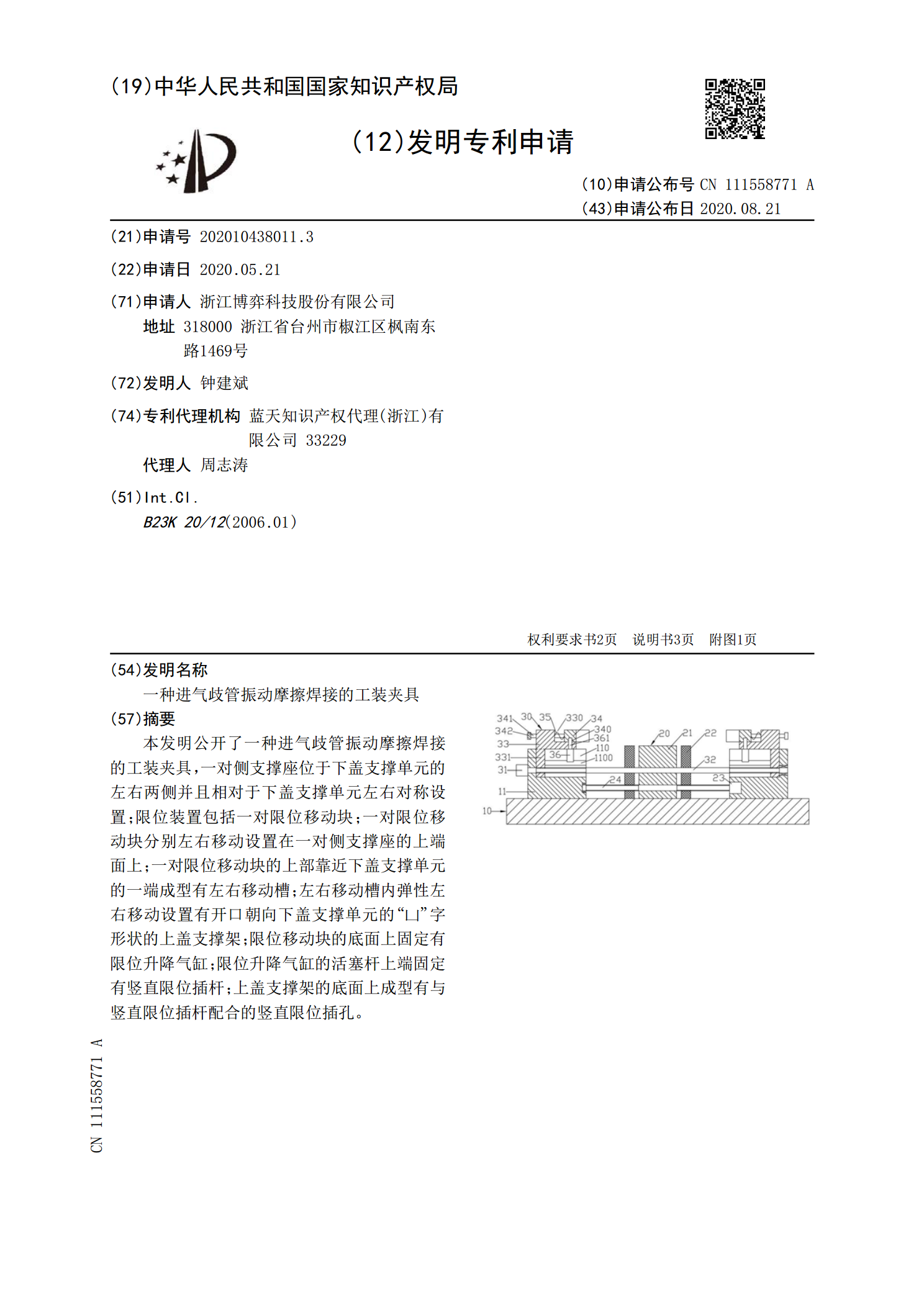
本发明公开了一种进气歧管振动摩擦焊接的工装夹具,一对侧支撑座位于下盖支撑单元的左右两侧并且相对于下盖支撑单元左右对称设置;限位装置包括一对限位移动块;一对限位移动块分别左右移动设置在一对侧支撑座的上端面上;一对限位移动块的上部靠近下盖支撑单元的一端成型有左右移动槽;左右移动槽内弹性左右移动设置有开口朝向下盖支撑单元的“凵”字形状的上盖支撑架;限位移动块的底面上固定有限位升降气缸;限位升降气缸的活塞杆上端固定有竖直限位插杆;上盖支撑架的底面上成型有与竖直限位插杆配合的竖直限位插孔。
一种进气歧管进气面加工夹具.pdf
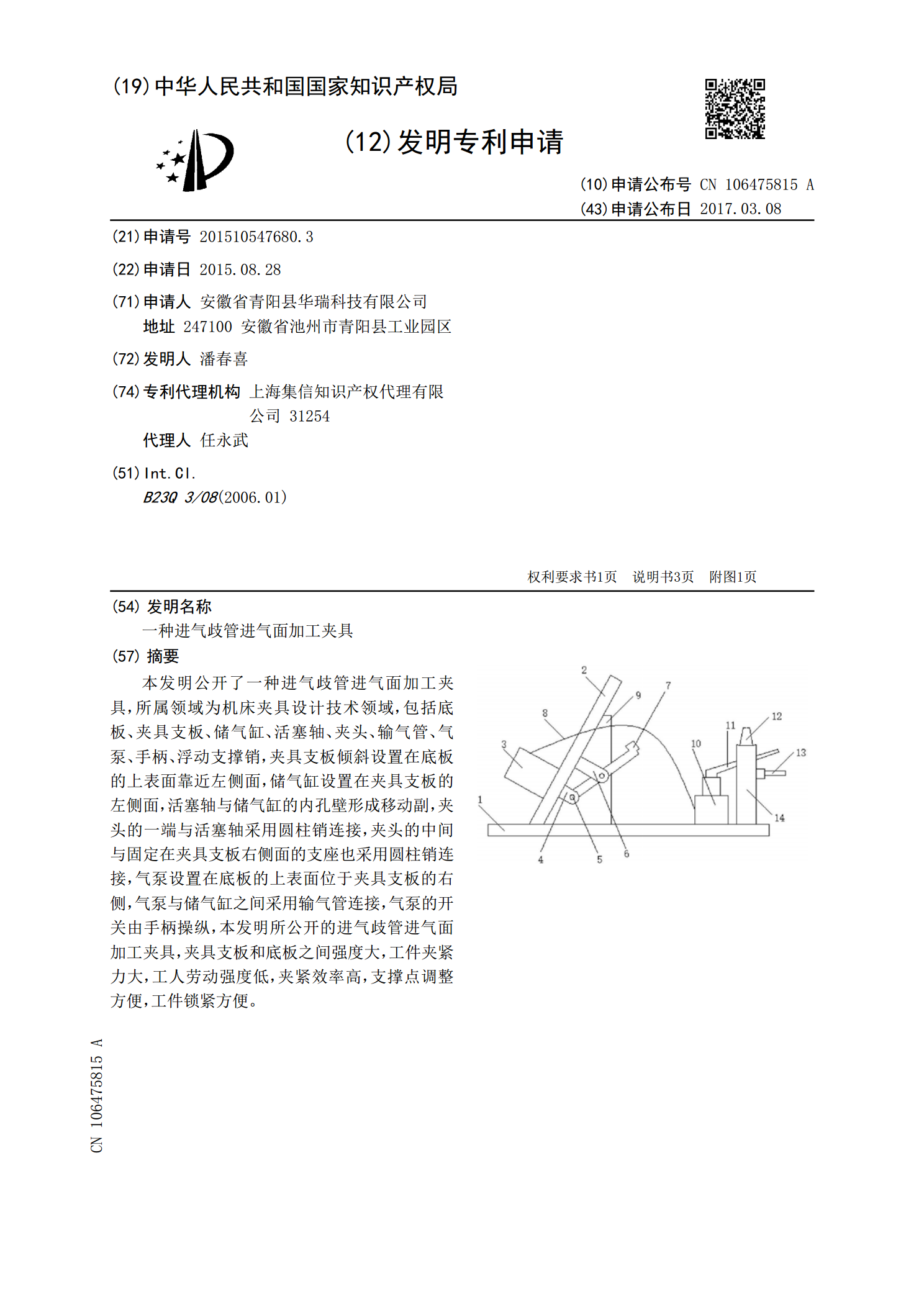
