
一种压铸机械手铸造压铸装配设备.pdf

明轩****la

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种压铸机械手铸造压铸装配设备.pdf
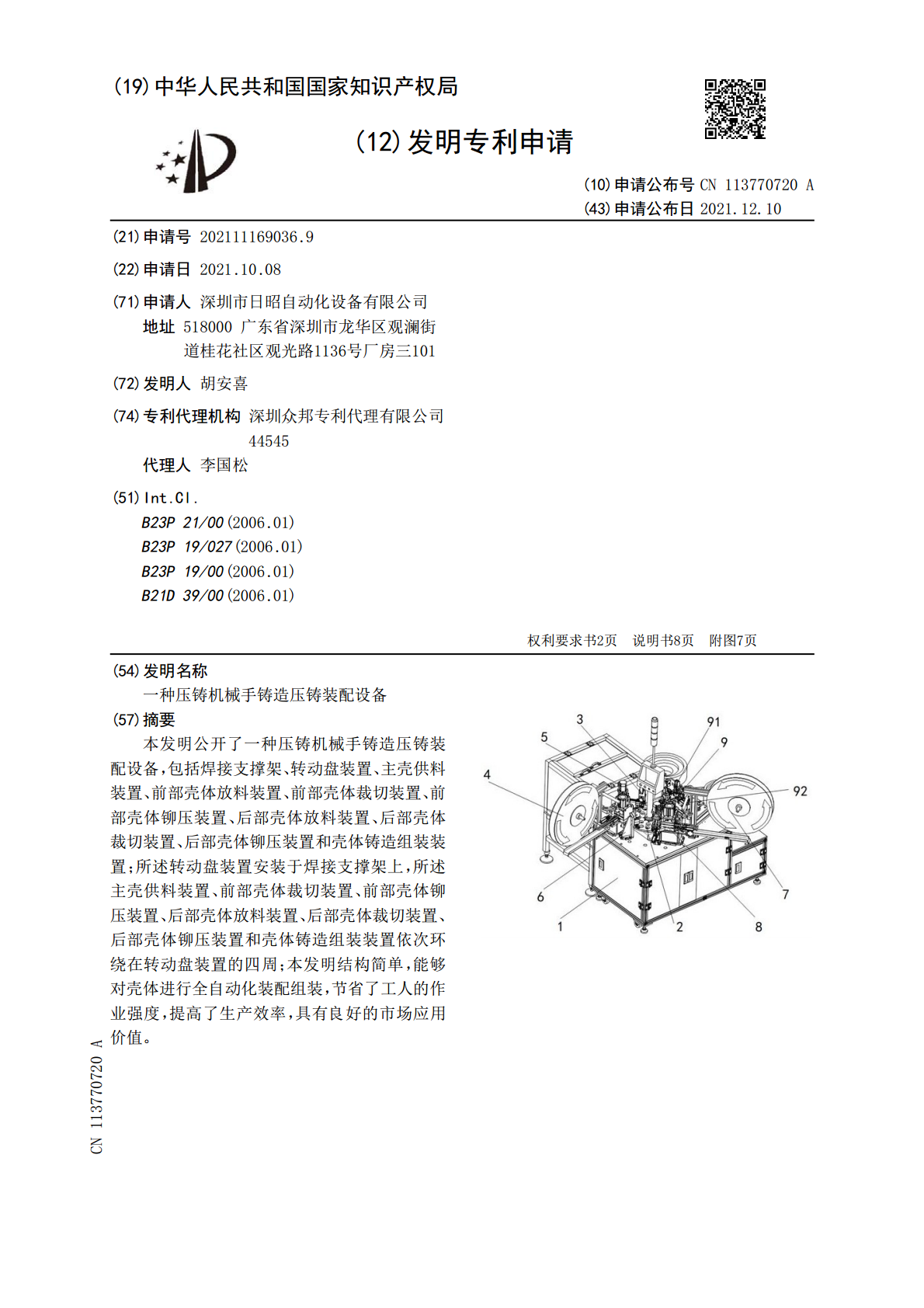
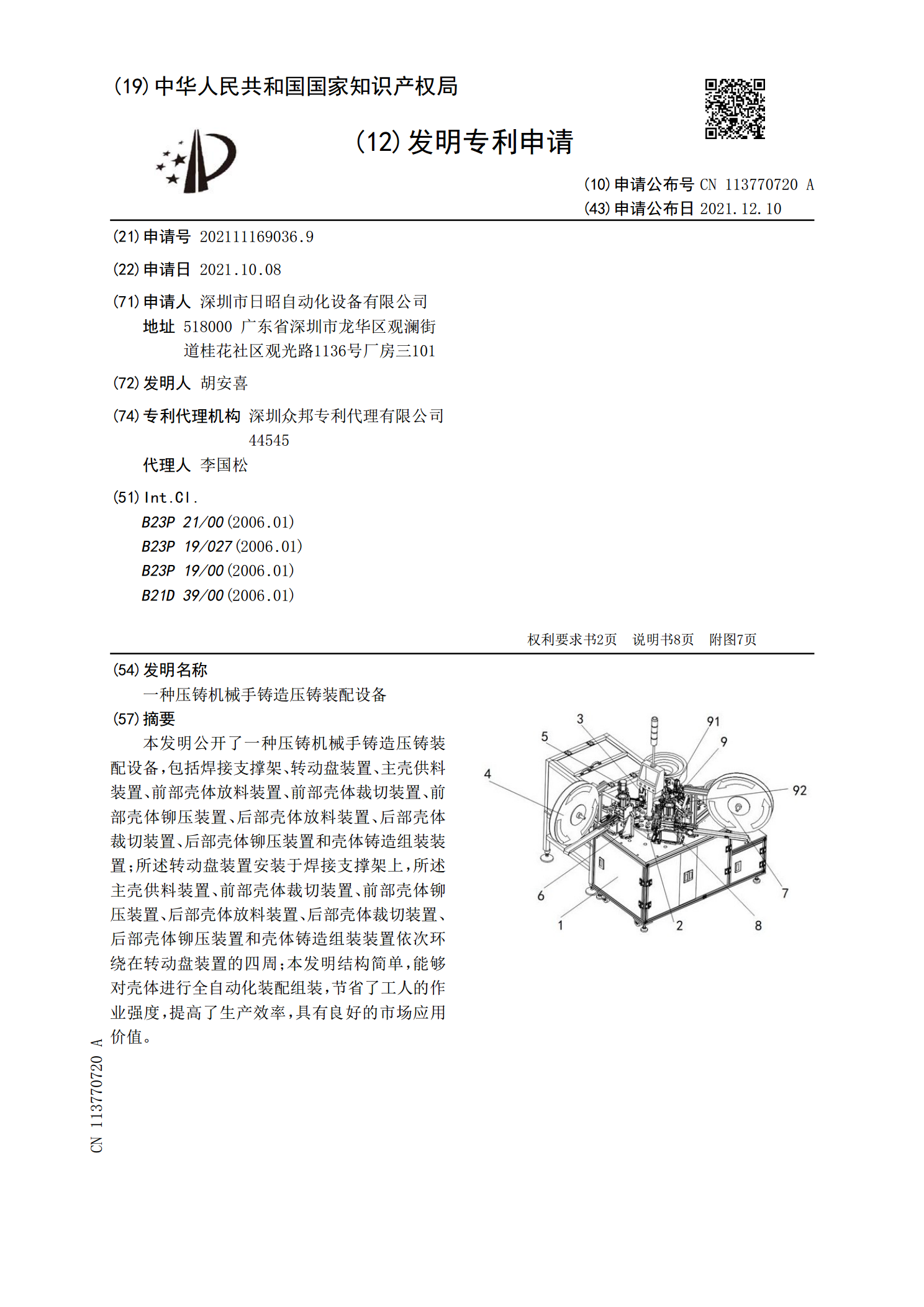
本发明公开了一种压铸机械手铸造压铸装配设备,包括焊接支撑架、转动盘装置、主壳供料装置、前部壳体放料装置、前部壳体裁切装置、前部壳体铆压装置、后部壳体放料装置、后部壳体裁切装置、后部壳体铆压装置和壳体铸造组装装置;所述转动盘装置安装于焊接支撑架上,所述主壳供料装置、前部壳体裁切装置、前部壳体铆压装置、后部壳体放料装置、后部壳体裁切装置、后