
制备蒸压加气混凝土板装置及制作加气混凝土板工艺.pdf

慧红****ad

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
制备蒸压加气混凝土板装置及制作加气混凝土板工艺.pdf
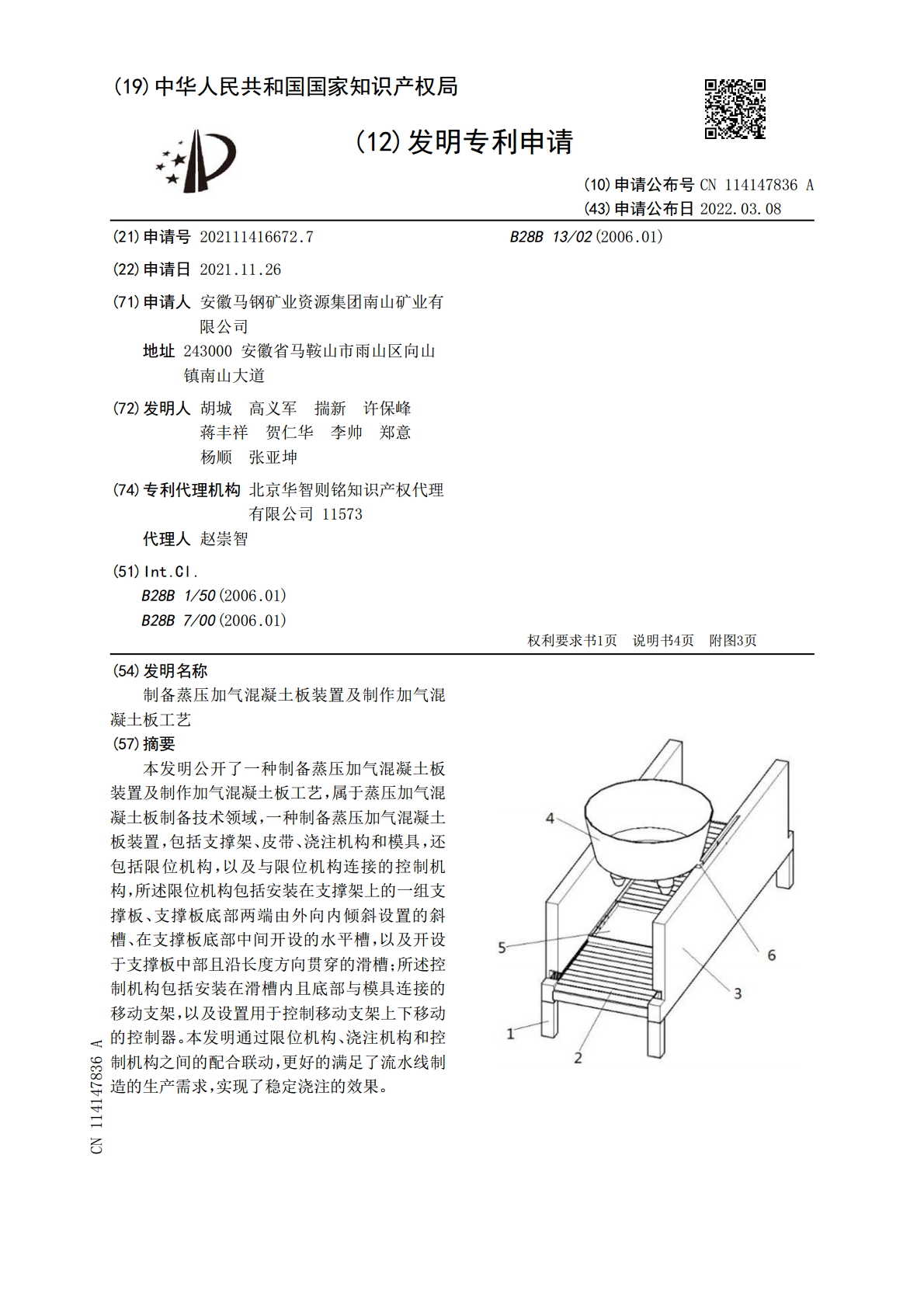
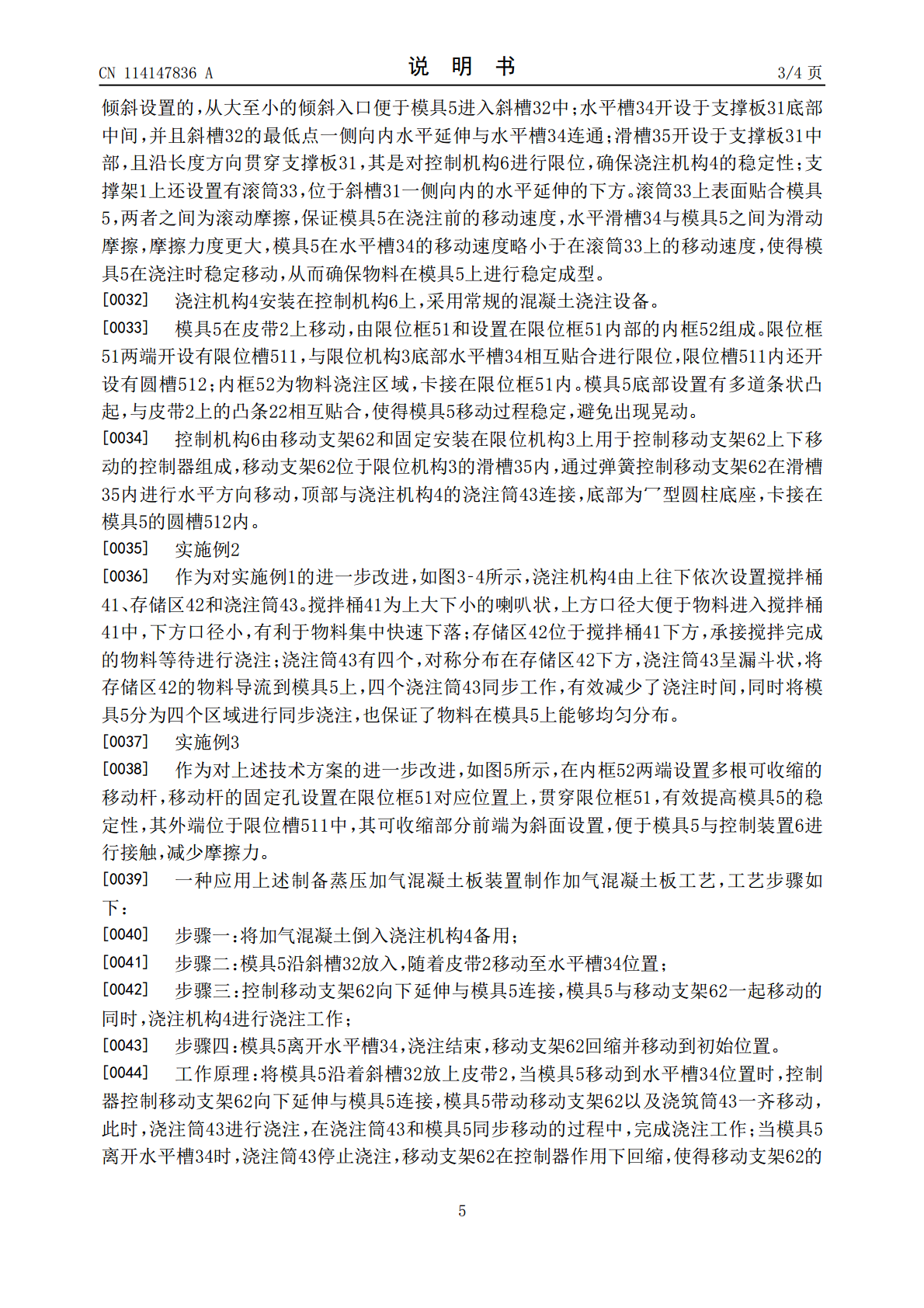
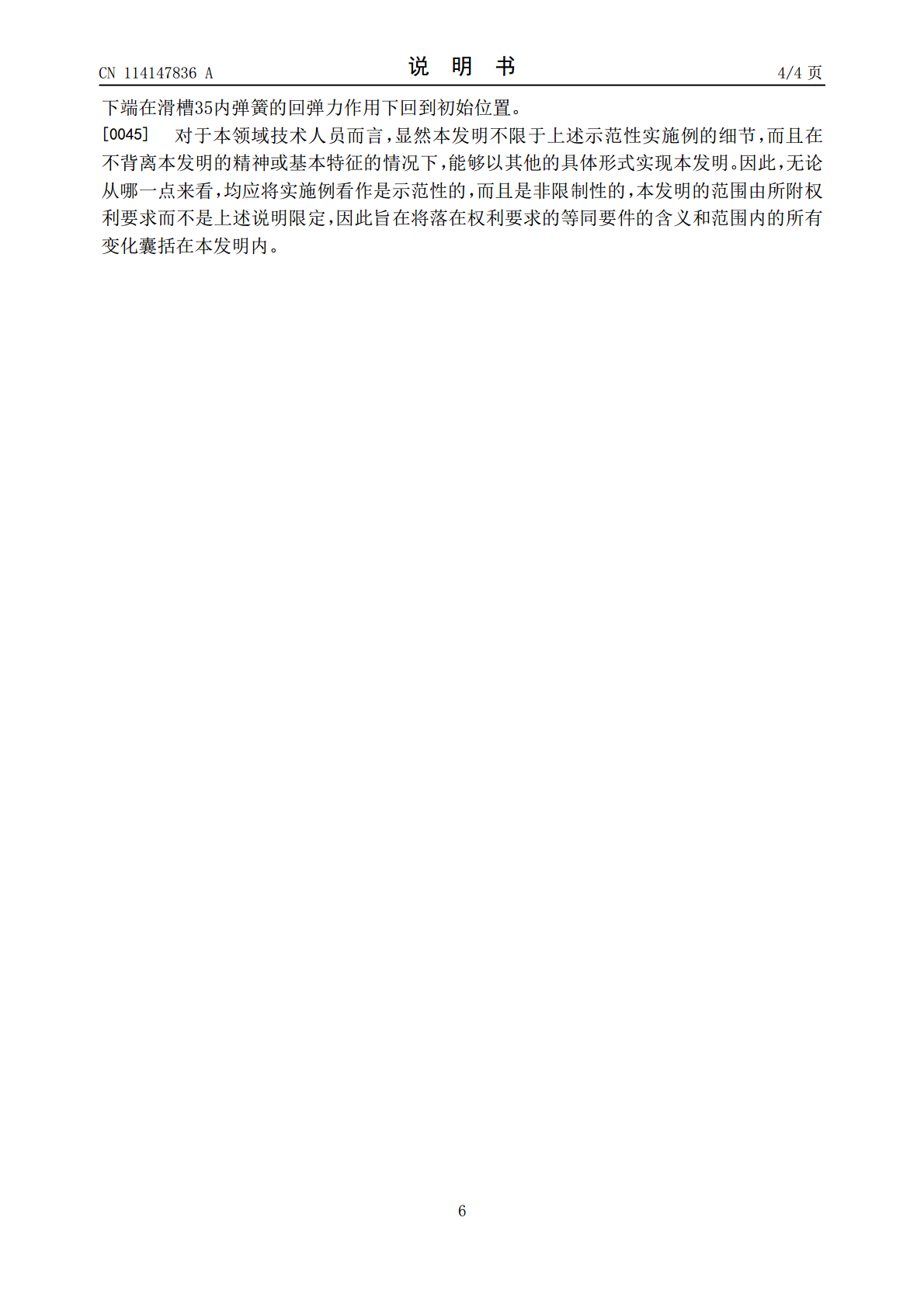
