
一种带内环向筋筒体旋压工装及成形方法.pdf

努力****承悦


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种带内环向筋筒体旋压工装及成形方法.pdf
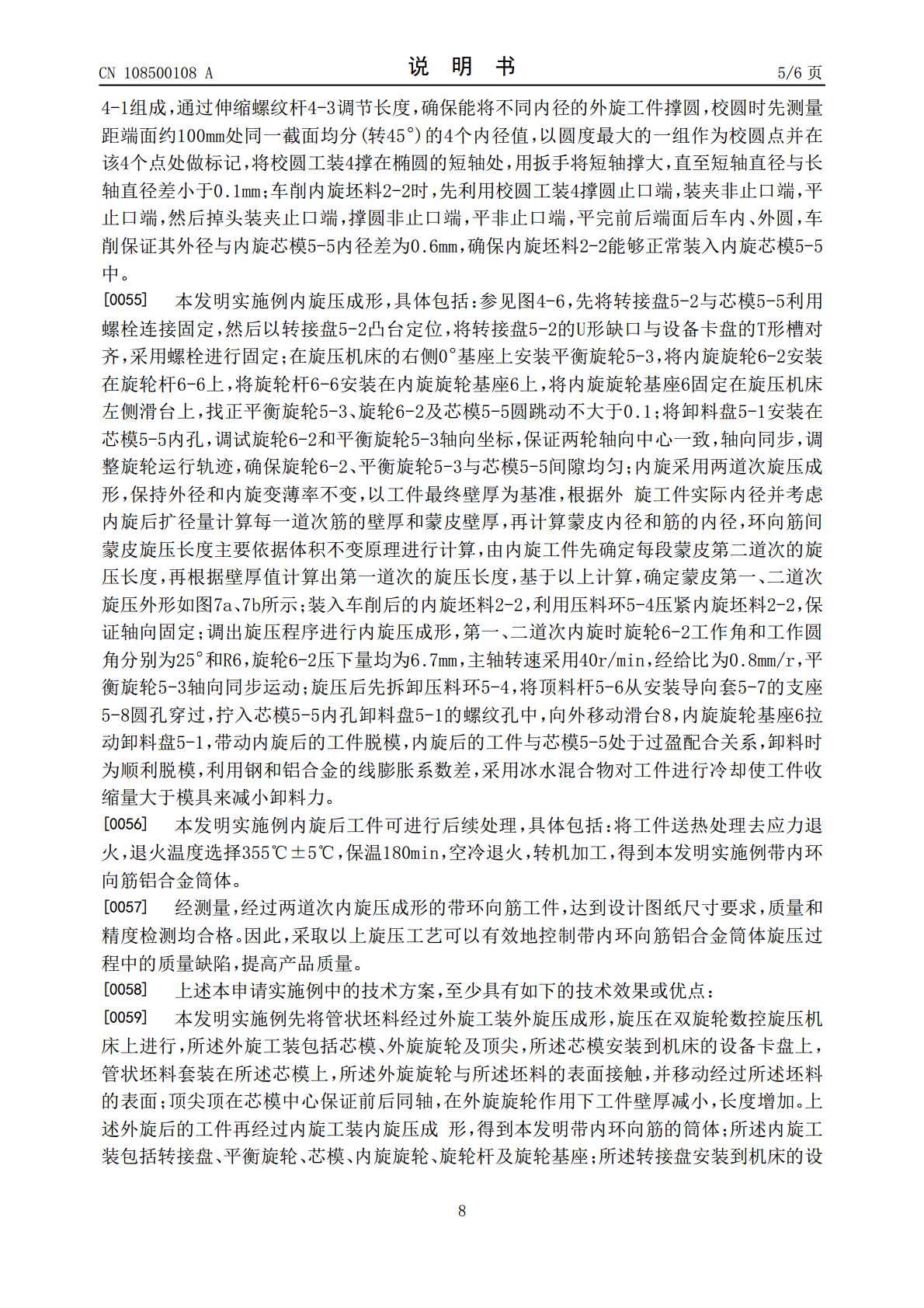
本发明提供了一种带内环向筋筒体旋压工装及成形方法,所述旋压在机床上进行,所述工装包括外旋工装及内旋工装;所述外旋工装包括:芯模、外旋旋轮及顶尖;所述内旋工装包括:转接盘、平衡旋轮、芯模、内旋旋轮、旋轮杆及旋轮基座;本发明通过控制工装的