
汽轮发电机转子线圈端部扁绕工艺.pdf

是丹****ni


1/7

2/7
3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽轮发电机转子线圈端部扁绕工艺.pdf
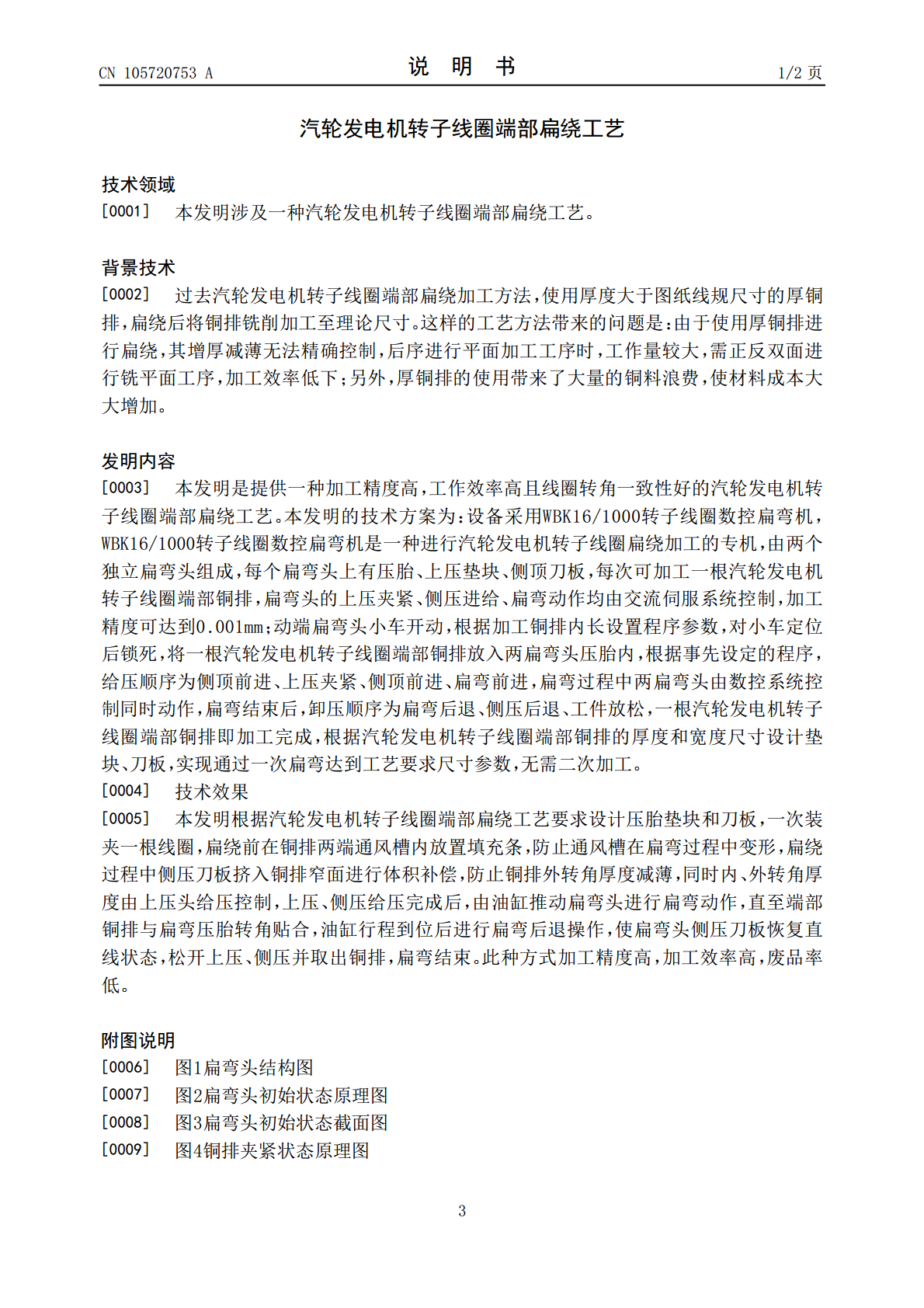
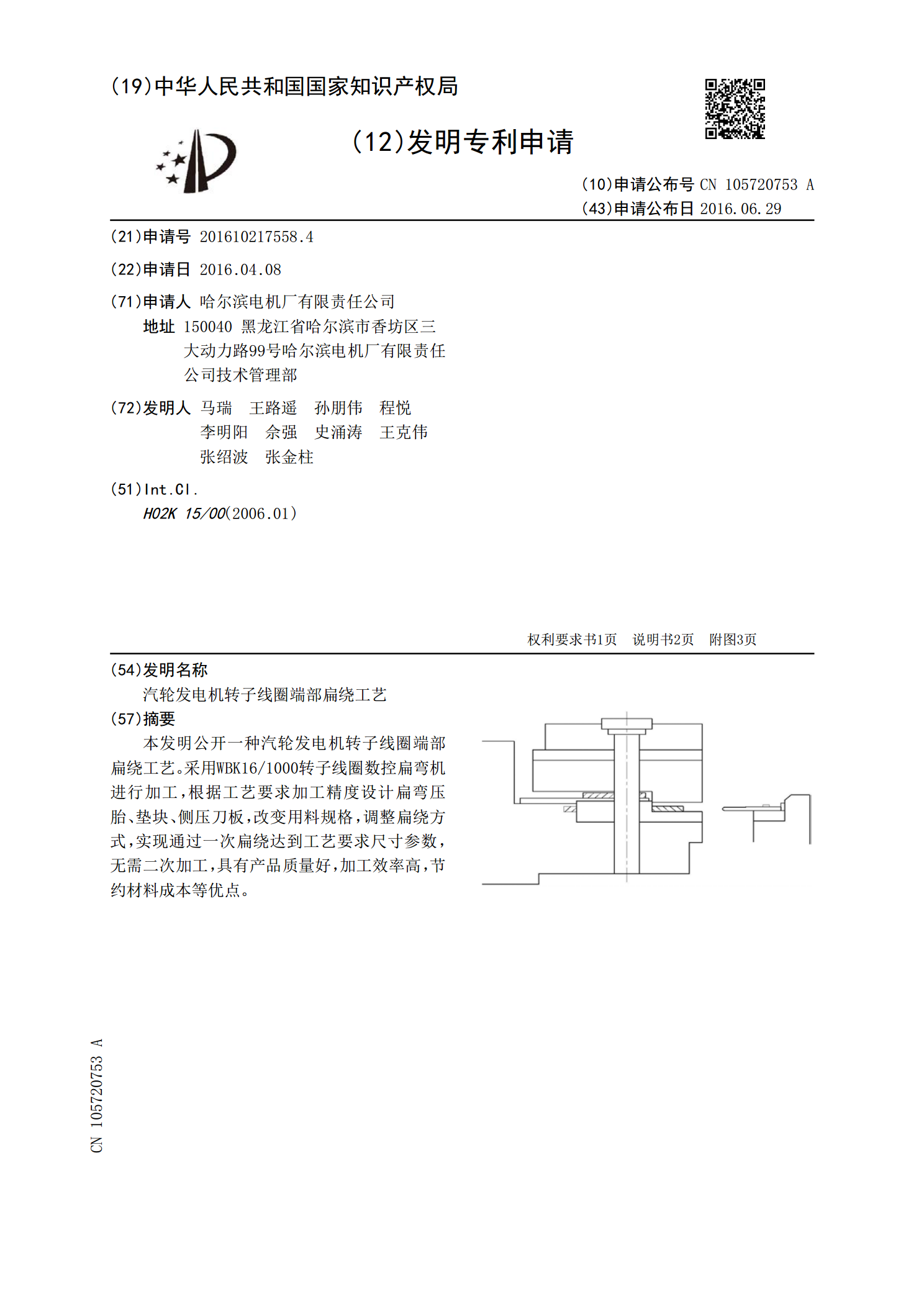
本发明公开一种汽轮发电机转子线圈端部扁绕工艺。采用WBK16/1000转子线圈数控扁弯机进行加工,根据工艺要求加工精度设计扁弯压胎、垫块、侧压刀板,改变用料规格,调整扁绕方式,实现通过一次扁绕达到工艺要求尺寸参数,无需二次加工,具有产品质量好,加工效率高,节约材料成本等优点。

一种转子线圈端部绑扎工艺.pdf
