
一种脉冲微波辅助动态支撑柔性成形装置及方法.pdf

努力****凌芹

1/8
2/8
3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种脉冲微波辅助动态支撑柔性成形装置及方法.pdf
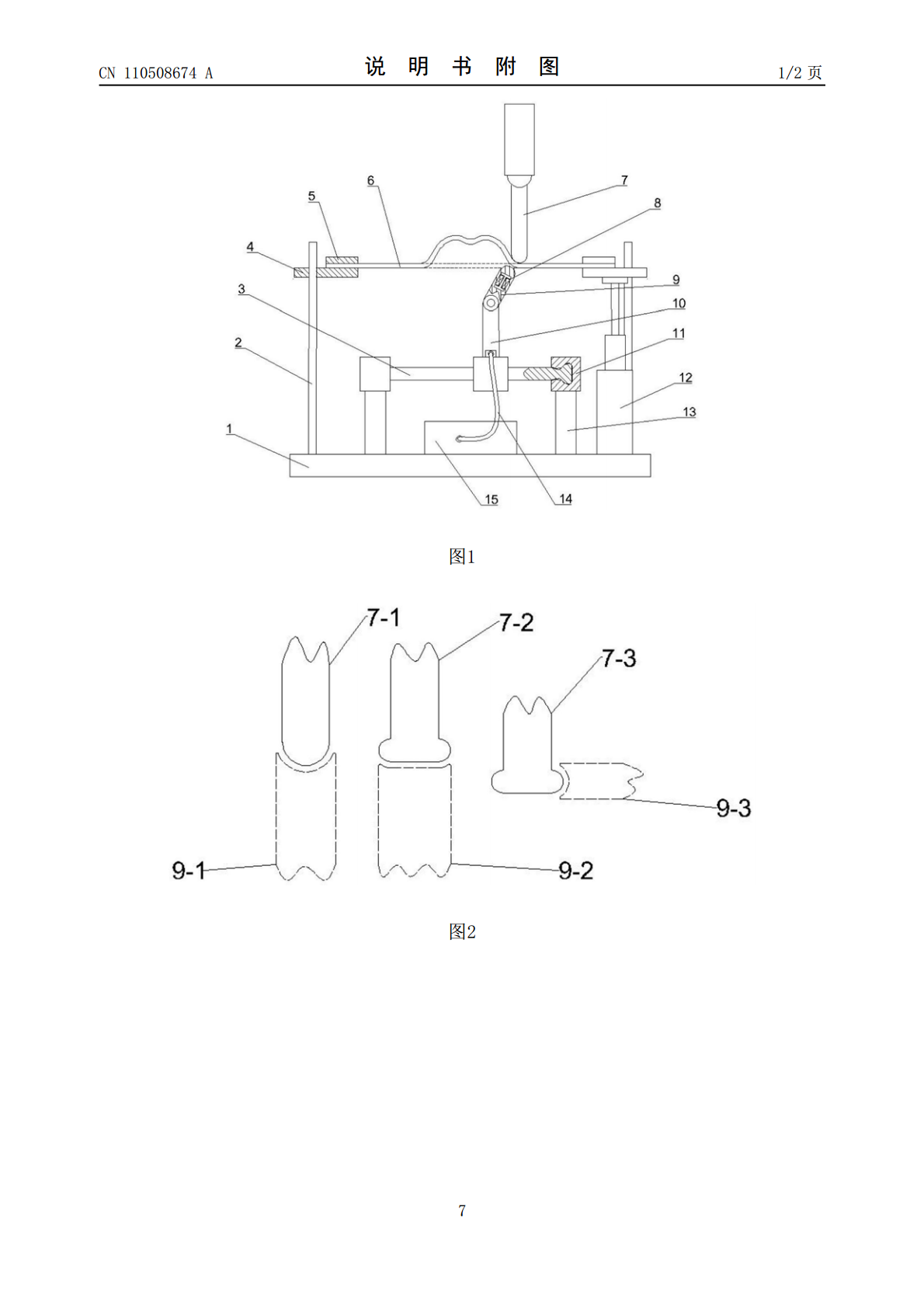
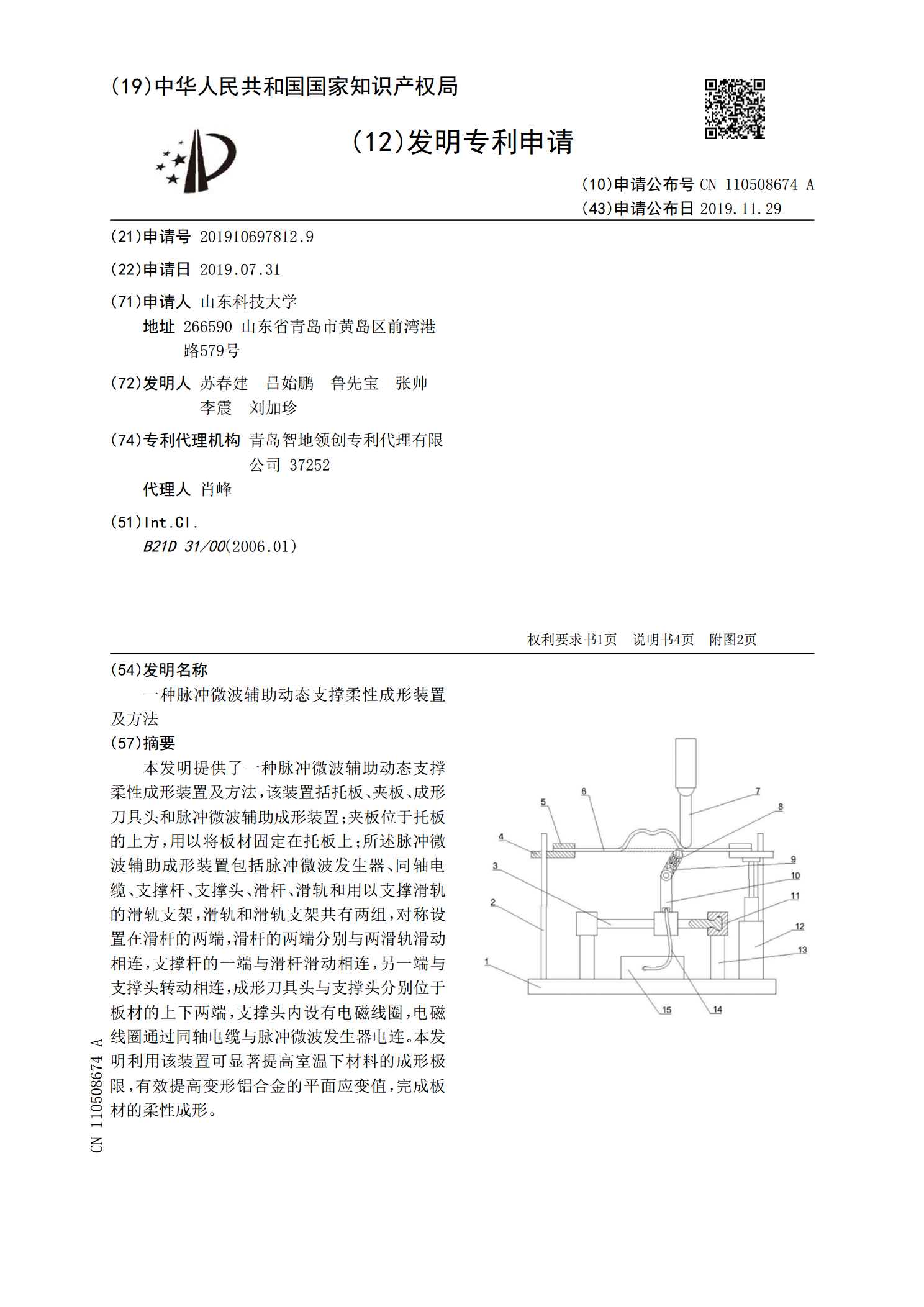
本发明提供了一种脉冲微波辅助动态支撑柔性成形装置及方法,该装置括托板、夹板、成形刀具头和脉冲微波辅助成形装置;夹板位于托板的上方,用以将板材固定在托板上;所述脉冲微波辅助成形装置包括脉冲微波发生器、同轴电缆、支撑杆、支撑头、滑杆、滑轨和用以支撑滑轨的滑轨支架,滑轨和滑轨支架共有两组,对称设置在滑杆的两端,滑杆的两端分别与两滑轨滑动相连,支撑杆的一端与滑杆滑动相连,另一端与