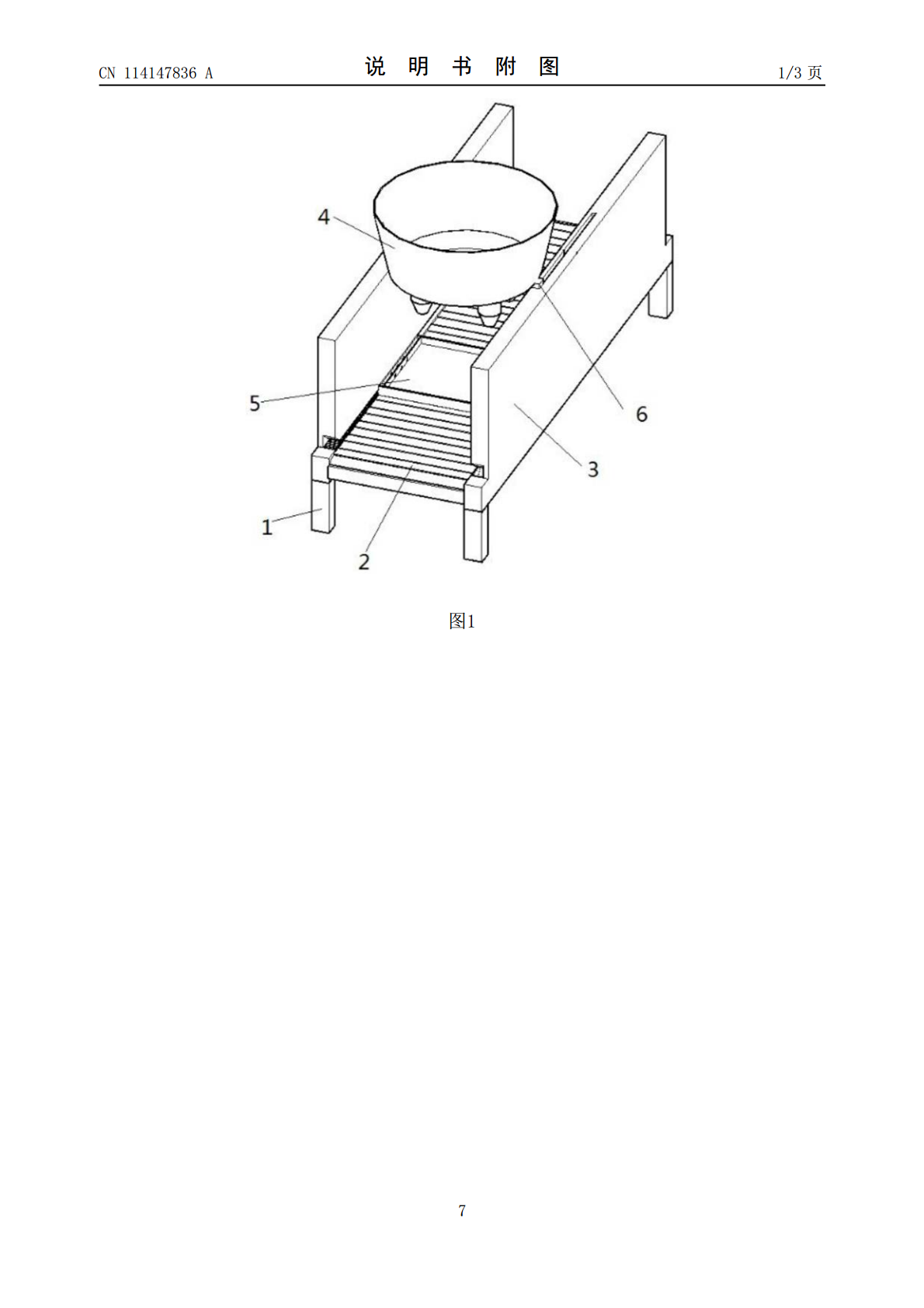
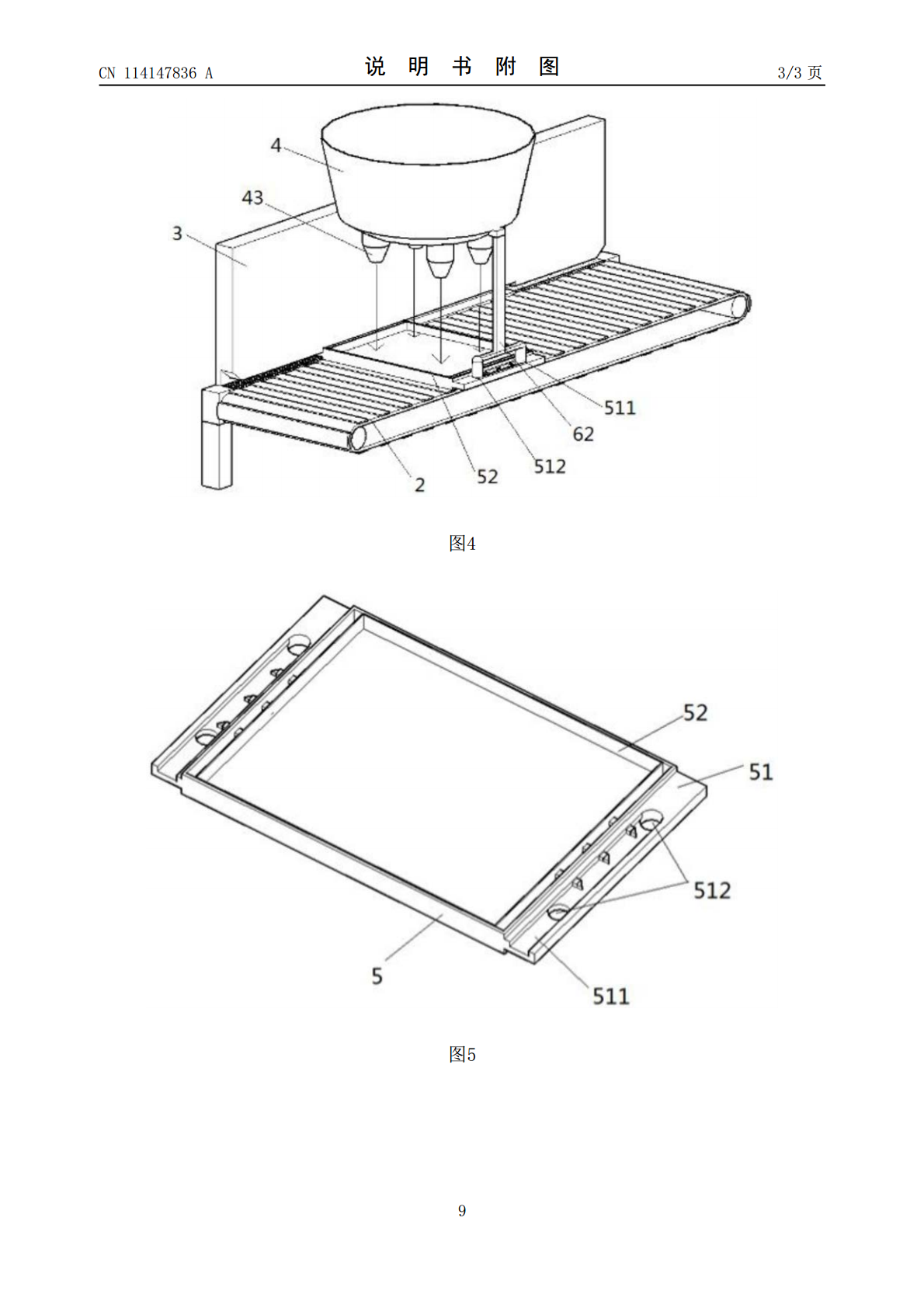
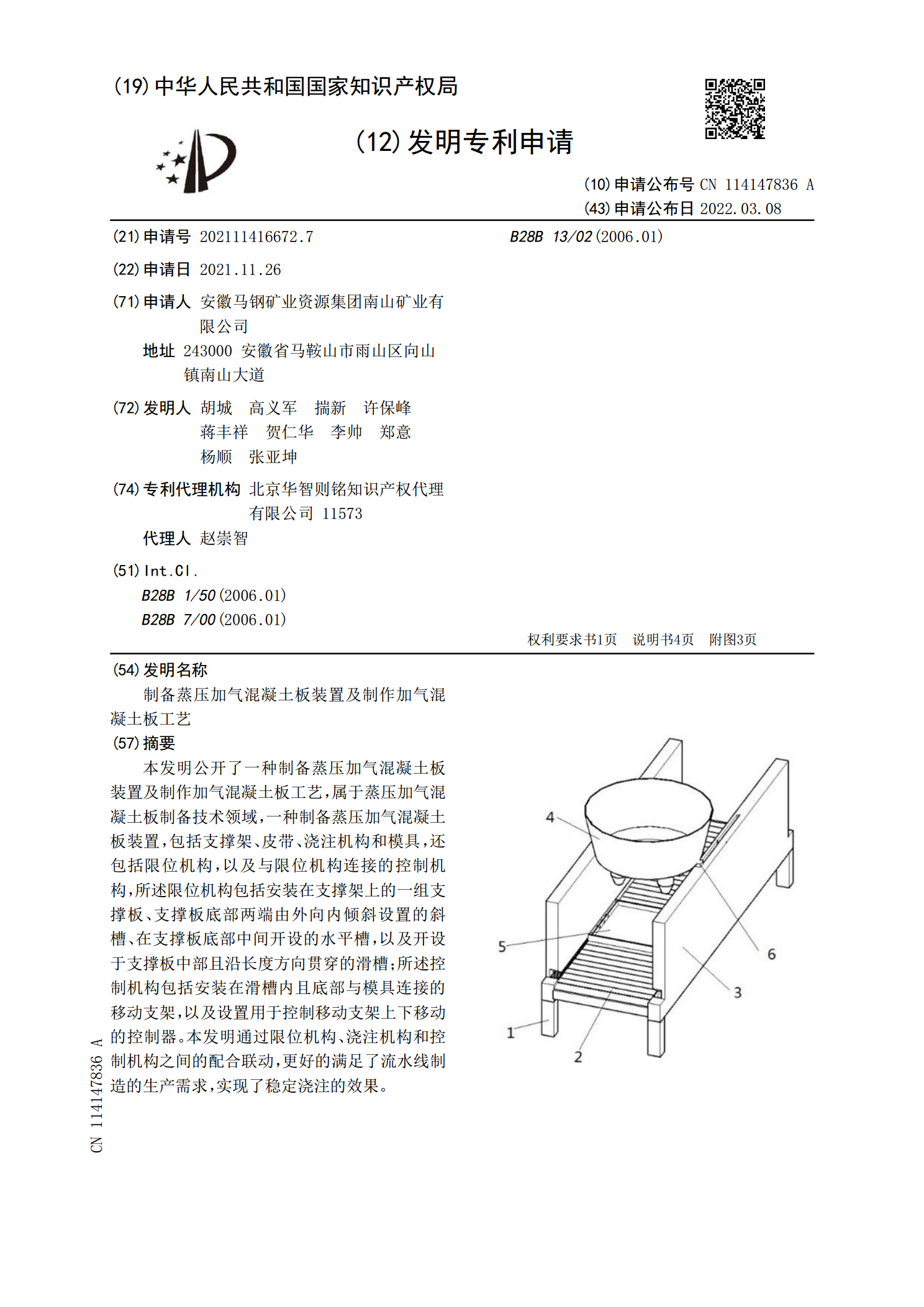
本发明公开了一种制备蒸压加气混凝土板装置及制作加气混凝土板工艺,属于蒸压加气混凝土板制备技术领域,一种制备蒸压加气混凝土板装置,包括支撑架、皮带、浇注机构和模具,还包括限位机构,以及与限位机构连接的控制机构,所述限