
一种薄膜捆扎机及捆扎方法.pdf

葫芦****io

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种薄膜捆扎机及捆扎方法.pdf
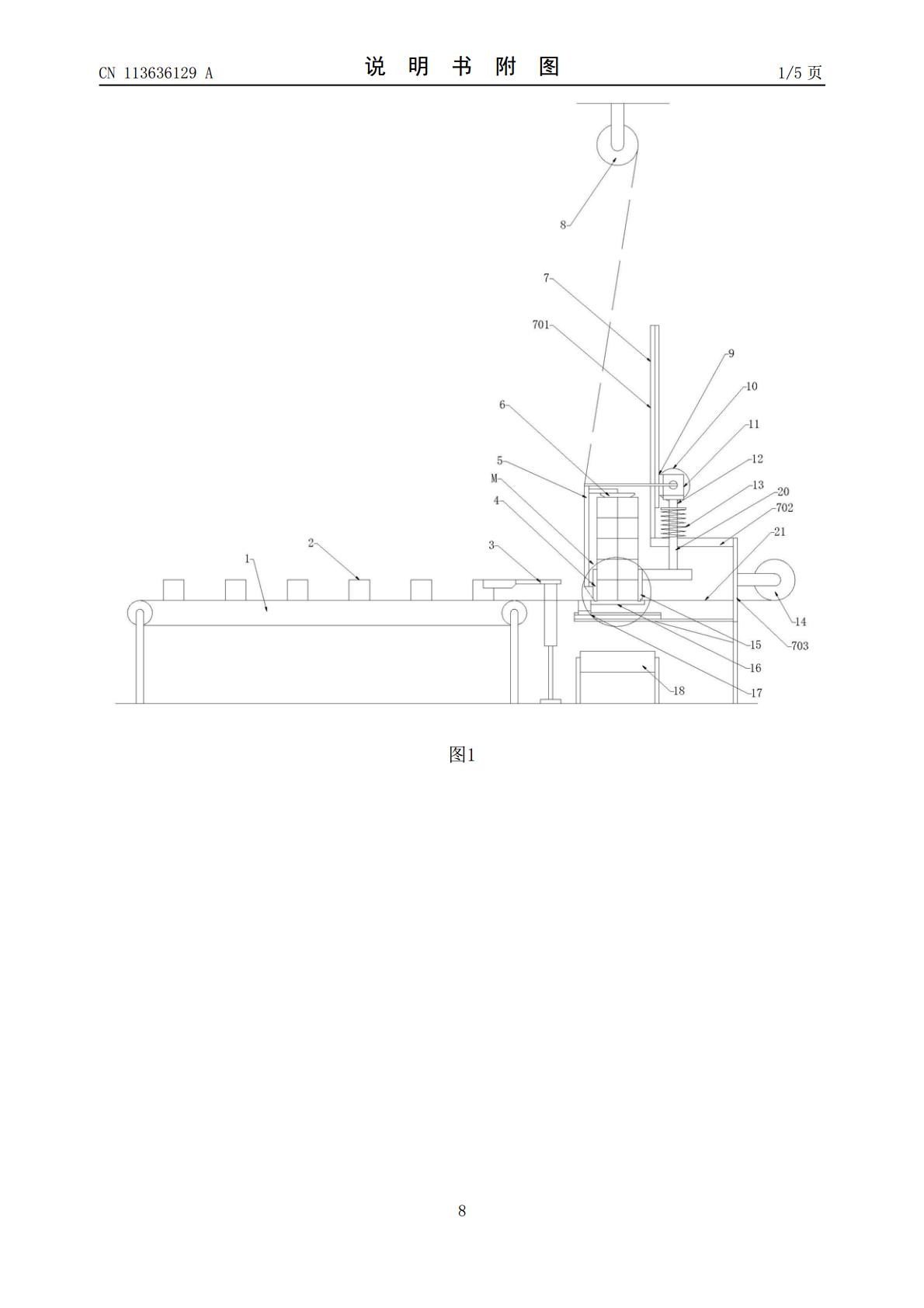
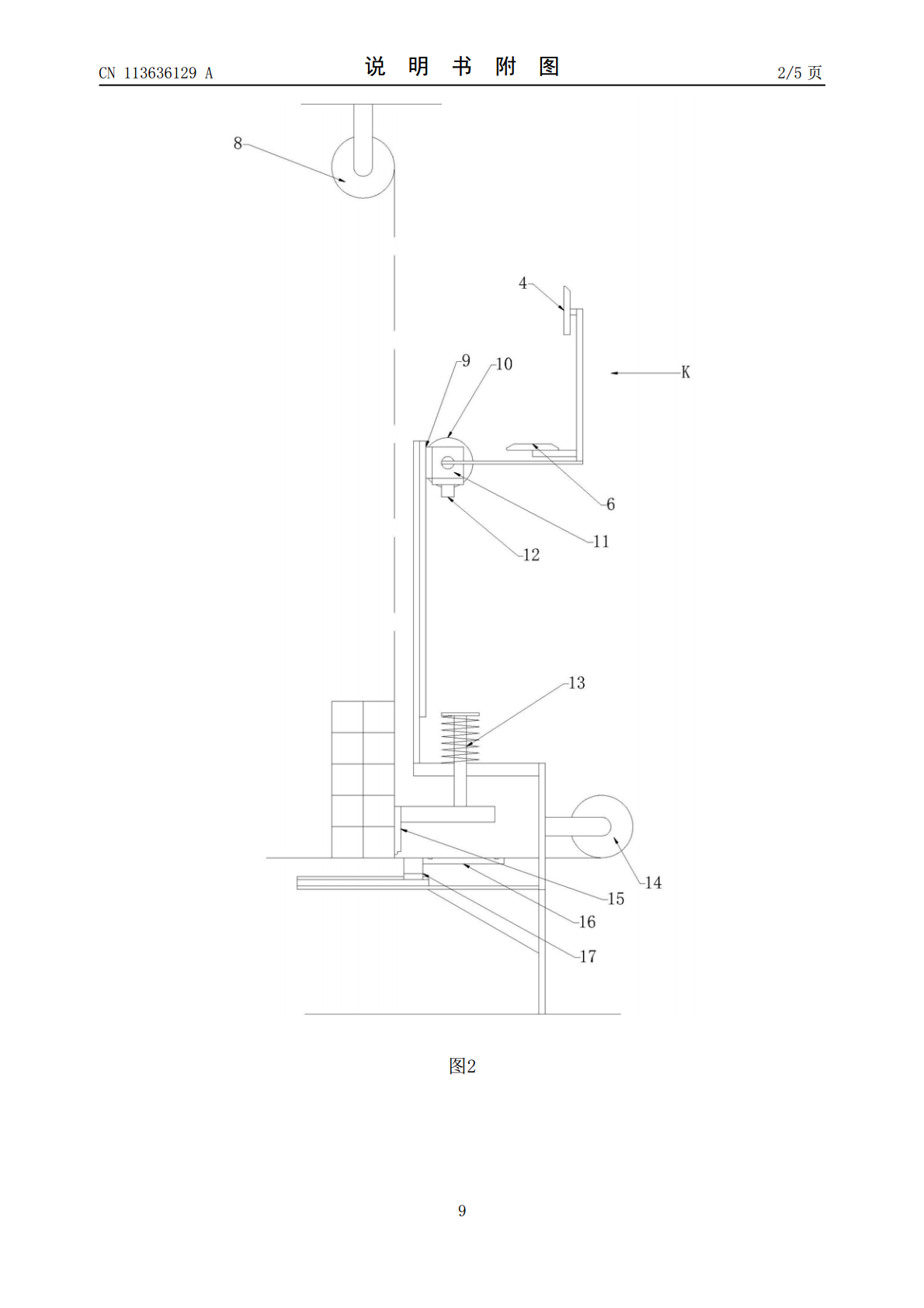
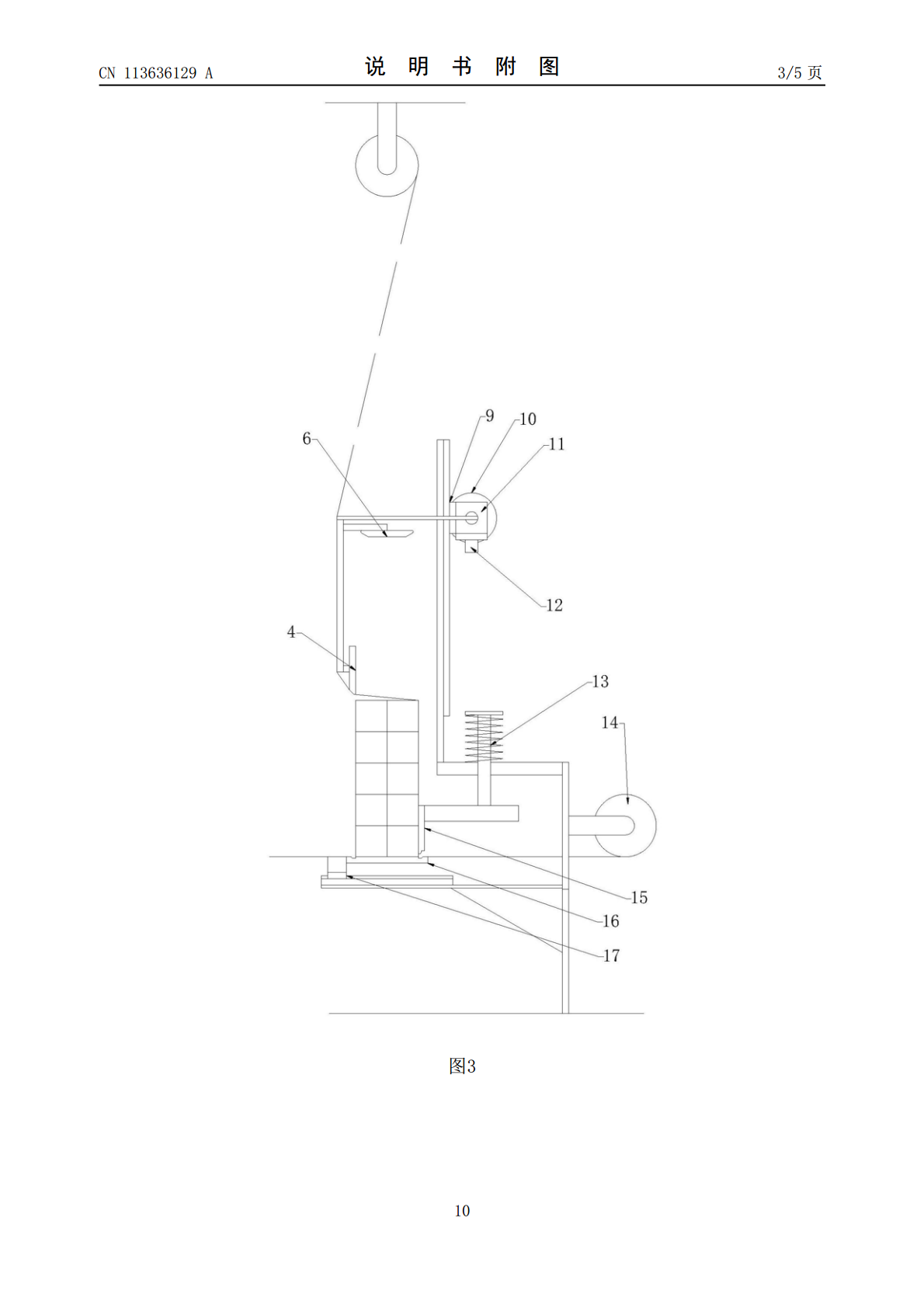
本发明涉及薄膜捆扎机技术领域,具体涉及一种薄膜捆扎机及捆扎方法,所述薄膜捆扎机包括开有开槽的码放平台、还包括支撑架,支撑架连接有滑台气缸II和滑台气缸I,滑台气缸II的滑块固定连接有热切底座,热切底座位于开槽的下方,滑台气缸I的滑块固定连接有滑动座,滑动座通过压块连接下压座,下