本发明公开了一种进气歧管进气面加工夹具,所属领域为机床夹具设计技术领域,包括底板、夹具支板、储气缸、活塞轴、夹头、输气管、气泵、手柄、浮动支撑销,夹具支板倾斜设置在底板的上表面靠近左侧面,储气缸设置在夹具支板的左侧面,活塞轴与储气缸的内孔壁形成移动副,夹头的一端与活塞轴采用圆柱销连接,夹头的中间与固定在夹具支板右侧面的支座也采用圆柱销连接,气泵设置在底板的上表面位于夹具支板的右侧,气泵与储气缸之间采用输气管连接,气泵的开关由手柄操纵,本发明所公开的进气歧管进气面加工夹具,夹具支板和底板之间强度大,工件夹紧
长玻璃纤维增强热塑性进气歧管的振动摩擦焊接工艺.pdf
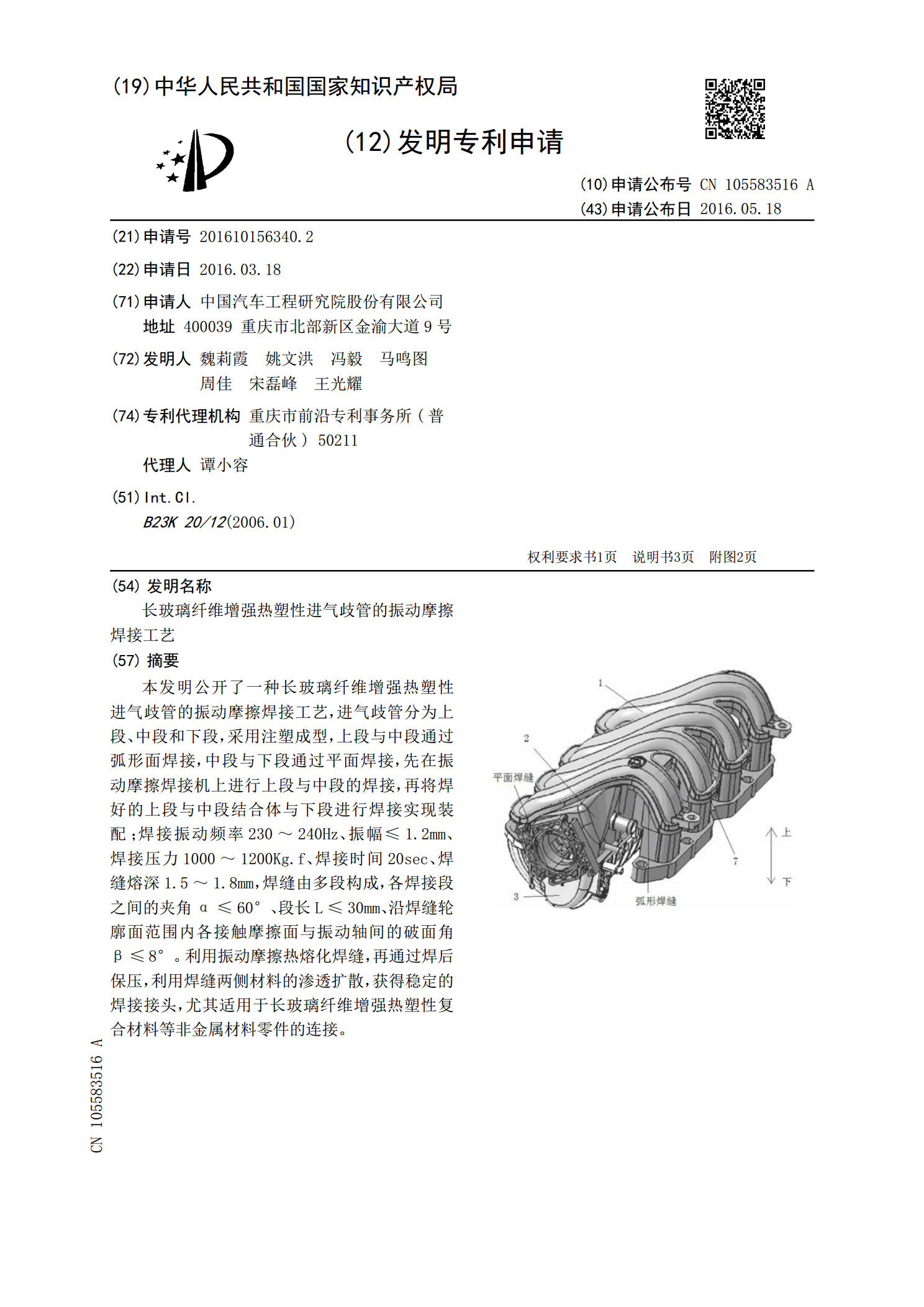
本发明公开了一种长玻璃纤维增强热塑性进气歧管的振动摩擦焊接工艺,进气歧管分为上段、中段和下段,采用注塑成型,上段与中段通过弧形面焊