部壳体铆压装置和壳体铸造组装装置依次环绕在转动盘装置的四周;本发明结构简单,能够对壳体进行全自动化装配组装,节省了工人的作业强度,提高了生产效率,具有良好的市场应用价值。

高压铸造与低压铸造区别.doc
高压铸造与低压铸造区别1.高压铸造(简称压铸)的实质是在高压作用下,使液态或半液态金属以较高的速度充填压铸型(压铸模具)型腔,并在压力下成型和凝固而获得铸件的方法。压力铸造,有高压和高速充填压铸型的两大特点。它常用的压射比压是从几千至几万kPa,甚至高达2×105kPa。充填速度约在10~50m/s,有些时候甚至可达100m/s以上。充填时间很短,一般在0.01~0.2s范围内。与其它铸造方法相比,压铸有以下三方面优点:产品质量好铸件尺寸精度高,;表面光洁度好,一般相当于5~8级;强度和硬度较高,强度一般
低压铸造设备.pdf
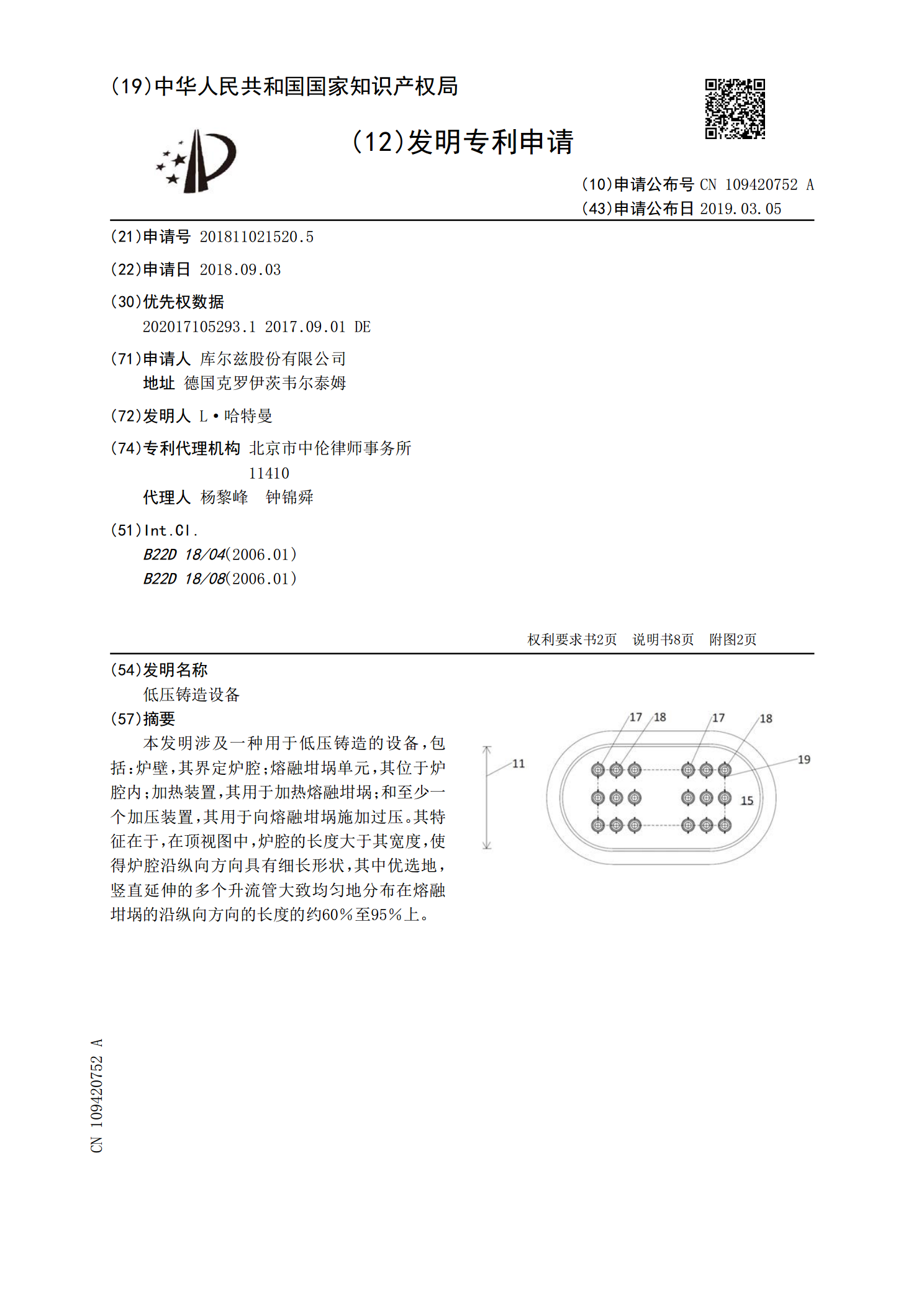
本发明涉及一种用于低压铸造的设备,包括:炉壁,其界定炉腔;熔融坩埚单元,其位于炉腔内;加热装置,其用于加热熔融坩埚;和至少一个加压装置,其用于向熔融坩埚施加过压。其特征在于,在顶视图中,炉腔的长度大于其宽度,使得炉腔沿纵向方向具有细长形状,其中优选地,竖直延伸的多个升流管大致均匀地分布在熔融坩埚的沿纵向方向的长度的约60%至95%上。
一种低压铸造抽检行走机械手.pdf
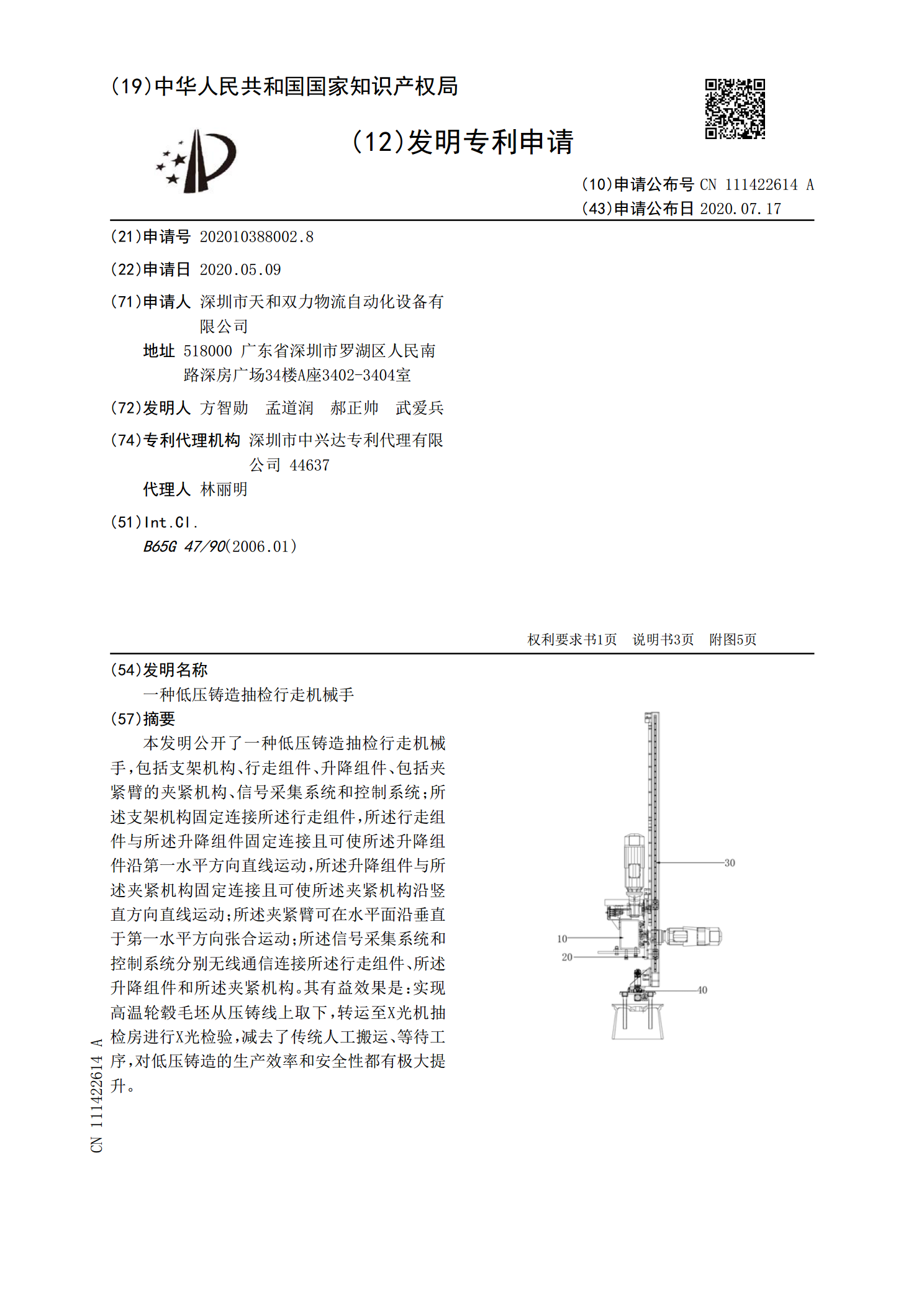
本发明公开了一种低压铸造抽检行走机械手,包括支架机构、行走组件、升降组件、包括夹紧臂的夹紧机构、信号采集系统和控制系统;所述支架机构固定连接所述行走组件,所述行走组件与所述升降组件固定连接且可使所述升降组件沿第一水平方向直线运动,所述升降组件与所述夹紧机构固定连接且可使所述夹紧机构沿竖直方向直线运动;所述夹紧臂可在水平面沿垂直于第一水平方向张合运动;所述信号采集系统和控制系统分别无线通信连接所述行走组件、所述升降组件和所述夹紧机构。其有益效果是:实现高温轮毂毛坯从压铸线上取下,转运至X光机抽检房进行X光检

一种低压铸造装置和低压铸造工艺.pdf
本发明公开了一种低压铸造装置,包括:模具密闭加压充气室;设置于所述模具密闭加压充气室内的模具;惰性气体储存罐,所述惰性气体储存罐与所述模具密闭加压充气室通过气管连通。本发明改善了铝液流动性,有效的减少或避免了在充型过程中形成的氧化夹渣缺陷,最终使良品率提高4~5%。本发明还公开了一种低压铸造工艺。