
超高速电机转子端部绑扎固定工艺.pdf

一条****贺6

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

超高速电机转子端部绑扎固定工艺.pdf
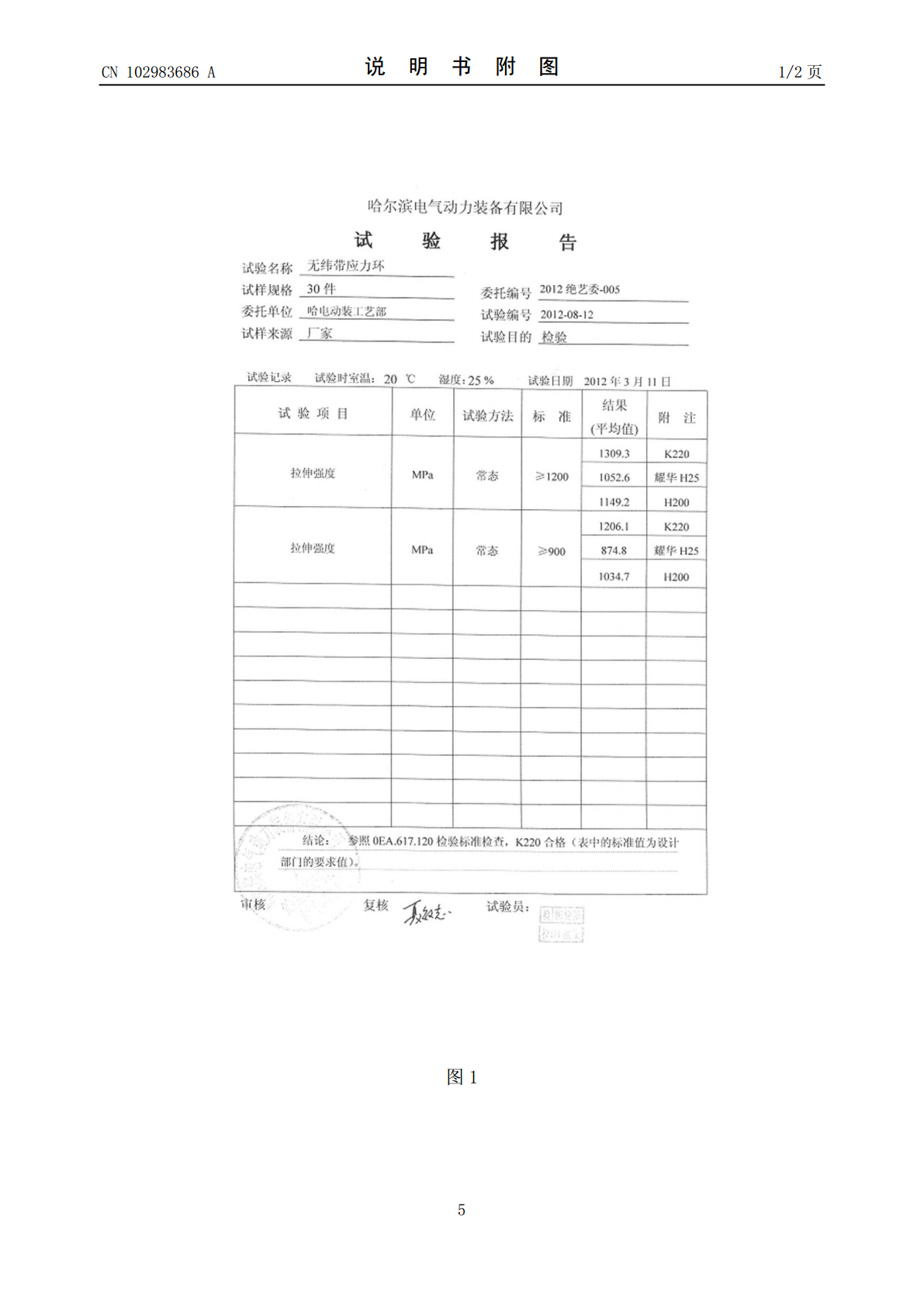
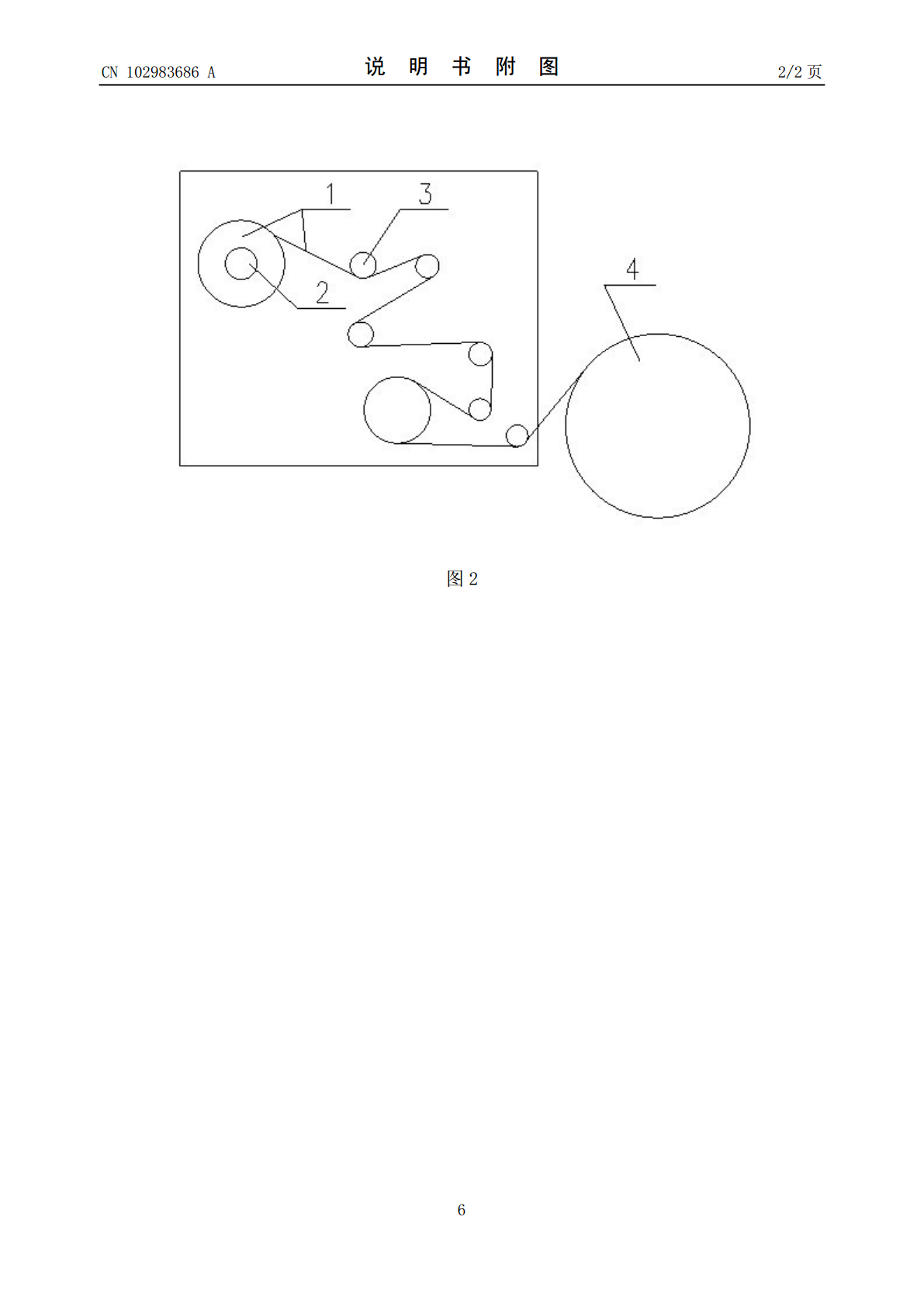
本发明涉及一种超高速电机转子端部绑扎固定工艺,满足设计对转子端转子绑扎固定无纬带提出的常态拉伸强度大于1200兆帕、热态拉伸强度大于900兆帕的特殊要求。本发明满足电机运行转速为4800转/分钟、试验转速为5040转/分钟牛顿的超高速电机端部绑扎技术要求。
