
一种转子线圈端部绑扎工艺.pdf

是向****23


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种转子线圈端部绑扎工艺.pdf
本发明公开了一种转子线圈端部绑扎工艺,包括S1:将转子线圈嵌入转子铁芯外缘上的槽内;S2:在转子铁芯两侧的转轴上套入支撑环,将连接端部沿着支撑环的外缘进行整形;S3:在整形好的连接端部的表面包扎绝缘纸,再使用U形支撑架与连接板配合固定;S4:使用卡钳收紧U形支撑架与连接板,收紧后将U形支撑架穿过连接板的部分支腿折弯,使其固定住连接板;S5:将连接端部绑扎好的转子线圈外圆打无纬带后,然后整个转子做VPI浸漆烘干处理。

超高速电机转子端部绑扎固定工艺.pdf
本发明涉及一种超高速电机转子端部绑扎固定工艺,满足设计对转子端转子绑扎固定无纬带提出的常态拉伸强度大于1200兆帕、热态拉伸强度大于900兆帕的特殊要求。本发明满足电机运行转速为4800转/分钟、试验转速为5040转/分钟牛顿的超高速电机端部绑扎技术要求。
一种转子线圈端部结构烘压成形工装.pdf
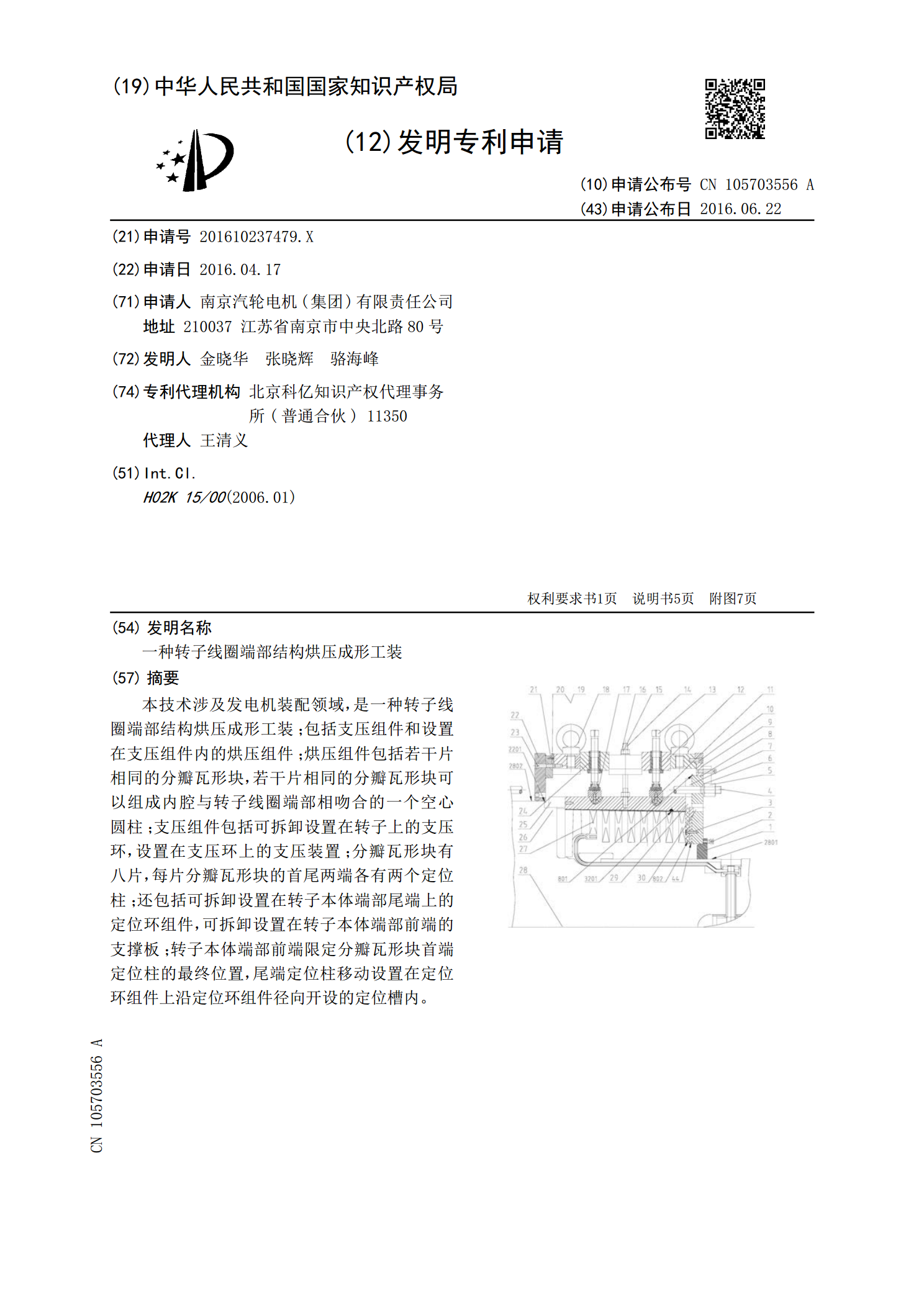
本技术涉及发电机装配领域,是一种转子线圈端部结构烘压成形工装;包括支压组件和设置在支压组件内的烘压组件;烘压组件包括若干片相同的分瓣瓦形块,若干片相同的分瓣瓦形块可以组成内腔与转子线圈端部相吻合的一个空心圆柱;支压组件包括可拆卸设置在转子上的支压环,设置在支压环上的支压装置;分瓣瓦形块有八片,每片分瓣瓦形块的首尾两端各有两个定位柱;还包括可拆卸设置在转子本体端部尾端上的定位环组件,可拆卸设置在转子本体端部前端的支撑板;转子本体端部前端限定分瓣瓦形块首端定位柱的最终位置,尾端定位柱移动设置在定位环组件上沿定
汽轮发电机转子线圈端部扁绕工艺.pdf
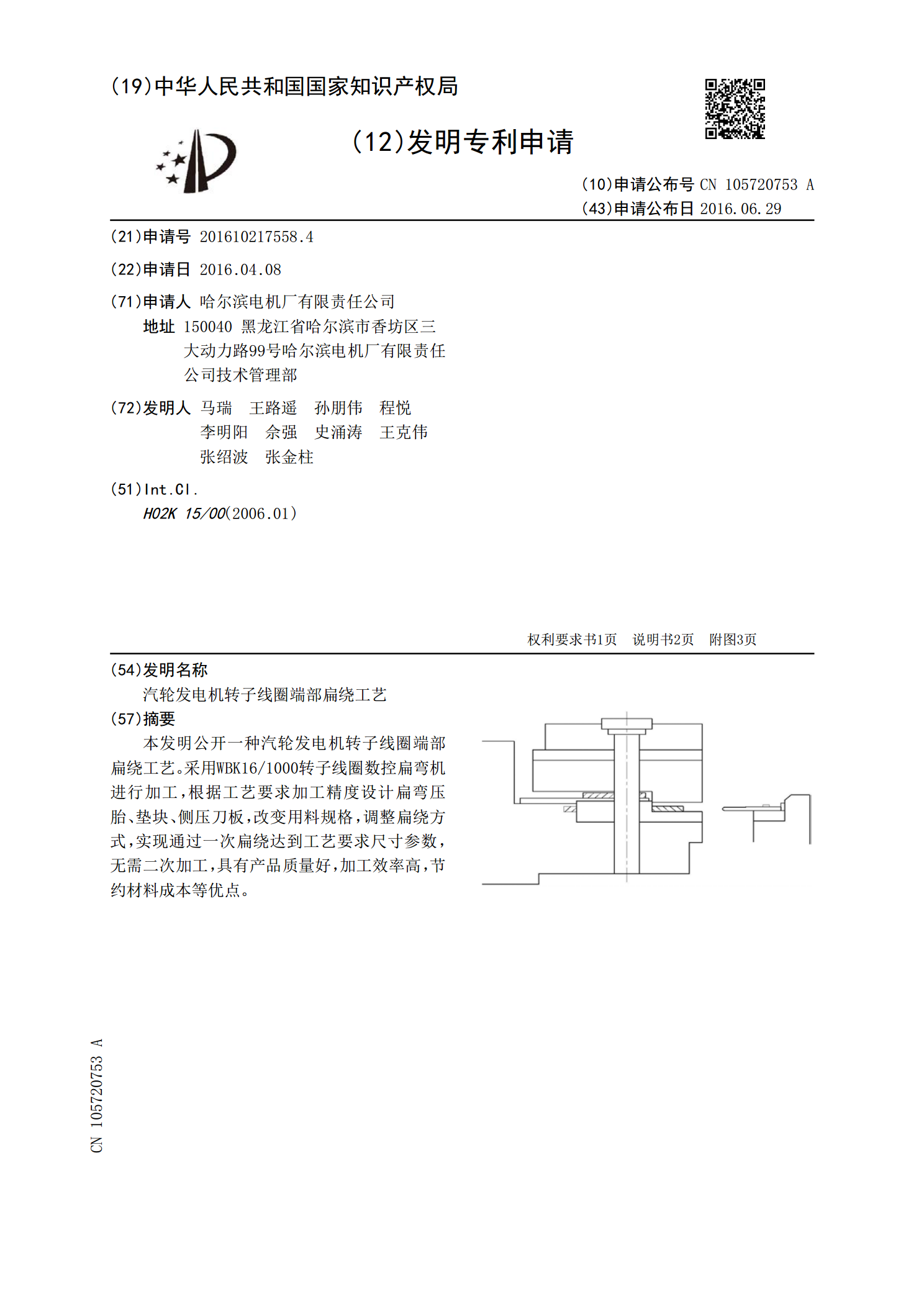