本发明公开了一种转子线圈端部绑扎工艺,包括S1:将转子线圈嵌入转子铁芯外缘上的槽内;S2:在转子铁芯两侧的转轴上套入支撑环,将连接端部沿着支撑环的外缘进行整形;S3:在整形好的连接端部的表面包扎绝缘纸,再使用U形支撑架与连接板配合固定;S4:使用卡钳收紧U形支撑架与连接板,收紧后将U形支撑架穿过连接板的部分支腿折弯,使其固定住连接板;S5:将连接端部绑扎好的转子线圈外圆打无纬带后,然后整个转子做VPI浸漆烘干处理。
汽轮发电机转子端部线圈成型设备.pdf
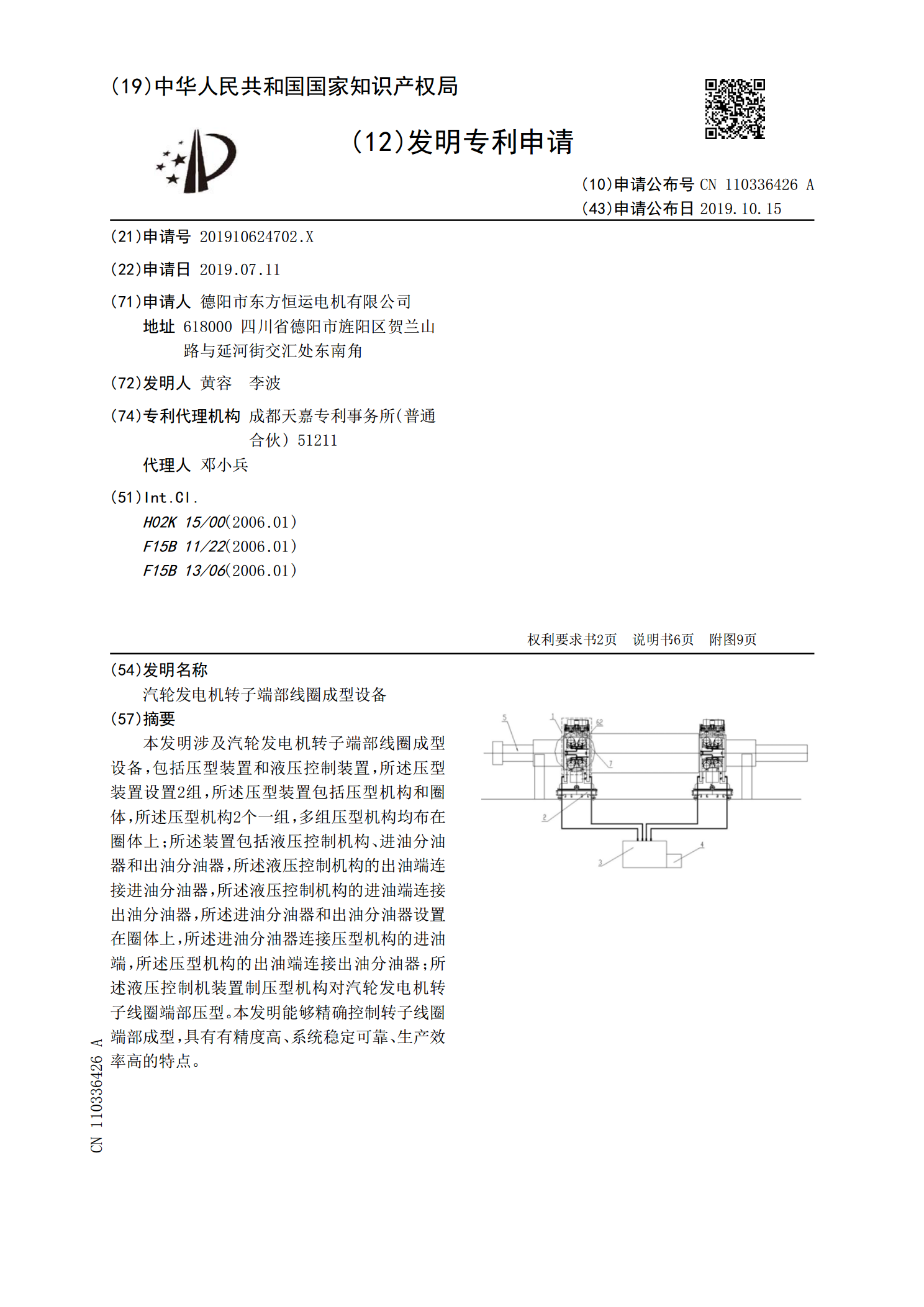
本发明涉及汽轮发电机转子端部线圈成型设备,包括压型装置和液压控制装置,所述压型装置设置2组,所述压型装置包括压型机构和圈体,所述压型机构2个一组,多组压型机构均布在圈体上;所述装置包括液压控制机