装配精度、旋压坯料的尺寸精度及旋压工艺参数等因素,有效地实现了带内环向筋铝合金筒体的高精度成形,本发明涉及的成形方法实用性强,采用该工艺方法和工装旋压过程稳定可靠,零件成形精度好,为带环向筋筒体类零件的成形提供了一条切实可行的成形方法。
一种带内环加强筋的筒体内旋压成形方法.pdf
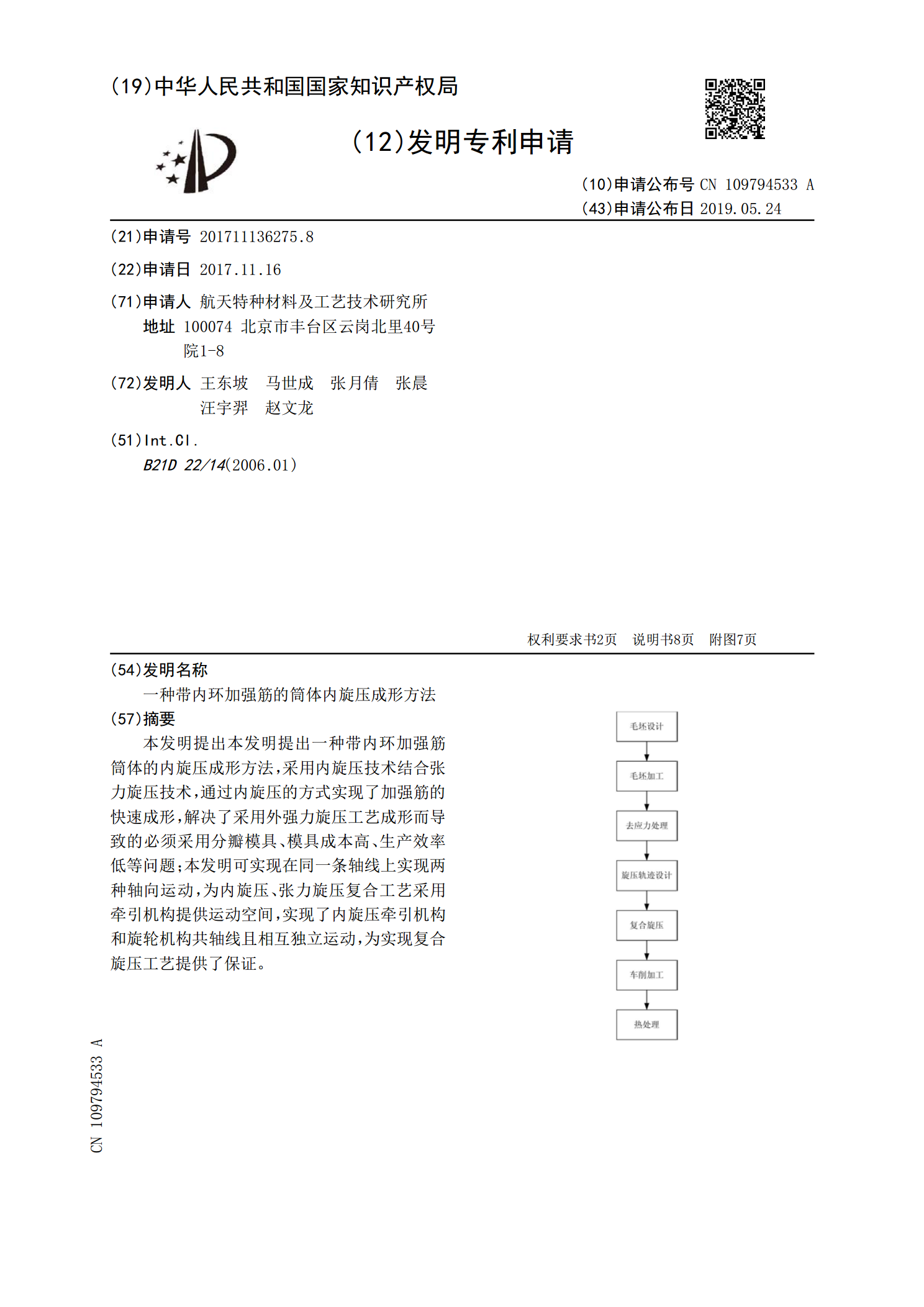
本发明提出本发明提出一种带内环加强筋筒体的内旋压成形方法,采用内旋压技术结合张力旋压技术,通过内旋压的方式实现了加强筋的快速成形,解决了采用外强力旋压工艺成形而导致的必须