支撑头转动相连,成形刀具头与支撑头分别位于板材的上下两端,支撑头内设有电磁线圈,电磁线圈通过同轴电缆与脉冲微波发生器电连。本发明利用该装

一种柔性支撑管材弯曲成形装置及其工艺方法.pdf
本发明涉及一种柔性支撑管材弯曲成形装置及其工艺方法,成形效率高,成形管材表面质量好,适用范围广泛。弯曲成形装置包括加热罩、液压缸、左堵头、管坯、动模调节杆、固定块、动模、颗粒物、右堵头、顶杆、固定钳、定轮凹模、转盘以及工作台。通过对管坯内部填充的颗粒状物质施压,保持管坯弯曲过程不出现失稳,弯曲过程中,模具与施压装置一起旋转,实现外径在20‑100mm,壁厚为0.2‑2mm,弯曲角度为0‑300

一种柔性支撑芯棒、支撑装置及弯管机器人成形控制方法.pdf
本发明公开了一种柔性支撑芯棒、支撑装置及弯管机器人成形控制方法,所述芯棒包括芯头、芯尾,所述芯头为橡胶材质,其在气压作用下体积会增大,其从外往内共两层,分别为疏松多孔橡胶层和原始橡胶层。通过牵引伺服电机、牵引轮、牵引线与芯棒的结构解决了机器人弯管成形过程中无法加入芯棒的问题,且芯棒的芯头采用疏松多孔橡胶层,便于芯棒抽芯与弯曲成形过程中的润滑作用;通过气压控制系统、进气线、芯棒组成的气压可控式充气芯棒结构实现了管材弯曲成形时弯曲段内部支撑力可调,可有效改善机器人弯管成形过程中管材发生截面畸变、失稳及破裂等缺

一种高通量动态微波辅助萃取装置.pdf
本发明涉及一种高通量动态微波辅助萃取装置,是一种利用微波能对多个样品进行同时萃取的装置。由储液器、变频微波炉、固相萃取装置和真空泵组成;变频微波炉内有放置样品管的试管架;固相萃取装置由试管架和固相萃取柱组成;试管架具有外壳和聚四氟乙烯盖板,在外壳的下端装有气阀并与真空泵相连,样品管的上端通过液体输送管和储液器相连,样品管的下端通过液体输送管与固相萃取柱连接;盖板上插有针阀,其下端伸入到试管中,其上端连接固相萃取柱;样品管、针阀、试管和固相萃取柱的数量相等,为1~20个。