构、进油分油器和出油分油器,所述液压控制机构的出油端连接进油分油器,所述液压控制机构的进油端连接出油分油器,所述进油分油器和出油分油器设置在圈体上,所述进油分油器连接压型机构的进油端,所述压型机构的出油端连接出油分油器;所述液压控制机装置制压型机构对汽轮发电机转子线圈端部压型。本发明能够精确控制转子线圈端部成型,具
一种磁极线圈扁绕装置及扁绕方法.pdf
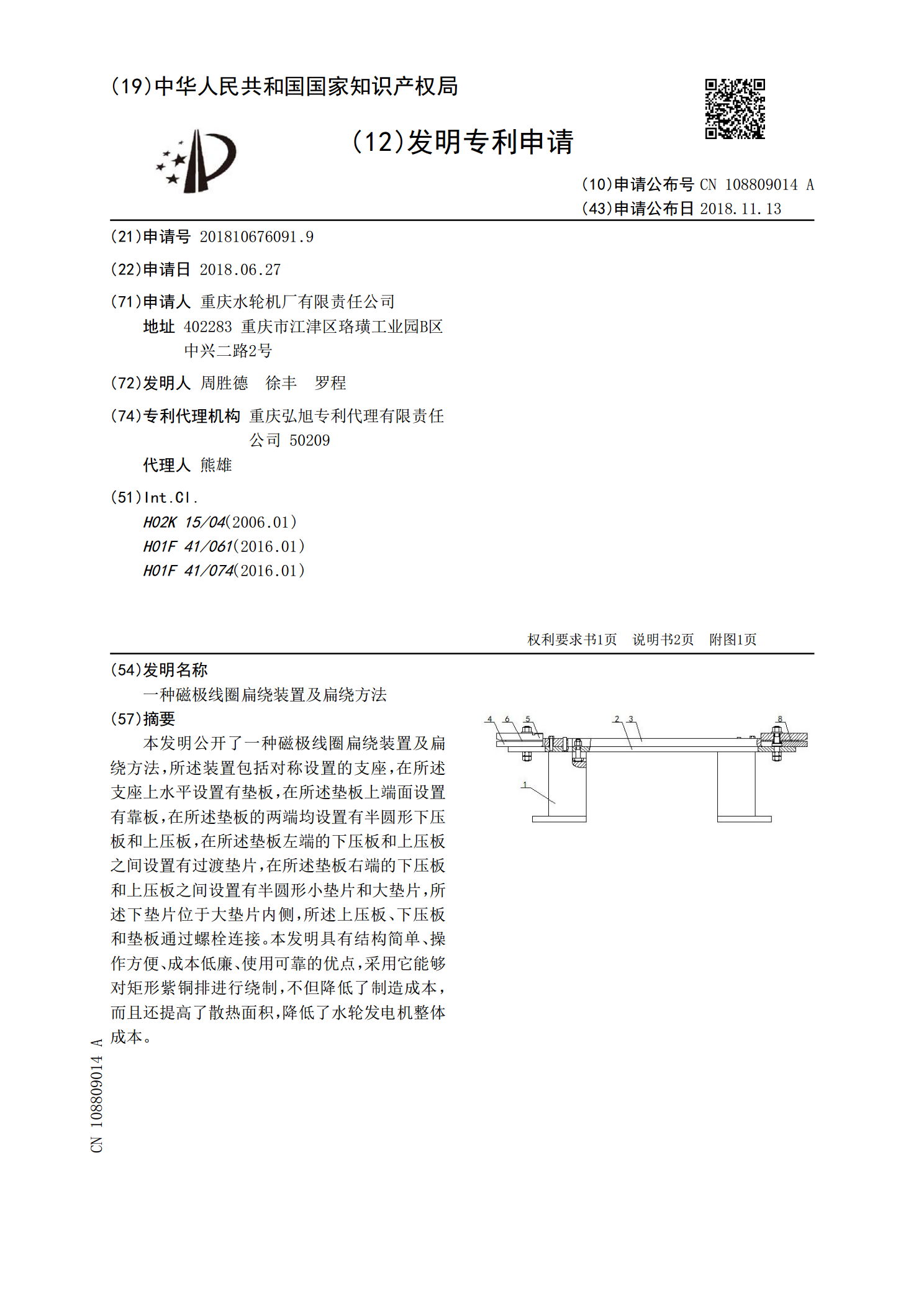
本发明公开了一种磁极线圈扁绕装置及扁绕方法,所述装置包括对称设置的支座,在所述支座上水平设置有垫板,在所述垫板上端面设置有靠板,在所述垫板的两端均设置有半圆形下压板和上压板,在所述垫板左端的下压板和上压板之间设置有过渡垫片,在所述垫板右端的下压板和上压板之间设置有半圆形小垫片和大垫片,所述下垫片位于大垫片内侧,所述上压板、下压板和垫板通过螺栓连接。本发明具有结构简单、操作方便、成本低廉、使用可靠的优点,采用它能够对矩形紫铜排进行绕制,不但降低了制造成本,而且还提高了散热面积,降低了水轮发电机整体成本。

汽轮发电机转子端部线圈组合垫块支撑结构.pdf
本发明涉及所述组合垫块包括大垫块和小垫块,所述大垫块放置于转子端部线圈之间,以支撑转子端部线圈;所述大垫块顶部设有缺口,小垫块放置在大垫块的缺口里并可上下移动调节,小垫块上平面与转子端部线圈保持平齐。本发明结构简单、安全可靠,其通过设置可高度可调节的组合垫块,使得转子端部线圈之间能够得到充分支撑固定,不会出现转子端部线圈没有垫块支撑的情形,能够加强汽轮发电机转子端部绕组的整体刚度,减小汽轮发电机转子端部绕组形变,进而保证汽轮发电机安全可靠运行。