位机构包括安装在支撑架上的一组支撑板、支撑板底部两端由外向内倾斜设置的斜槽、在支撑板底部中间开设的水平槽,以及开设于支撑板中部且沿长度方向贯穿的滑槽;所述控制机构包括安装在滑槽内且底部与模具连接的移动支架,以及设置用于控制移动支架上下移动的控制器。本发明通过限位机构、浇注机构和控制机构之间的配合
一种蒸压加气混凝土板切割装置.pdf
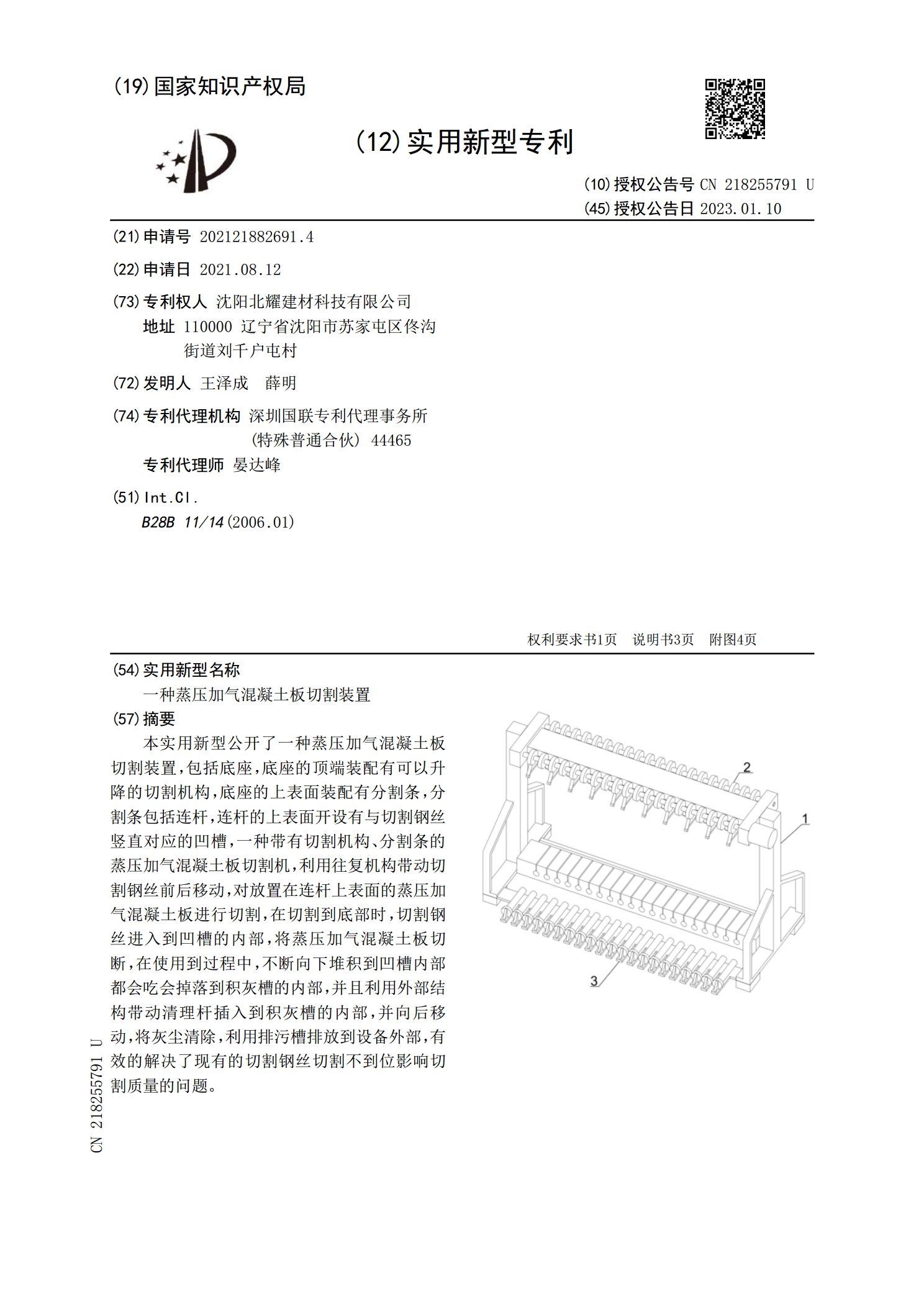
