
一种铝合金压铸件精加工机械及其方法.pdf

康平****ng


1/10
2/10

3/10
4/10

5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铝合金压铸件精加工机械及其方法.pdf
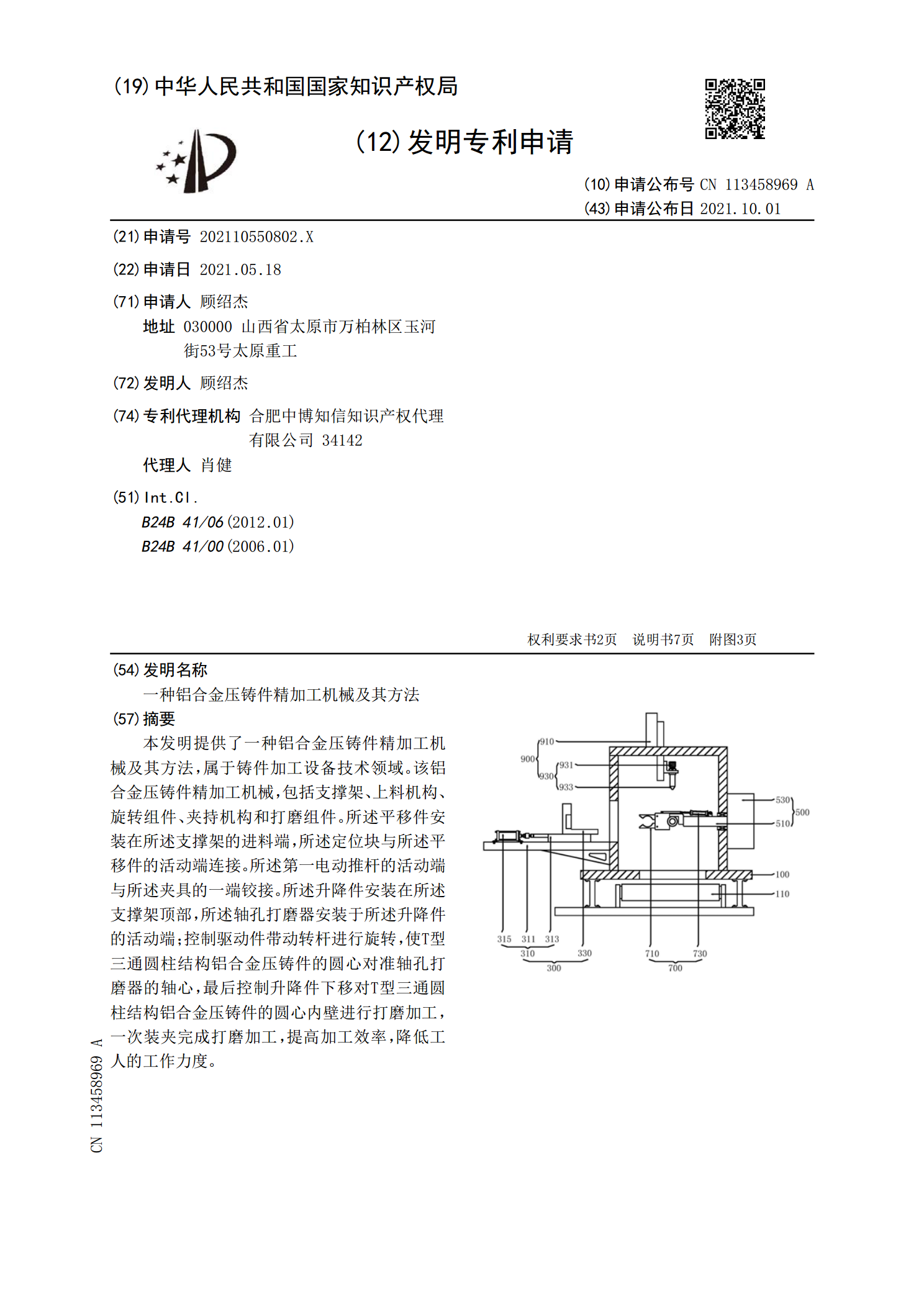
本发明提供了一种铝合金压铸件精加工机械及其方法,属于铸件加工设备技术领域。该铝合金压铸件精加工机械,包括支撑架、上料机构、旋转组件、夹持机构和打磨组件。所述平移件安装在所述支撑架的进料端,所述定位块与所述平移件的活动端连接。所述第一电动推杆的活动端与所述夹具的一端铰接。所述升降件安装在所述支撑架顶部,所述轴孔打磨器安装于所述升降件的活动端;控制驱动件带动转杆进行旋转,使T型三通圆柱结构铝合金压铸件的圆心对准轴孔打磨器的轴心,最后控制升降件下移对T型三通圆柱结构铝合金压铸件的圆心内壁进行打磨加工,一次装夹完
