
一种桁架钢结构加强支撑件成型加工方法.pdf

邻家****ng


1/10
2/10
3/10

4/10
5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种桁架钢结构加强支撑件成型加工方法.pdf
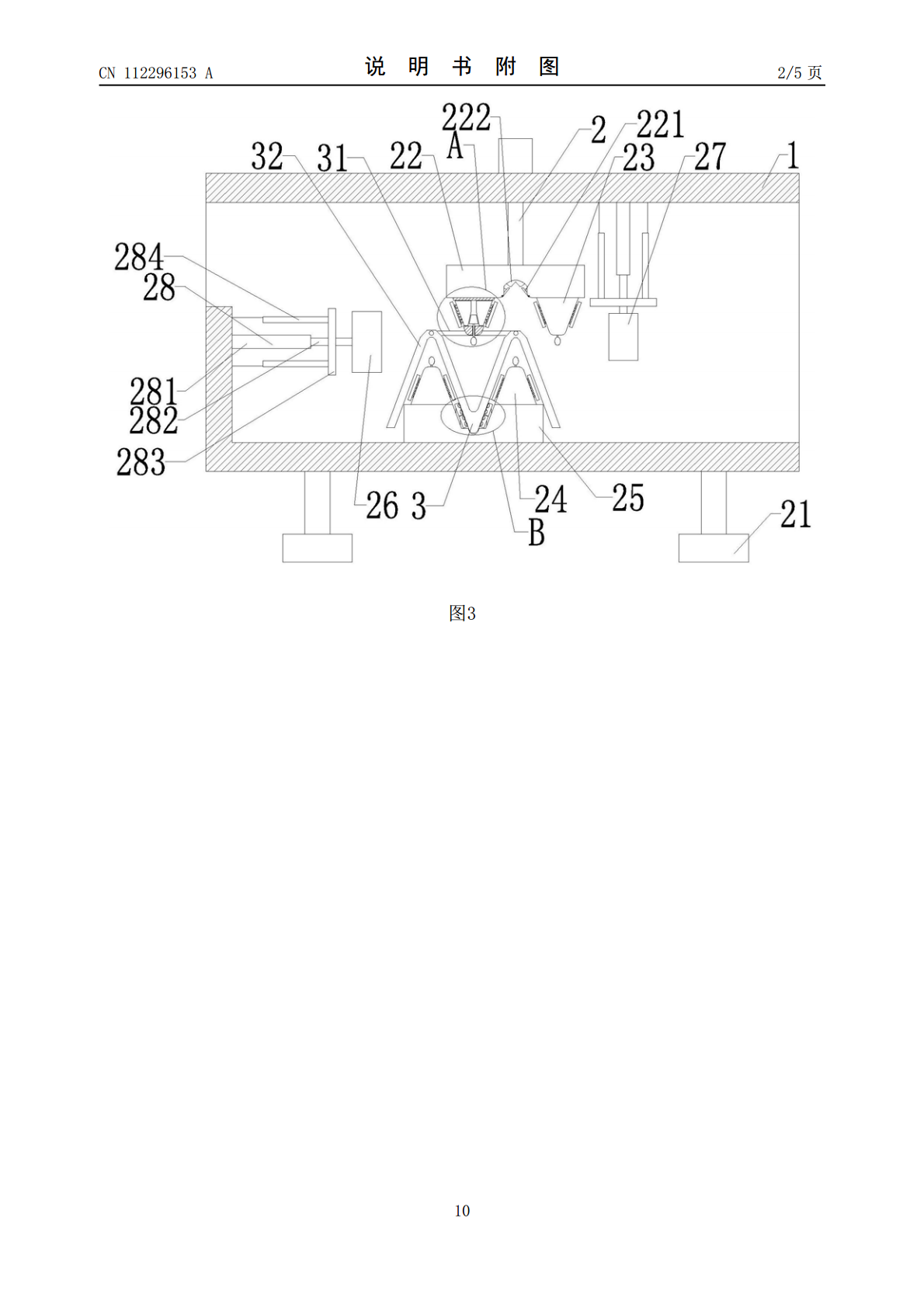
本发明涉及一种桁架钢结构加强支撑件成型加工方法,主要包括以下步骤:设备检查、人工上料、折弯定型和物料收集,桁架钢结构加强支撑件折弯成型装置包括安装架、折弯套件和推料套件,安装架上安装有折弯套件,折弯套件外侧设置有推料套件,推料套件安装在安装架上,本发明可以解决现有的桁架的支撑件在进行生产时存在的以下问题:a:现有的桁架支撑件在进行折弯成型时,常会出现折弯处回弹的情况发生,从而导致成品的形状出现变化,进而影响产品品质的情况发生;b:现有的桁架支撑架在折弯成型后需要人工进行取件,常因桁架支撑架自身卡在成型槽和
