
一种异型螺母旋拧机械手.pdf

靖烟****魔王


1/10
2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种异型螺母旋拧机械手.pdf
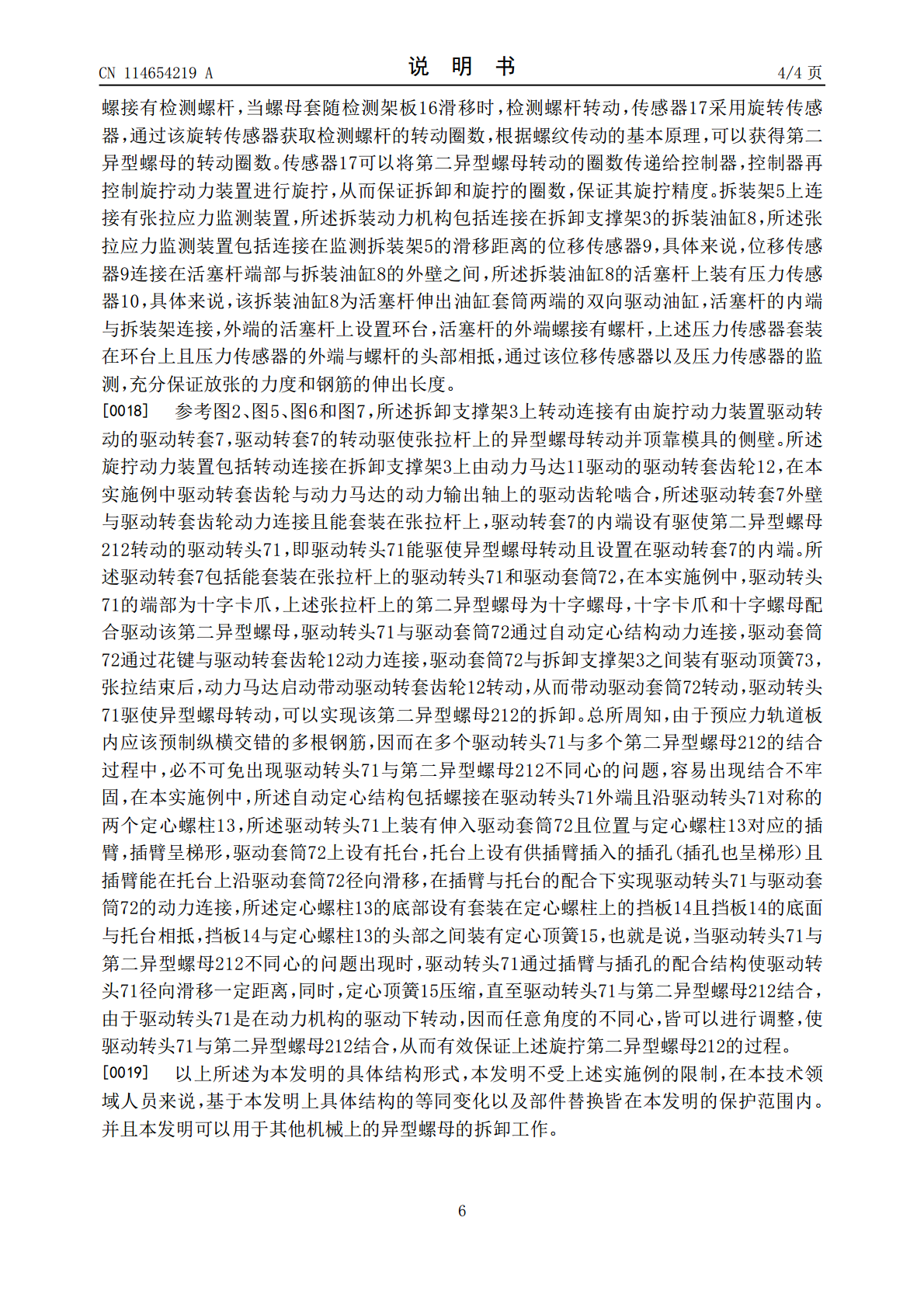
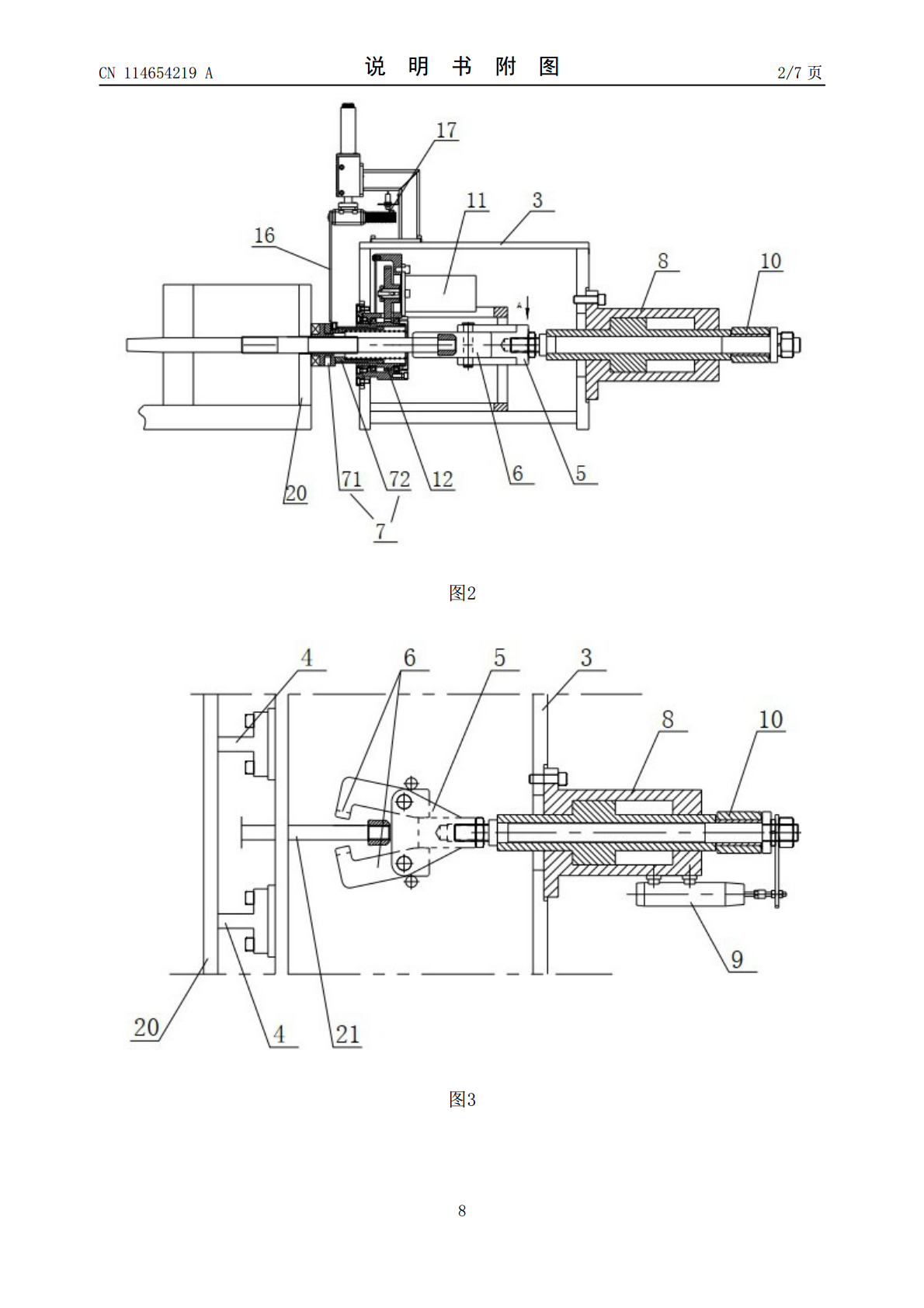
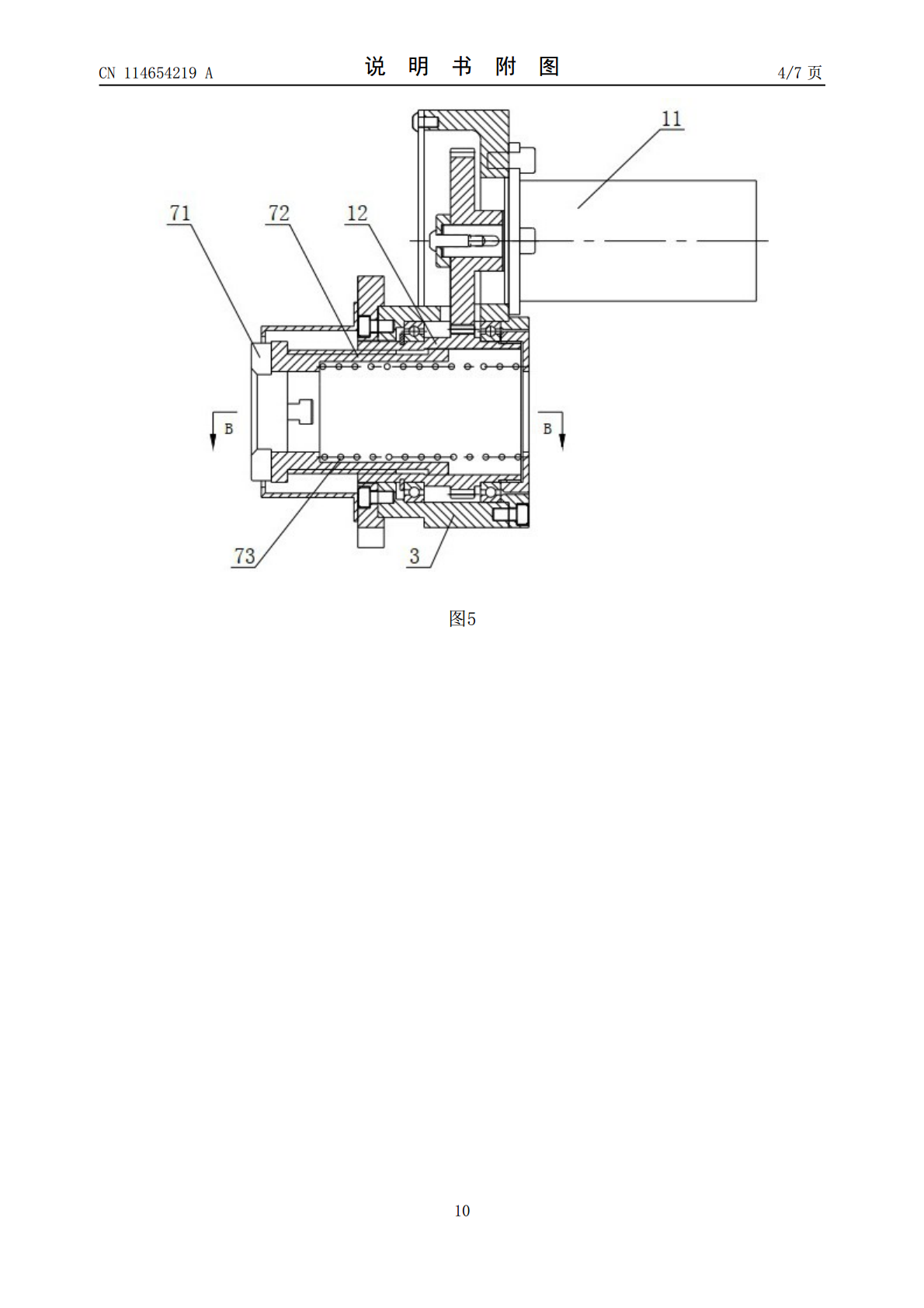
本发明公开了一种异型螺母旋拧机械手,其包括相对设置的两拆卸支撑架,拆卸支撑架上连接有能顶靠