本实用新型公开了一种蒸压加气混凝土板切割装置,包括底座,底座的顶端装配有可以升降的切割机构,底座的上表面装配有分割条,分割条包括连杆,连杆的上表面开设有与切割钢丝竖直对应的凹槽,一种带有切割机构、分割条的蒸压加气混凝土板切割机,利用往复机构带动切割钢丝前后移动,对放置在连杆上表面的蒸压加气混凝土板进行切割,在切割到底部时,切割钢丝进入到凹槽的内部,将蒸压加气混凝土板切断,在使用到过程中,不断向下堆积到凹槽内部都会吃会掉落到积灰槽的内部,并且利用外部结构带动清理杆插入到积灰槽的内部,并向后移动,将灰尘清除,
一种蒸压加气混凝土板及其制备方法.pdf
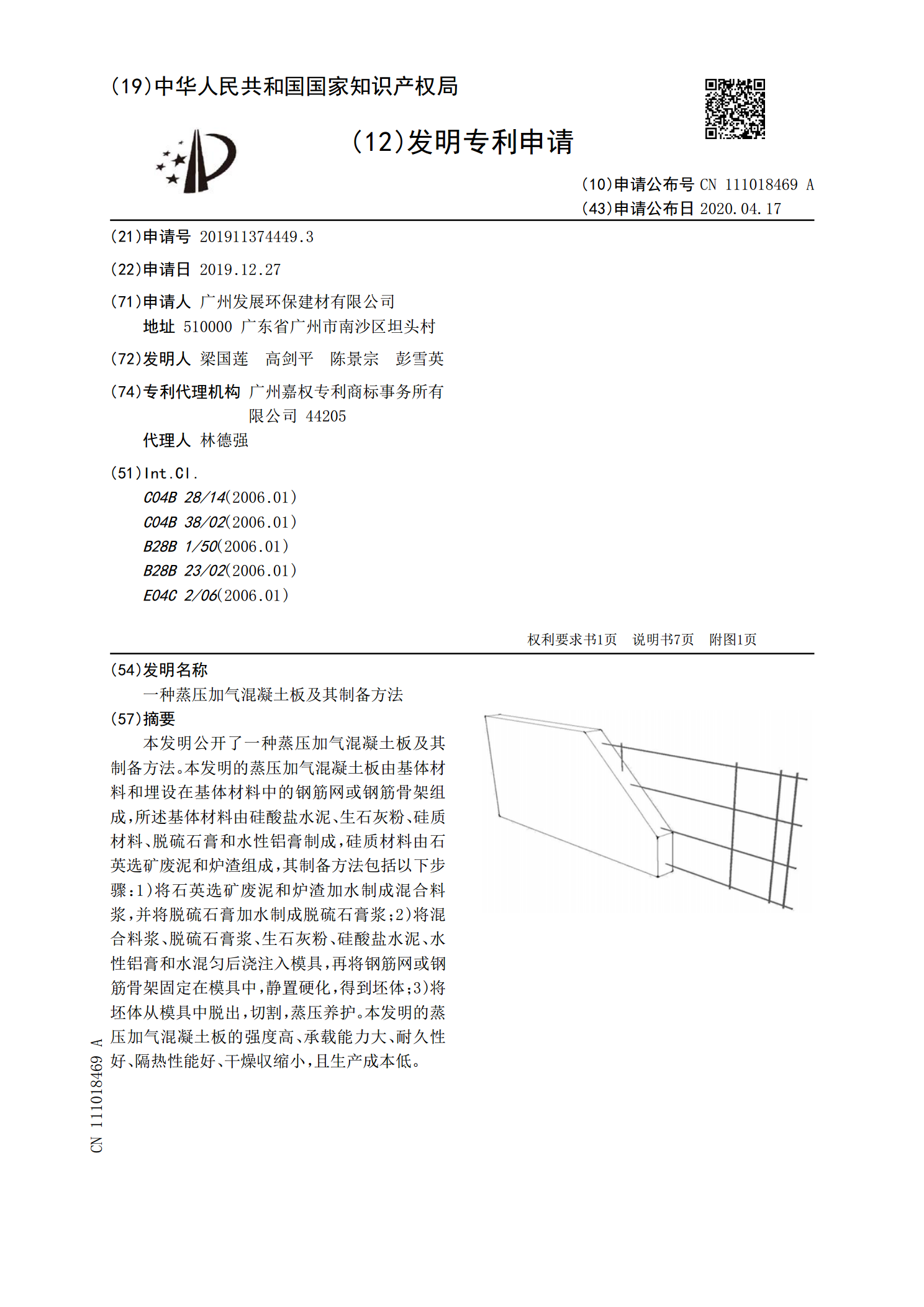
本发明公开了一种蒸压加气混凝土板及其制备方法。本发明的蒸压加气混凝土板由基体材料和埋设在基体材料中的钢筋网或钢筋骨架组成,所述基体材料由硅酸盐水泥、生石灰粉、硅质材料、脱硫石膏和水性铝膏制成,硅质材料由石英选矿废泥和炉渣组成,其制备方法包括以下步骤:1)将石英选矿废泥和炉渣加水制成混合料浆,并将脱硫石膏加水制成脱硫石膏浆;2)将混合料浆、脱硫石膏浆、生石灰粉、硅酸盐水