本发明公开一种汽轮发电机转子线圈端部扁绕工艺。采用WBK16/1000转子线圈数控扁弯机进行加工,根据工艺要求加工精度设计扁弯压胎、垫块、侧压刀板,改变用料规格,调整扁绕方式,实现通过一次扁绕达到工艺要求尺寸参数,无需二次加工,具有产品质量好,加工效率高,节约材料成本等优点。
软绕组电机端部绑扎工艺.pdf
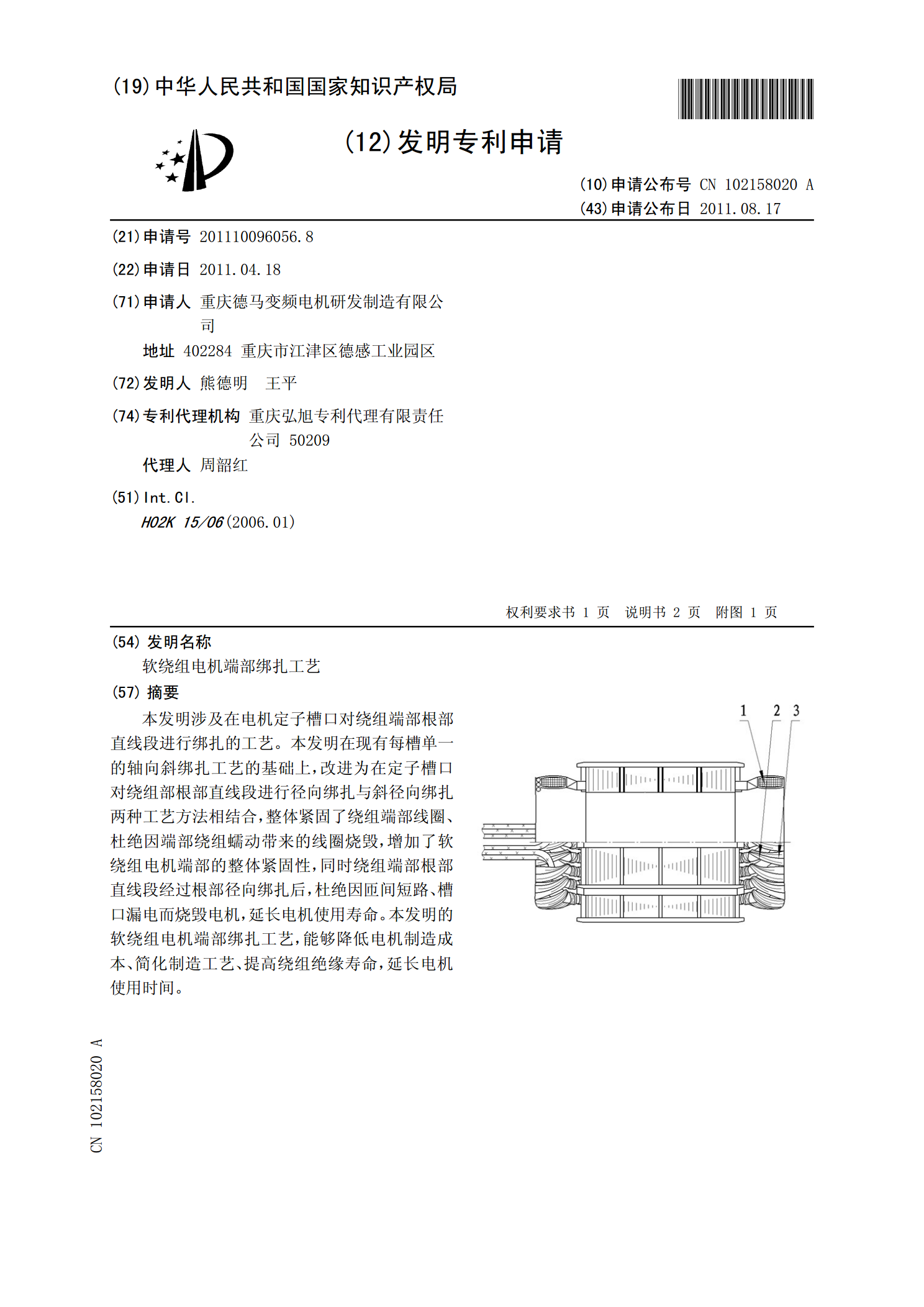
本发明涉及在电机定子槽口对绕组端部根部直线段进行绑扎的工艺。本发明在现有每槽单一的轴向斜绑扎工艺的基础上,改进为在定子槽口对绕组部根部直线段进行径向绑扎与斜径向绑扎两种工艺方法相结合,整体紧固了绕组端部线圈、杜绝因端部绕组蠕动带来的线圈烧毁,增加了软绕组电机端部的整体紧固性,同时绕组端部根部直线段经过根部径向绑扎后,杜绝因匝间短路、槽口漏电而烧毁电机,延长电机使用寿命。本发明的软绕组电机端部绑扎工艺,能够降低电机制造成本、简化制造工艺、提高绕组绝缘寿命,延长电机使用时间。