一种铝合金压铸件精加工机械及其方法.pdf
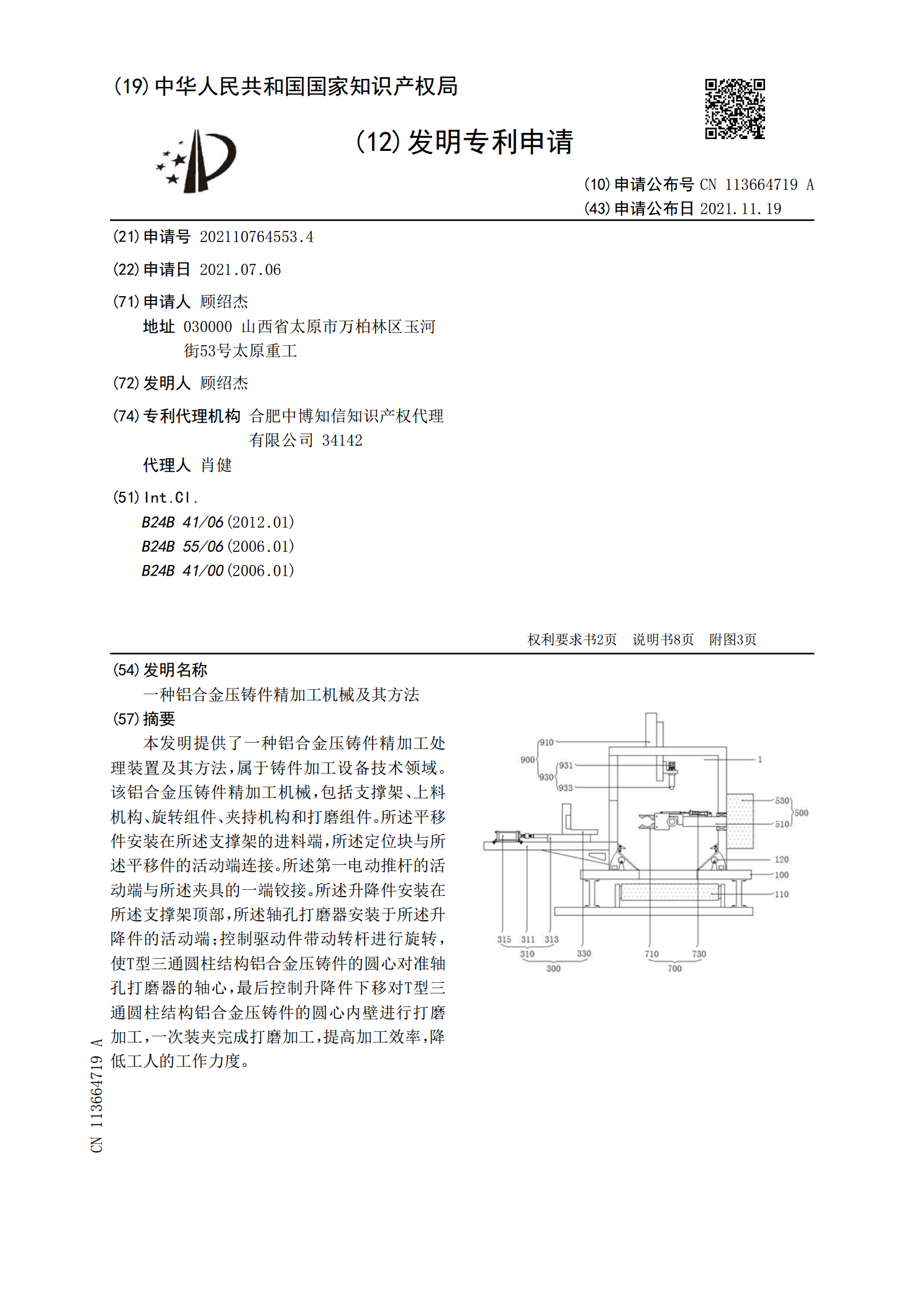
本发明提供了一种铝合金压铸件精加工处理装置及其方法,属于铸件加工设备技术领域。该铝合金压铸件精加工机械,包括支撑架、上料机构、旋转组件、夹持机构和打磨组件。所述平移件安装在所述支撑架的进料端,所述定位块与所述平移件的活动端连接。所述第一电动推杆的活动端与所述夹具的一端铰接。所述升降件安装在所述支撑架顶部,所述轴孔打磨器安装于所述升降件的活动端;控制驱动件带动转杆进行旋转,使T型三通圆柱结构铝合金压铸件的圆心对准轴孔打磨器的轴心,最后控制升降件下移对T型三通圆柱结构铝合金压铸件的圆心内壁进行打磨加工,一次装

一种铝合金压铸件精加工机械及其方法.pdf