泥、水性铝膏和水混匀后浇注入模具,再将钢筋网或钢筋骨架固定在模具中,静置硬化,得到坯体;3)将坯体从模具中脱出,切割,蒸压养护。本发明的蒸压
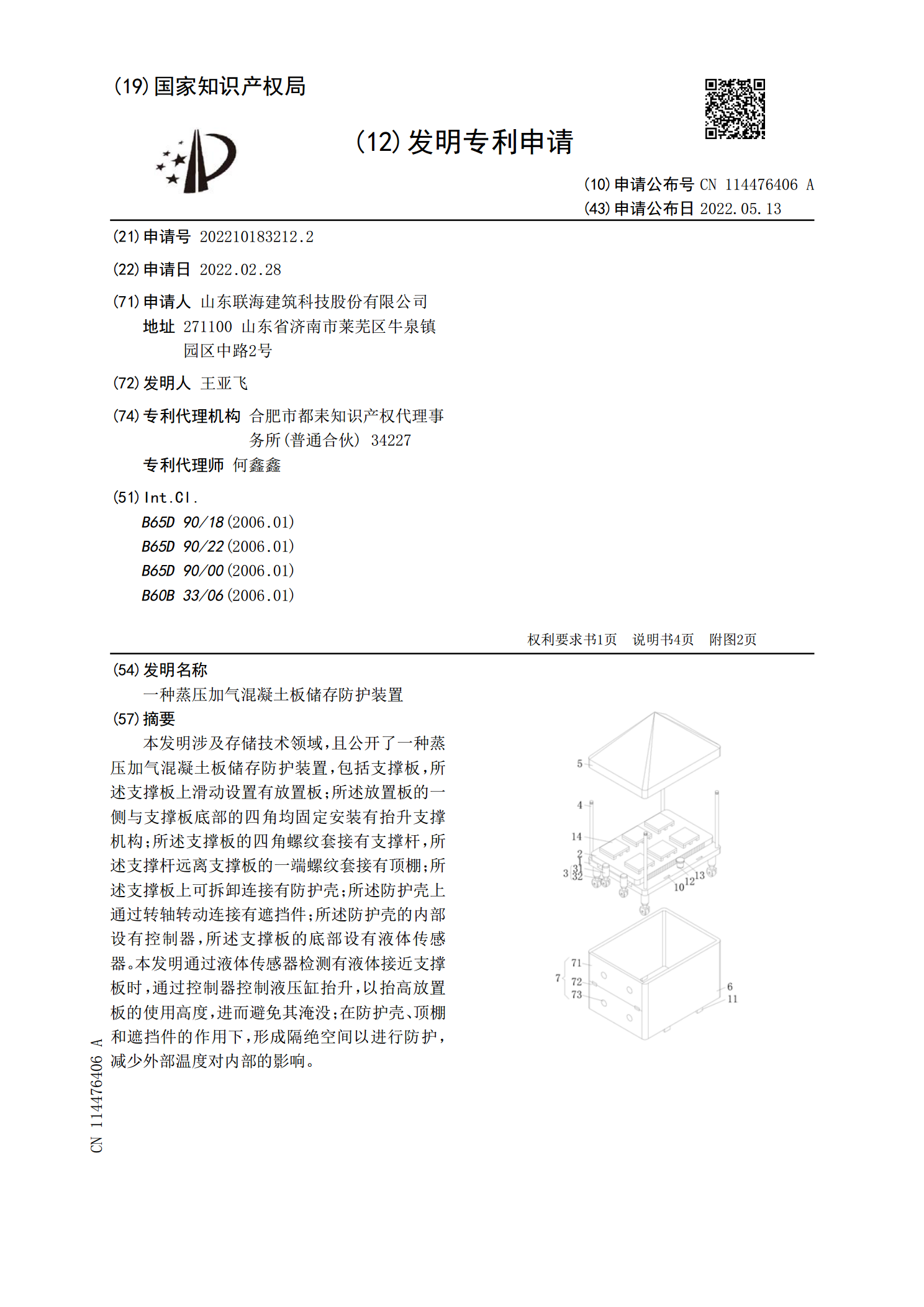
一种蒸压加气混凝土板储存防护装置.pdf
本发明涉及存储技术领域,且公开了一种蒸压加气混凝土板储存防护装置,包括支撑板,所述支撑板上滑动设置有放置板;所述放置板的一侧与支撑板底部的四角均固定安装有抬升支撑机构;所述支撑板的四角螺纹套接有支撑杆,所述支