接,中段与下段通过平面焊接,先在振动摩擦焊接机上进行上段与中段的焊接,再将焊好的上段与中段结合体与下段进行焊接实现装配;焊接振动频率230~240Hz、振幅≤1.2mm、焊接压力1000~1200Kg.f、焊接时间20sec、焊缝熔深1.5~1.8mm,焊缝由多段构成,各焊接段之间的夹角α≤60°、段长L≤30mm、沿焊缝轮廓面范围内各接触摩擦面与振动轴间的破面角β≤8°。利用

一种分片式塑料进气歧管振动摩擦焊治具.pdf
本发明涉及一种分片式塑料进气歧管振动摩擦焊治具,包括上治具和下治具,上治具包括上安装板和与进气歧管上半部分轮廓相吻合的上轮廓支撑定位组件,上轮廓支撑定位组件是由多个小支撑定位块Ⅰ拼装构成;下治具包括下安装板、底板、底座和与进气歧管下半部分轮廓相吻合的下轮廓支撑定位组件,下轮廓支撑定位组件是由多个小支撑定位块Ⅱ拼装构成;底板上还设置有孔定位装置,孔定位装置包括位置安装座、位移气缸、定位气缸、滑道、滑块和用于定位固定进气歧管孔的半圆支撑块。本发明上治具和下治具上的轮廓支撑定位组件均是由多个小支撑定位块拼装构成

进气歧管.pdf
收容中冷器(5)的中冷器收容部(6)设定为与中冷器(5)之间形成规定间隙。在构成中冷器收容部(6)的壁部(10a)的内壁面,以不与中冷器(5)发生干涉的方式凸出形成有肋部(11)。由此,壁部(10a)中的肋部(11)的根部的刚性相对变高,与未形成肋部(11)的情况相比,肋部(11)以及肋部(11)的根部的壁部(10a)的变形量的波动相对变小。因此,能够总体上减小中冷器(5)和中冷器收容部(6)之间的间隙,使绕过中冷器(5)而向下游侧流动的进气的量下降,能够抑制由中冷器(5)进行的进气的冷却效率下降。