本发明涉及一种铝合金压铸件精加工机械及其方法,包括平台、涡轮装置、打磨倒角装置、底座、纵向夹持装置和横向夹持装置,所述的平台上端从左到右依次安装有涡轮装置、打磨倒角装置和底座,底座左端开设有空槽,底座上端内壁上安装有纵向夹持装置,底座右端内壁上安装有横向夹持装置;本发明通过可调节的设计,根据轴孔的大小更换不同的打磨轴,其次根据通过圆柱的直径通过手轮调节下夹具的高度,最后根据圆柱不同的长度通过丝杠柱调整打磨轴和圆柱之间的距离;通过设置的涡轮装置可以同时带动不同角度的打磨倒角装置对工件进行精加工,利用打磨轴上
一种铝合金压铸件的成型设备及其成型方法.pdf
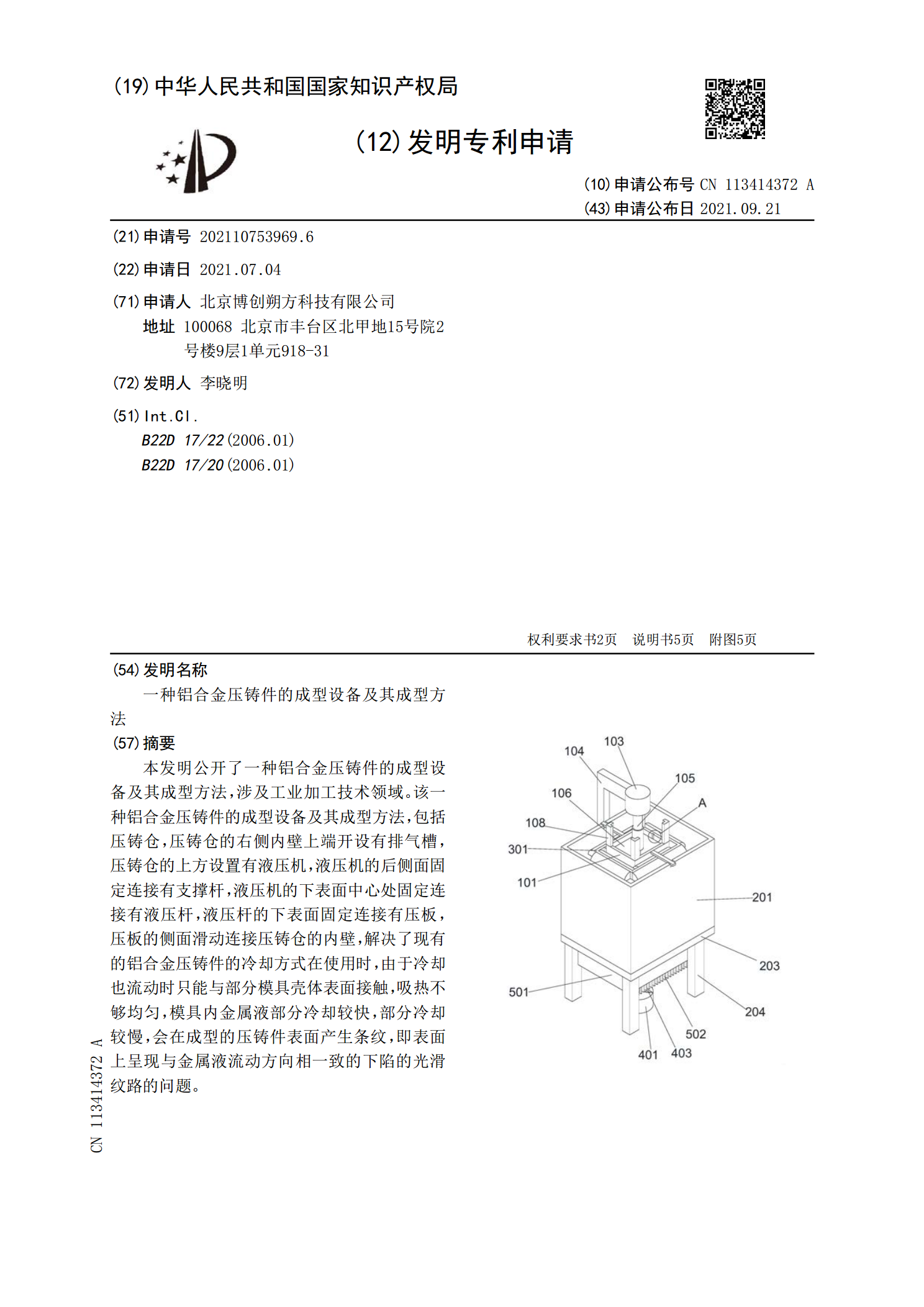
本发明公开了一种铝合金压铸件的成型设备及其成型方法,涉及工业加工技术领域。该一种铝合金压铸件的成型设备及其成型方法,包括压铸仓,压铸仓的右侧内壁上端开设有排气槽,压铸仓的上方设置有液压机,液压机的后侧面固定连接有支撑杆,液压机的下表面中心处固定连接有液压杆,液压杆的下表面固定连接有压板,压板的侧面滑动连接压铸仓的内壁,解决了现有的铝合金压铸件的冷却方式在使用时,由于冷却也流动时只能与部分模具壳体表面接触,吸热不够均匀,模具内金属液部分冷却较快,部分冷却较慢,会在成型的压铸件表面产生条纹,即表面上呈现与金属
一种高性能铝合金压铸件及其制备方法.pdf
本发明公开了一种高性能铝合金压铸件的制备方法,包括以下步骤:S1:准确称取铝合金组分原料;S2:先将部分原料放入熔炼炉中,加热到700‑750℃,向熔炼炉中排入氩气,保温20‑30min;S3:向熔炼炉喷入余下原料,升温到850‑900℃,保温25‑30min;S4:向炉内喷入精炼剂,进行精炼,进行第扒渣,完成精炼;S5:向模具浇注铝合金溶液,直至充型压铸结束;S6:压铸结束后保压时间为120‑150s,卸掉压力,冷却20‑25s后脱模冷却,将脱模冷却后的压铸件进行冷锻,制成铝合金压铸件。本发明具有良好的