采用分瓣模具、模具成本高、生产效率低等问题;本发明可实现在同一条轴线上实现两种轴向运动,为内旋压、张力旋压复合工艺采用牵引机构提供运动空间,实现了内旋压牵引机构和旋轮机构共轴线且相互独立运动,为实现复合旋压工艺提供了保证。
一种带内外环加强筋的筒体内旋压成形方法.pdf
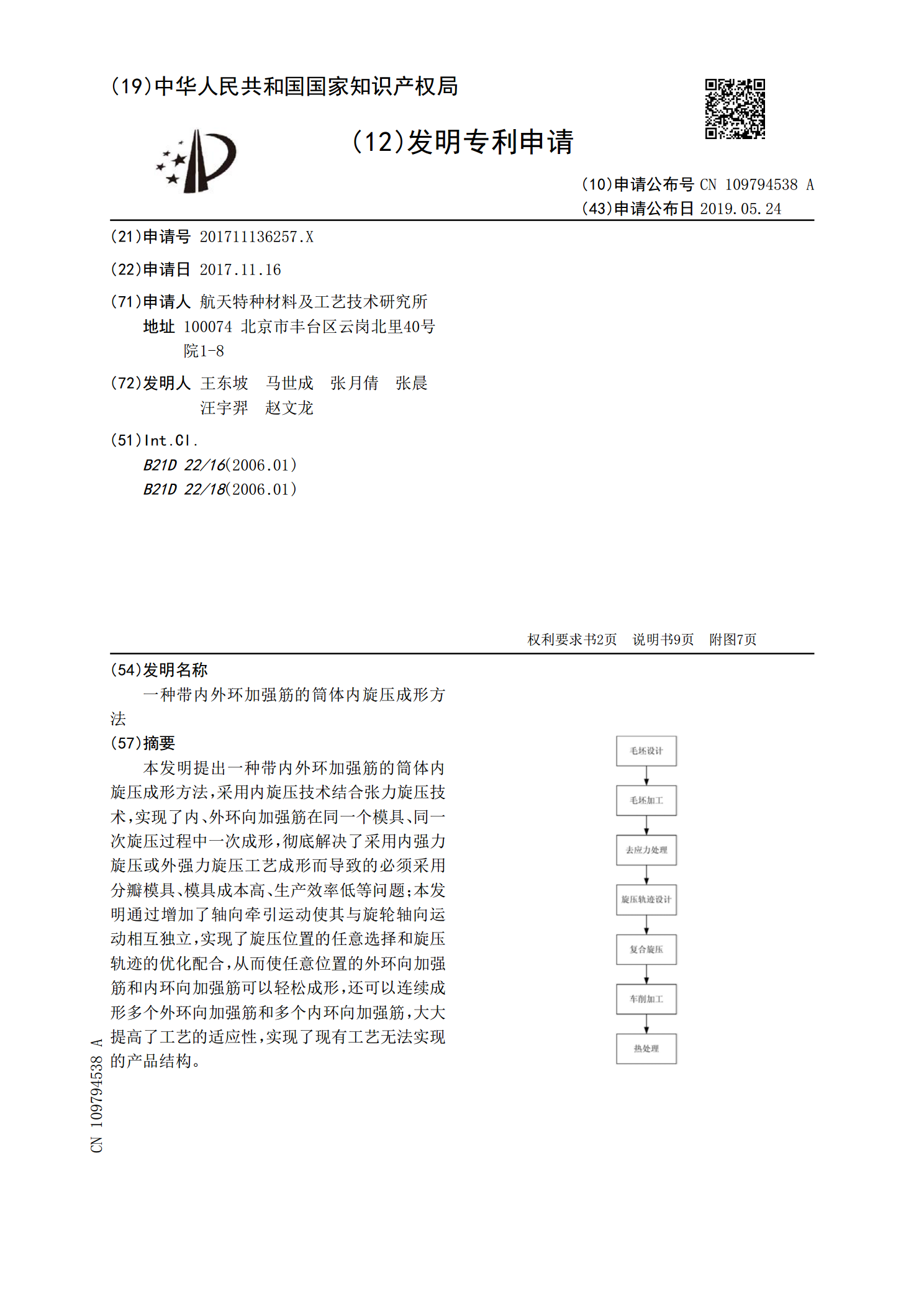
本发明提出一种带内外环加强筋的筒体内旋压成形方法,采用内旋压技术结合张力旋压技术,实现了内、外环向加强筋在同一个模具、同一次旋压过程中一次成形,彻底解决了采用内强力旋压或外强力旋压工艺