软绕组电机端部绑扎工艺.pdf
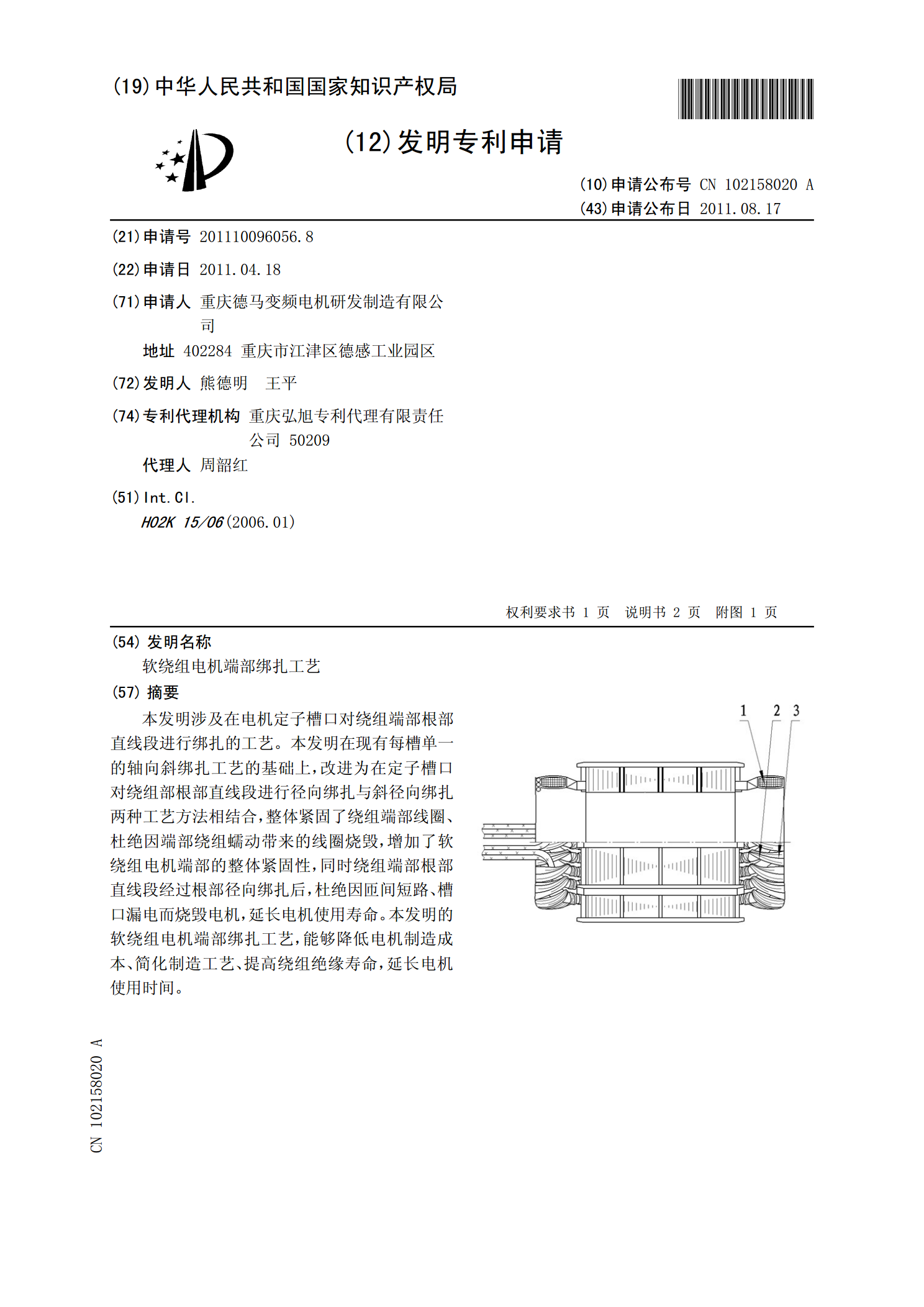
本发明涉及在电机定子槽口对绕组端部根部直线段进行绑扎的工艺。本发明在现有每槽单一的轴向斜绑扎工艺的基础上,改进为在定子槽口对绕组部根部直线段进行径向绑扎与斜径向绑扎两种工艺方法相结合,整体紧固了绕组端部线圈、杜绝因端部绕组蠕动带来的线圈烧毁,增加了软绕组电机端部的整体紧固性,同时绕组端部根部直线段经过根部径向绑扎后,杜绝因匝间短路、槽口漏电而烧毁电机,延长电机使用寿命。本发明的软绕组电机端部绑扎工艺,能够降低电机制造成本、简化制造工艺、提高绕组绝缘寿命,延长电机使用时间。