在模具板上的顶靠杆,两相对的拆卸支撑架上对应装有由拆装动力机构驱动的拆装架,拆装架的内端设有拆装结合爪,拆卸支撑架上还装有能检测异型螺母转动圈数和保护异型螺母的检测保护装置,所述拆卸支撑架上转动连接有由旋拧动力装置驱动转动的驱动转套,驱动转套包括能套装在张拉杆上的驱动转头和驱动套筒,驱动转头与驱动套筒通过自动定心结构动力连接,驱动套筒通过花键与驱动转套齿轮动力连接,驱动套筒与拆卸支撑架之间装有驱动顶簧。本发明能快速且
一种螺母旋拧器.pdf
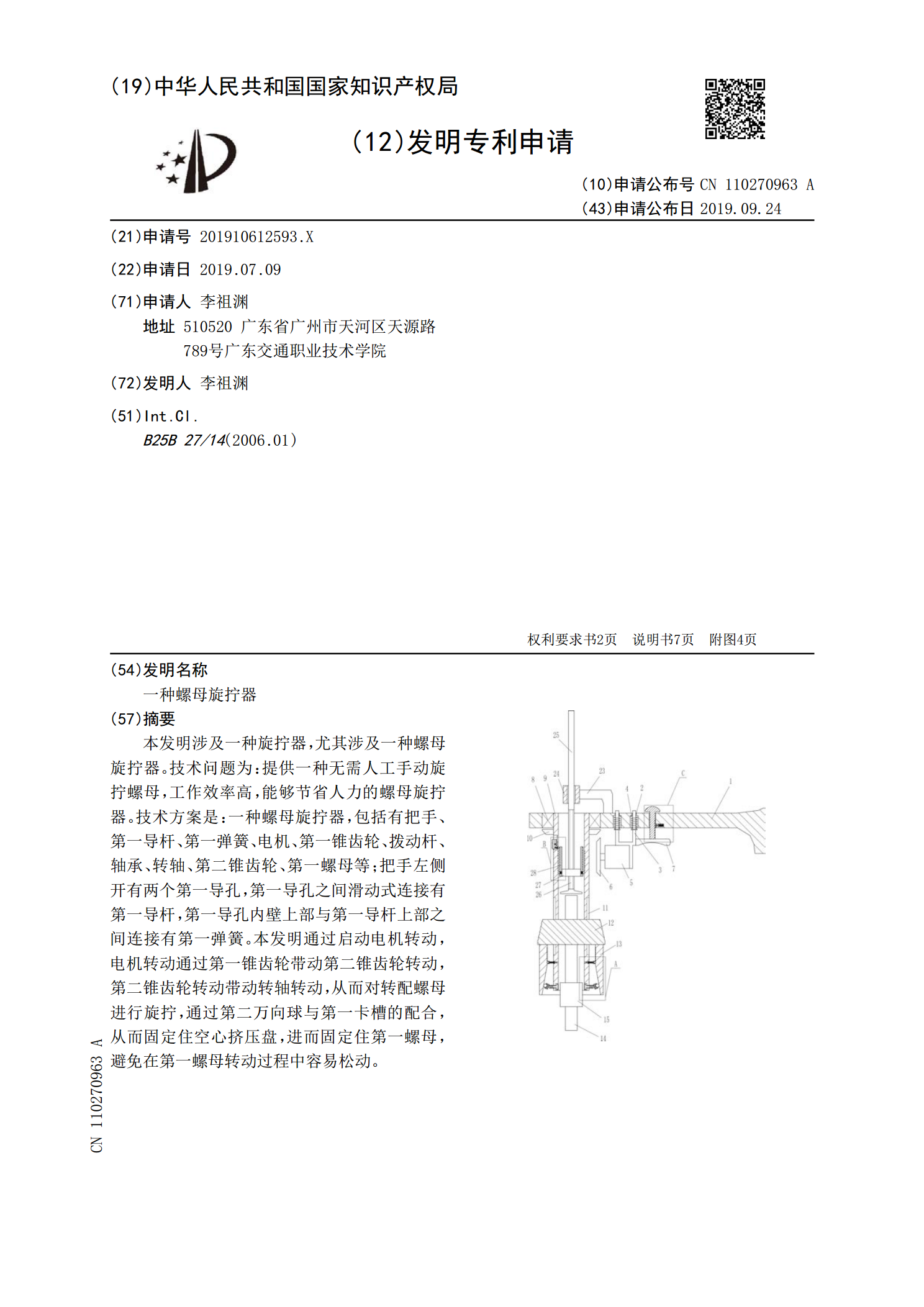