压座上连接有热切刀II,滑动座内设有转轴,转轴的一端通过L形的旋转支架连接有热切刀I,还包括薄膜辊I和薄膜辊II,薄膜辊II上的任意段薄膜平铺在码放平台上并位于热切底座的上方,薄膜辊I位于热切刀II的正上方,通过本装置可以实现快速高
一种型钢捆扎机及捆扎方法.pdf
提供一种型钢捆扎机,主要由送丝装置、捆丝压紧机构、捆丝夹紧扭结∩形机构、夹紧扭结动力机构、⊥型大机架、可垂直移动式小机架、以及具有活塞杆的升降油缸组成,其特征在于:小机架通过滚轮安置在大机架左侧设置的两条垂直轨道之间,升降油缸与大机架铰式连接,升降油缸的活塞杆与小机架的右上部通过销轴铰式连接,送丝装置的出线口与穿捆丝孔保持在一条基准线上。一种型材打捆方法,将被捆型材夹紧成方形,小机架通过升降油缸带动∩形机构下降,完成送丝、紧丝、扭结、复位过程。本发明省略了现有捆扎机中的摩擦轮送带紧带机构、捆带剪切机构以及

棒材捆扎机及捆扎方法.pdf
一种棒材捆扎机,主要由送丝机构、具有顶压头的捆丝压紧机构、捆丝夹紧扭结∩形机构、夹紧扭结动力机构、可水平移动式大机架、可垂直移动式小机架、具有轨道的轨道架、具有活塞杆的推拉油缸、以及具有活塞杆的升降油缸组成。本发明省略了现有捆扎机中的摩擦轮送丝紧丝机构、捆丝剪切机构以及捆丝穿线道机构,并同样能够达到牢固捆扎棒材的效果。本发明还公开了一种捆扎方法。
一种用于电缆电线的捆扎机及其捆扎方法.pdf
本发明提供一种用于电缆电线的捆扎机及其捆扎方法,涉及电缆加工技术领域,该用于电缆电线的捆扎机及其捆扎方法包括工作台,所述工作台上安装有支撑架,所述工作台上设置有升降杆,所述升降杆的底端沿圆周方向安装有至少四个伸缩杆,所述伸缩杆的另一端固定连接有支撑板,所述支撑板上铰接有连杆,所述升降杆上滑动连接有滑动套,所述连杆的另一端与滑动套铰接,所述支撑架上安装有回转机构;启动升降机构使滑动套升降,从而使支撑板相合拢,从而松开线盘,之后升降杆上升,从而使支撑板从线盘内脱离,取出线盘,使升降机构复位,从而进行下次作业,

钢丝卷筒、钢筋捆扎机及钢筋捆扎机的操作方法.pdf
本发明提供一种钢丝卷筒、钢筋捆扎机及钢筋捆扎机的操作方法,钢丝卷筒(4)拆装自如地设置在捆扎钢筋(6)的捆扎机主体(2)的收纳室(3)内。钢丝卷筒(4)具备卷绕钢丝(5)的圆筒状的轮毂部(43)、从上述轮毂部(43)的两侧外周端向外方伸出形成的一对平行的凸缘(44、45)。在轮毂部(43)的内侧的侧壁上形成使来自设于捆扎机主体(2)的透射式光电传感器(26)的光透射的透光部(64)。