一种转子线圈端部绑扎工艺.pdf
本发明公开了一种转子线圈端部绑扎工艺,包括S1:将转子线圈嵌入转子铁芯外缘上的槽内;S2:在转子铁芯两侧的转轴上套入支撑环,将连接端部沿着支撑环的外缘进行整形;S3:在整形好的连接端部的表面包扎绝缘纸,再使用U形支撑架与连接板配合固定;S4:使用卡钳收紧U形支撑架与连接板,收紧后将U形支撑架穿过连接板的部分支腿折弯,使其固定住连接板;S5:将连接端部绑扎好的转子线圈外圆打无纬带后,然后整个转子做VPI浸漆烘干处理。

高压电机定子绕组端部的绑扎与固定.doc
由于是电机绕组有同相(如图1)和隔相之分(如图2),在其端部相邻两线圈线棒中流过为电流I1和I2。端部相邻线圈两线棒间就会有相互吸引和排斥作用力产生,为避免由于作用力产生的位移。所以对端部这个部位在切向正确的固定,应是在相邻绕组线棒间侧面间隙中,选择厚度与间隙大小相近的涤纶绳绑紧。目前,高压电机定子多采用VPI整浸工艺,其绝缘结构是粉云母带包扎线圈,线圈端部用3涤纶绳绑扎,线圈与端箍用绳施力绑扎,二者接触的部分,不同程度地出现绝缘压陷损伤,使绝缘性能降低。当线圈按工艺要求加热嵌线时,使靠近鼻端线圈端部绝缘

具有调整轮廓的转子端部盘的电机转子.pdf
本发明涉及一种具有转子轴(1)的电机的转子,该转子轴可以围绕轴线(2)转动。在转子轴(1)上设置有转子组合叠片(3)。转子磁体(4)在径向上在外侧设置在转子组合叠片(3)上,这些转子磁体彼此在切线方向上间隔开。转子具有至少一个转子端部盘(5、5’),该转子端部盘设置在转子轴(1)上并且在轴向上与转子组合叠片(3)邻接。转子具有绑带(6),该绑带至少单层地缠绕到转子端部盘(5、5’)和转子磁体(4)上。垂直于轴线(2)来看,转子端部盘(5、5’)具有非圆形的转子端部盘轮廓,该转子端部盘轮廓在几