撑杆远离支撑板的一端螺纹套接有顶棚;所述支撑板上可拆卸连接有防护壳;所述防护壳上通过转轴转动连接有遮挡件;所述防护壳的内部设有控制器,所述支撑板的底部设有液体传感器。本发明通过液体传感器检测有液体接近支撑板时,通过控制器控制液压缸抬升,以抬高放置板的使用高度,进而避免其淹没;在防护壳、顶棚和遮挡件的作
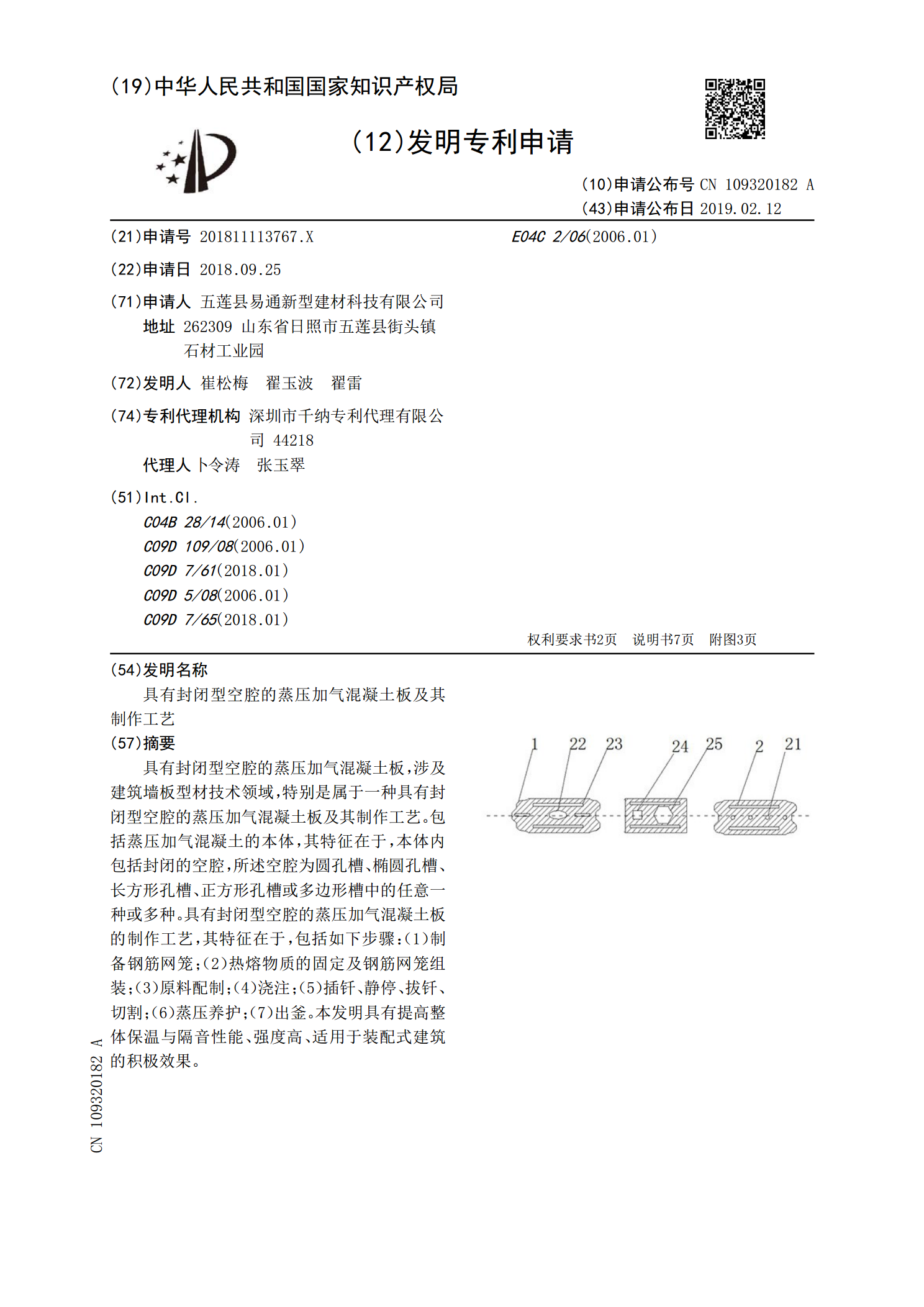
具有封闭型空腔的蒸压加气混凝土板及其制作工艺.pdf
具有封闭型空腔的蒸压加气混凝土板,涉及建筑墙板型材技术领域,特别是属于一种具有封闭型空腔的蒸压加气混凝土板及其制作工艺。包括蒸压加气混凝土的本体,其特征在于,本体内包括封闭的空腔,所述空腔为圆孔槽、椭圆孔槽、长方形孔槽、正方形孔槽或多边形槽中的任意一种或多种。具有封闭型空腔的蒸压加气混凝土板的制作工艺,其特征在于,包括如下步骤:(1)制备钢筋网笼;(2)热熔物质的固定及钢筋网笼组装;(3)原料配制;(4)浇注;(5)插钎、静停、拔钎、切割;(6)蒸压养护;(7)出釜。本发明具有提高整体保温与隔音性能、强度