成形而导致的必须采用分瓣模具、模具成本高、生产效率低等问题;本发明通过增加了轴向牵引运动使其与旋轮轴向运动相互独立,实现了旋压位置的任意选择和旋压轨迹的优化配合,从而使任意位置的外环向加强筋和内环向加强筋可以轻松成形,还可以连续成形多个外环向加强筋和多个内环向加强筋,大大提高了工艺的适应性,实现了现有工艺无法实现的产品结构。
一种旋压成形加工装置及旋压成形方法.pdf
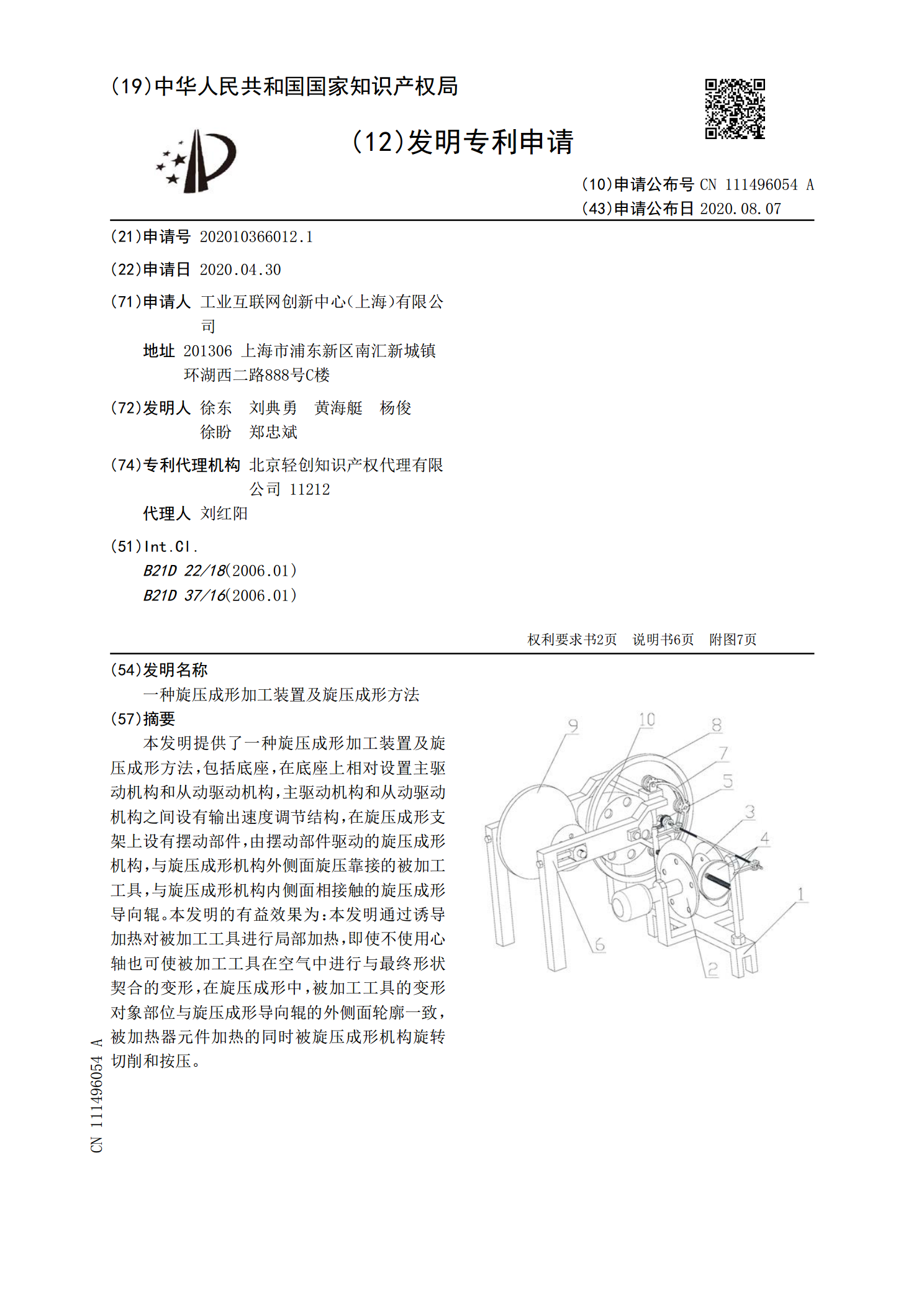
本发明提供了一种旋压成形加工装置及旋压成形方法,包括底座,在底座上相对设置主驱动机构