一种钢结构桁架支撑体的施工方法及支撑结构.pdf
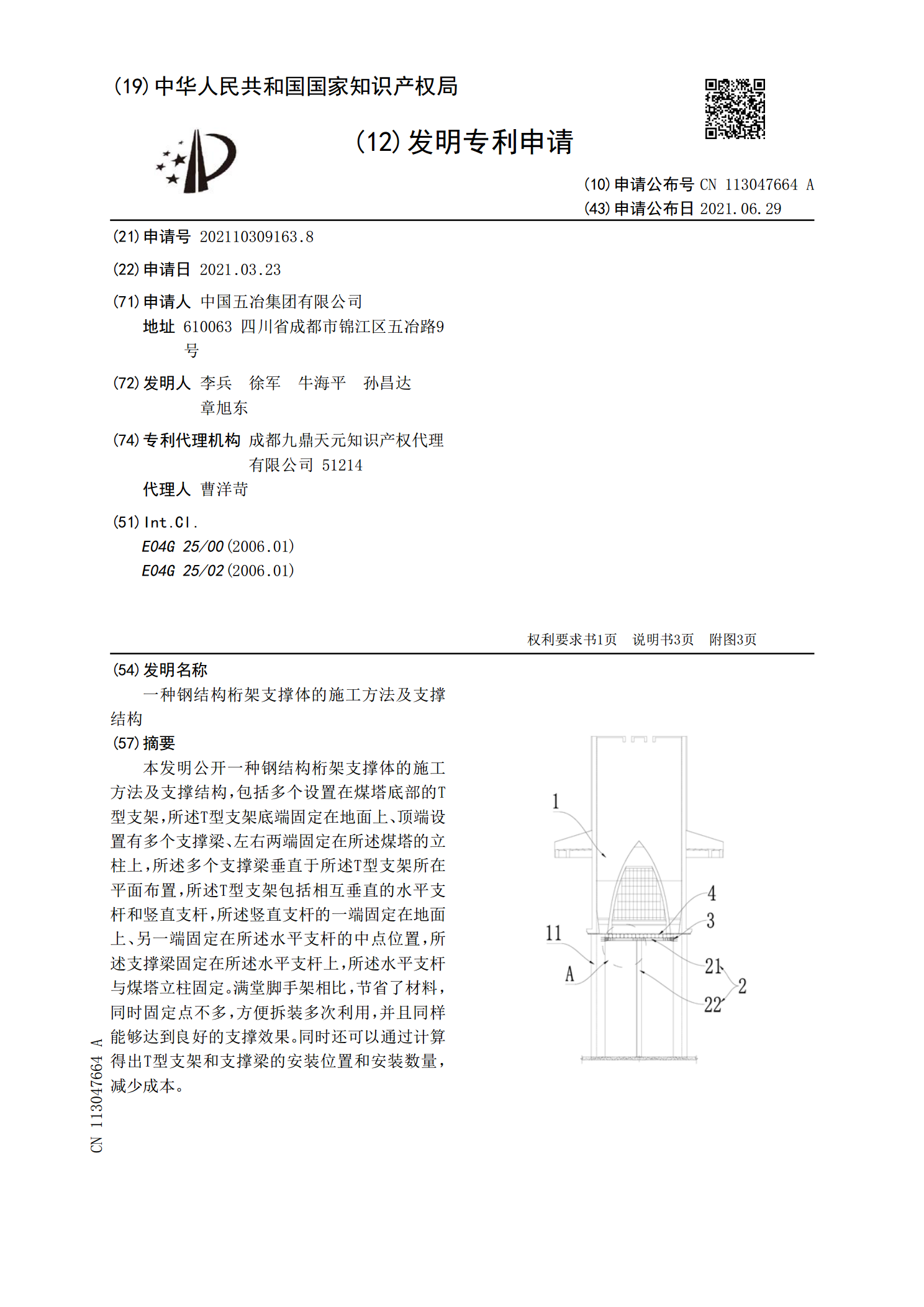
本发明公开一种钢结构桁架支撑体的施工方法及支撑结构,包括多个设置在煤塔底部的T型支架,所述T型支架底端固定在地面上、顶端设置有多个支撑梁、左右两端固定在所述煤塔的立柱上,所述多个支撑梁垂直于所述T型支架所在平面布置,所述T型支架包括相互垂直的水平支杆和竖直支杆,所述竖直支杆的一端固定在地面上、另一端固定在所述水平支杆的中点位置,所述支撑梁固定在所述水平支杆上,所述水平支杆与煤塔立柱固定。满堂脚手架相比,节省了材料,同时固定点不多,方便拆装多次利用,并且同样能够达到良好的支撑效果。同时还可以通过计算得出T型