本发明涉及一种旋拧器,尤其涉及一种螺母旋拧器。技术问题为:提供一种无需人工手动旋拧螺母,工作效率高,能够节省人力的螺母旋拧器。技术方案是:一种螺母旋拧器,包括有把手、第一导杆、第一弹簧、电机、第一锥齿轮、拨动杆、轴承、转轴、第二锥齿轮、第一螺母等;把手左侧开有两个第一导孔,第一导孔之间滑动式连接有第一导杆,第一导孔内壁上部与第一导杆上部之间连接有第一弹簧。本发明通过启动电机转动,电机转动通过第一锥齿轮带动第二锥齿轮转动,第二锥齿轮转动带动转轴转动,从而对转配螺母进行旋拧,通过第二万向球与第一卡槽的配合,从

一种长距离旋拧螺母的方法.pdf
本发明公开了一种长距离旋拧螺母的方法,先获取螺母拧转套,螺母拧转套的内孔与螺母截面形状一致,螺母拧转套的外周面上凸起形成有环形齿,将螺母拧转套套装在螺母上,再获取螺母拧转装置,螺母拧转装置包括握柄,握柄的两端固定有连接杆,两根连接杆之间设置有直齿轮柱,直齿轮柱的两端分别与连接杆转动连接,其中一根连接杆上固定有驱动电机以能够驱动直齿轮柱转动。通过直齿轮柱与环形齿的啮合传动,带动螺母拧转套旋转,进而达到旋拧螺母的目的,降低了对操作者的工作强度,提高了工作效率。

异型螺母拆卸机械手.pdf