和从动驱动机构,主驱动机构和从动驱动机构之间设有输出速度调节结构,在旋压成形支架上设有摆动部件,由摆动部件驱动的旋压成形机构,与旋压成形机构外侧面旋压靠接的被加工工具,与旋压成形机构内侧面相接触的旋压成形导向辊。本发明的有益效果为:本发明通过诱导加热对被加工工具进行局部加热,即使不使用心轴也可使被加工工具在空气中进行与最终形状契合的变形,在旋压成形中,被加工工具的变形对象部位与旋压成形导向辊的外侧面轮廓一致,被加热器元件加
一种带交叉筋薄壁筒段流动旋压模具及其成形方法.pdf
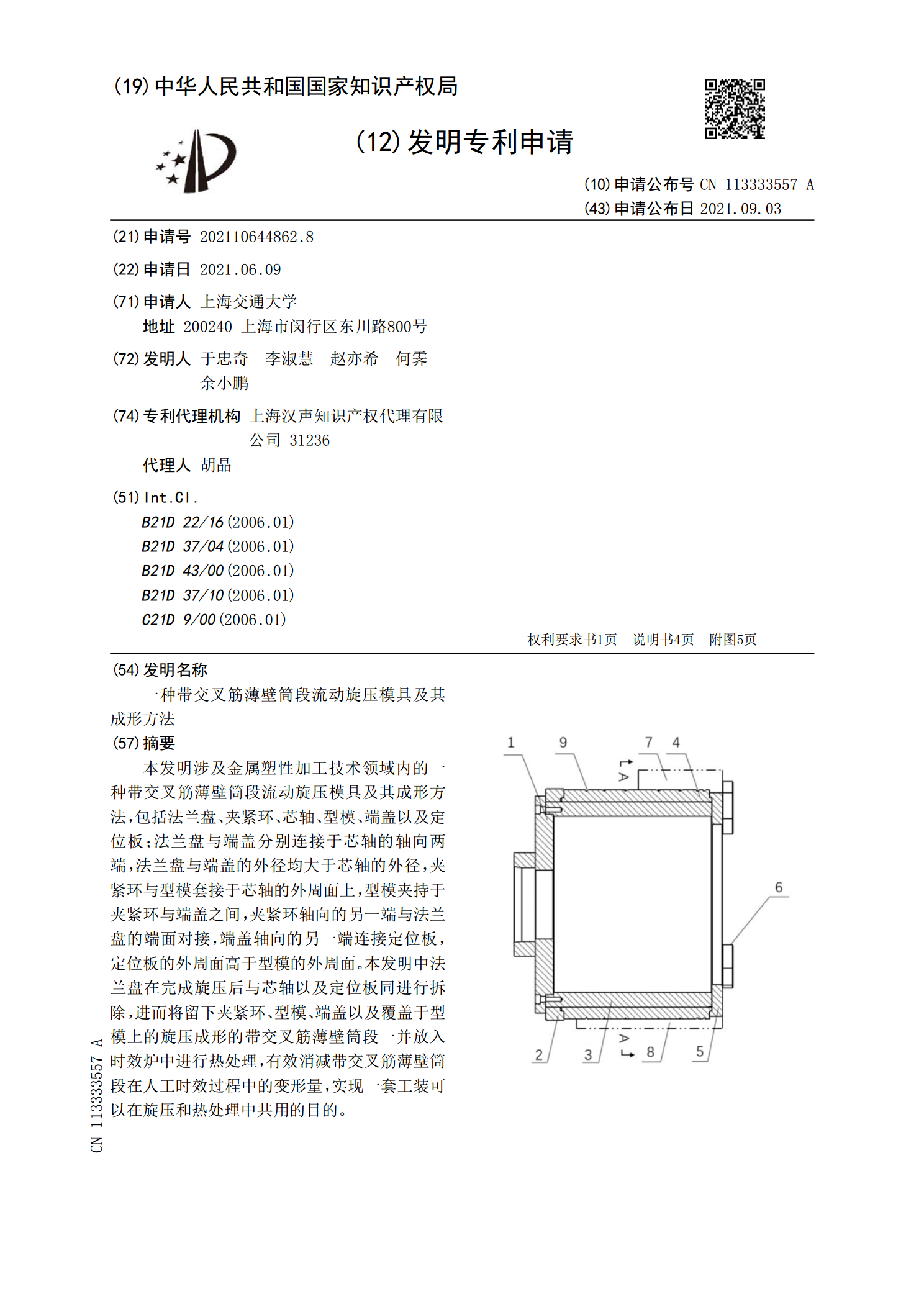
本发明涉及金属塑性加工技术领域内的一种带交叉筋薄壁筒段流动旋压模具及其成形方法,包括法兰盘、夹紧环、芯轴、型模、端盖以及定位板;法兰盘与端盖分别连接于芯轴的轴向两端,法兰盘与端盖的外径均大于芯轴的外径,夹紧环与型模套接于芯轴的外周面上,型模夹持于夹紧环与端盖之间,夹紧环轴向的另一端与法兰盘的端面对接,端盖轴向的另一端连接定位板,定位板的外周面高于型模的外周面。本发明中法兰盘在完成旋压后与芯轴以及定位板同进行拆除,进而将留下夹紧环、型模、端盖以及覆盖于型模上的旋压成形的带交叉筋薄壁筒段一并放入时效炉中进行热