一种钢结构桁架结构制作加工方法.pdf
本发明涉及钢结构加工领域,特别涉及一种钢结构桁架结构制作加工方法,其使用了一种桁架结构制作装置,该桁架结构制作装置包括支撑架和固定架,支撑架上对称设置有支撑板,支撑板上均设置有一号气缸,一号气缸相互对应设置,一号气缸的输出端分别设置有凸型结构的夹块,支撑架上并位于支撑板的一侧设置有移动槽,固定架的底部移动连接在移动槽内,固定架靠近支撑板的一侧设置有升降槽,升降槽内互动连接有升降块,升降块的一侧延伸出升降槽并固定安装有移动平台,移动平台远离升降块的一侧垂直对称设置有调节槽。本发明可以快速的对钢件进行夹持固定

一种支撑件的加工方法.pdf
本发明公开了一种支撑件的加工方法,涉及机械零件生产方法技术领域,包括如下步骤:S1、浇注支撑件坯料步骤;S2、锻造步骤1)利用剪切机进行下料;2)将剪切下的毛坯件放入中频加热炉加热;3)利用空气锤对加热以后的工件中间部位进行拔长加工;4)在冲床上对拔长后的工件进行整体压扁;5)将压扁后的工件放入成型模具热锻工件;6)将热锻后的工件进行切边处理;S2、热处理步骤S3、将热处理后的工件进行抛丸处理;S4、将抛丸后的工件进行冷校处理;S5、包装冷校处理以后的零件。本发明所公开的支撑件的加工方法,实现了批量生产,

一种高安全抗扭钢结构支撑桁架.pdf
本发明公开了一种高安全抗扭钢结构支撑桁架,包括第一回字架,所述第一回字架的底部四角均固定连接有支撑杆,所述支撑杆的底部固定连接有第二回字架,两个支撑杆之间固定连接有支撑架,四个支撑架之间设置有十字架,所述十字架四角的上下两端均固定连接有拉杆。本发明通过第一回字架、支撑杆、第二回字架、支撑架、十字架、拉杆、固定架、安装槽、隔板、弹簧、安装板、限位柱、螺纹管、螺纹杆、从动锥形齿轮、主动锥形齿轮、传动轴和手轮的配合使用,能够实现快速的安装固定工作,且其抗扭结构可回收再次使用,保证了其使用的便利性,以及本设备具备