该萃取装置具有快速、高效和高通量等特
一种电脉冲辅助管材缩口增厚的成形装置及方法.pdf
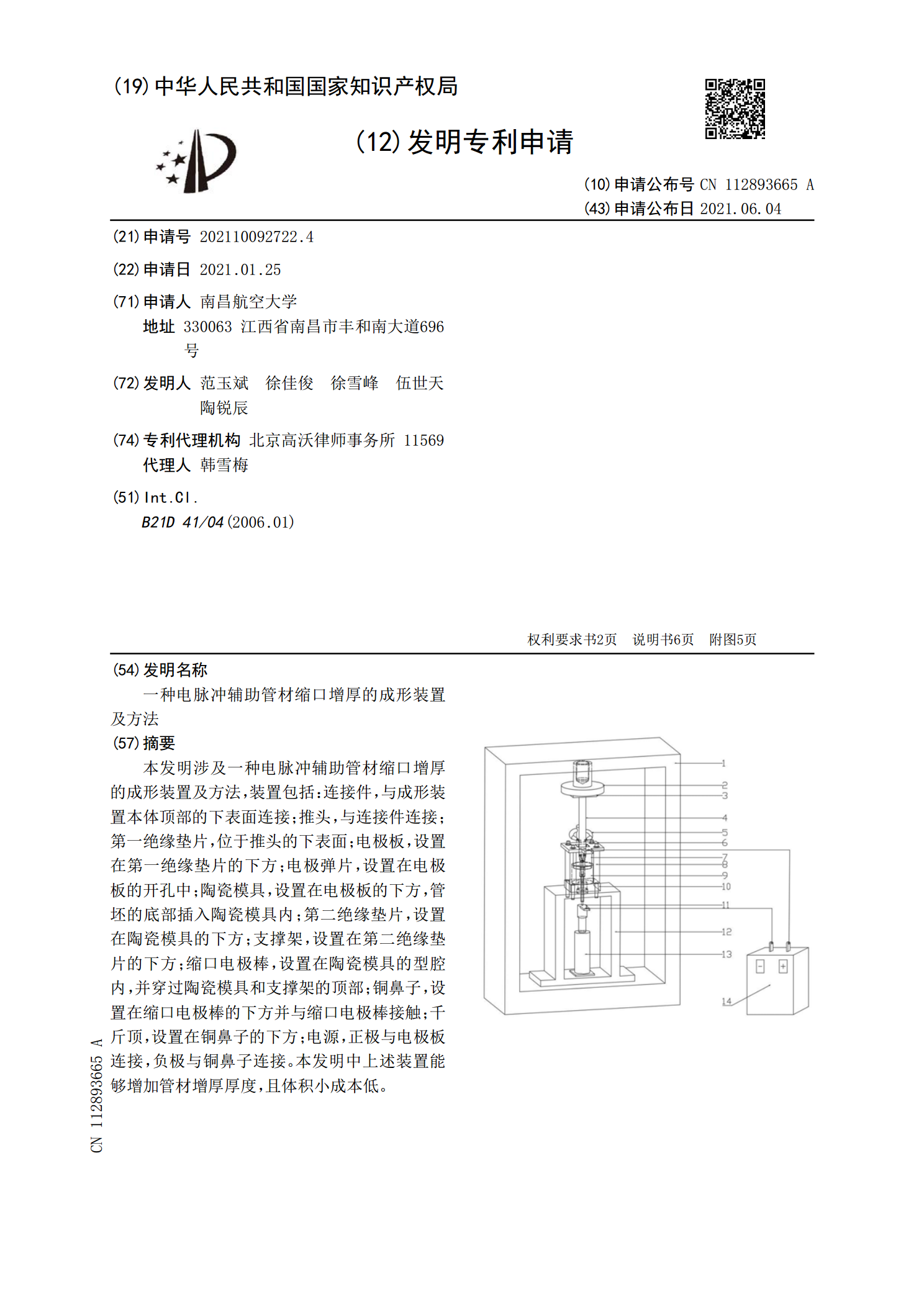
本发明涉及一种电脉冲辅助管材缩口增厚的成形装置及方法,装置包括:连接件,与成形装置本体顶部的下表面连接;推头,与连接件连接;第一绝缘垫片,位于推头的下表面;电极板,设置在第一绝缘垫片的下方;电极弹片,设置在电极板的开孔中;陶瓷模具,设置在电极板的下方,管坯的底部插入陶瓷模具内;第二绝缘垫片,设置在陶瓷模具的下方;支撑架,设置在第二绝缘垫片的下方;缩口电极棒,设置在陶瓷模具的型腔内,并穿过陶瓷模具和支撑架的顶部;铜鼻子,设置在缩口电极棒的下方并与缩口电极棒接触;千斤顶,设置在铜鼻子的下方;电源,正极与电极板