本发明公开了一种异型螺母拆卸机械手,其包括拆卸支撑架,所述拆卸支撑架上连接有由拆装动力机构驱动横向和纵向滑移的拆装架,所述拆卸支撑架上还装有能检测异型螺母转动圈数和保护异型螺母的检测保护装置,所述拆卸支撑架上转动连接有由拆卸动力装置驱动转动的驱动转套,所述驱动转套包括同步转动的内驱动转头和驱动套筒,驱动转头与驱动套筒通过自动定心结构动力连接,驱动套筒通过齿盘与拆卸动力机的驱动转套齿轮动力连接,驱动套筒的外伸端连接有能与异形螺母结合的拆装结合爪。本发明能快速且准确夹持异型螺母,具有有效保证轨道板生产质量和提
一种开口型螺钉、螺母自动旋拧装置.pdf
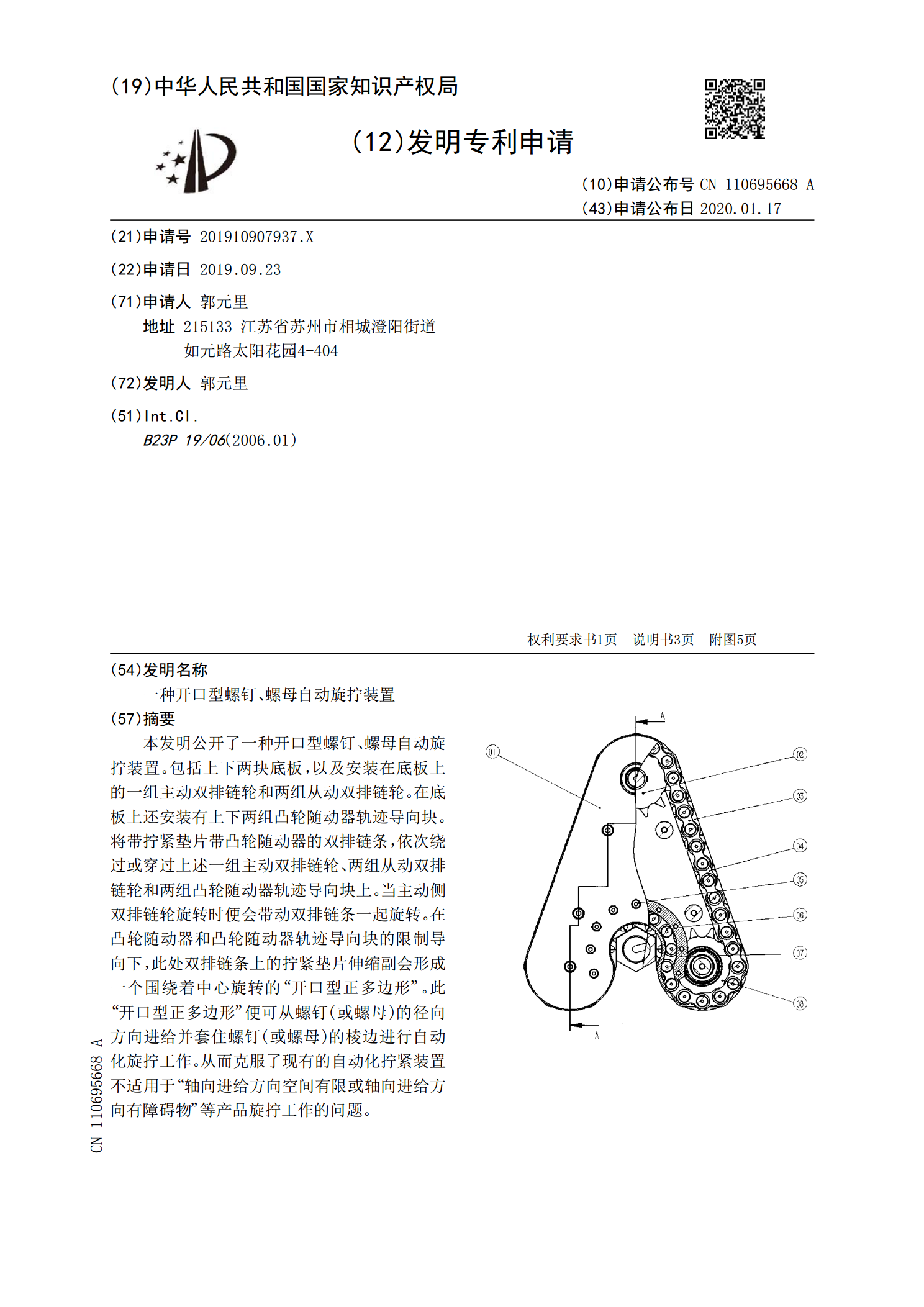
本发明公开了一种开口型螺钉、螺母自动旋拧装置。包括上下两块底板,以及安装在底板上的一组主动双排链轮和两组从动双排链轮。在底板上还安装有上下两组凸轮随动器轨迹导向块。将带拧紧垫片带凸轮随动器的双排链条,依次绕过或穿过上述一组主动双排链轮、两组从动双排链轮和两组凸轮随动器轨迹导向块上。当主动侧双排链轮旋转时便会带动双排链条一起旋转。在凸轮随动器和凸轮随动器轨迹导向块的限制导向下,此处双排链条上的拧紧垫片伸缩副会形成一个围绕着中心旋转的“开口型正多边形”。此“开口型正多边形”便可从螺钉(或螺母)的径向方向进给并