
一种电脉冲辅助管材缩口增厚的成形装置及方法.pdf

安双****文章


1/10

2/10
3/10

4/10

5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种电脉冲辅助管材缩口增厚的成形装置及方法.pdf
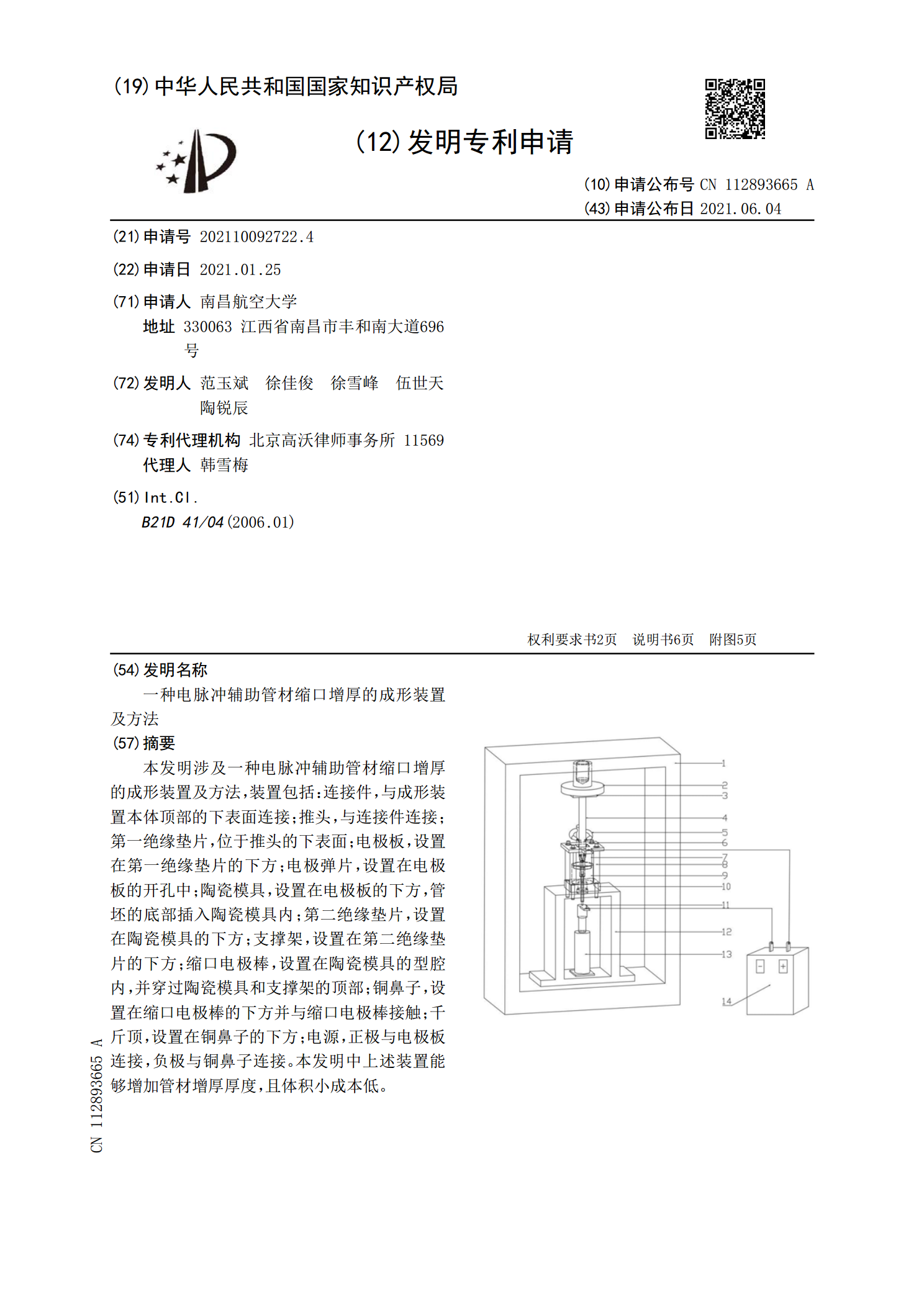
本发明涉及一种电脉冲辅助管材缩口增厚的成形装置及方法,装置包括:连接件,与成形装置本体顶部的下表面连接;推头,与连接件连接;第一绝缘垫片,位于推头的下表面;电极板,设置在第一绝缘垫片的下方;电极弹片,设置在电极板的开孔中;陶瓷模具,设置在电极板的下方,管坯的底部插入陶瓷模具内;第二绝缘垫片,设置在陶瓷模具的下方;支撑架,设置在第二绝缘垫片的下方;缩口电极棒,设置在陶瓷模具的型腔内,并穿过陶瓷模具和支撑架的顶部;铜鼻子,设置在缩口电极棒的下方并与缩口电极棒接触;千斤顶,设置在铜鼻子的下方;电源,正极与电极板

一种管材缩口机用机口调节装置.pdf
本发明公开了一种管材缩口机用机口调节装置,包括缩口机构和送料机构,缩口机构的一侧设有送料机构,缩口机构由横向滑槽、第一气缸、第一支撑座、缩口头、限位滑槽、移动夹头、传动轴、动力盘、传动皮带轮、检测环、动力电机、主动皮带轮、传动皮带、第二气缸、第二支撑座和缩口工作台组成,在上料丝杆和上料电机作用下,便于使管材顶出支撑箱,通过送料夹头和送料电机将管材送入缩口机内,无需人工送入,降低了工人的劳动强度,通过设置了缩口盘和检测环,便于对缩口后的管材进行检测,大大增加了管材加工质量,且通过动力电机对机口进行调节,结构

一种管材的多边形缩口装置.pdf
本发明公开了一种管材的多边形缩口装置,包括模头、滚轮、推力环、固定套、导向板及推力杆;本发明采用数块相同的模块组合成模头,且模块呈三角形状,模块的一角上设有滚轮、模块的正反面上对称设有导向棱;数块模块经滚轮对应设于推力环凹圆的滚轮座内,使模块及推力环相对于固定套及导向板做圆周运动,同时,模块的导向棱在导向板的导向槽内滑动,模块相对于滚轮摆动,使模块上的挤压面向圆心收拢,从而将设于数块模块中心的管材挤压出多边形的缩口,本发明由数块模块同时向圆心等距离收缩,具有管材圆周方向受力均匀、缩口效果较好、缩口成型美观

厚壁管温热缩口与管壁增厚的数值模拟研究.docx
厚壁管温热缩口与管壁增厚的数值模拟研究一、引言热力管道在实际应用中常常受到高温高压的作用,因此管道的安全性、可靠性和稳定性是设计、评估和维护工作中极为重要的问题。厚壁管被广泛应用于化工、电力、石油、石化等领域,在这些领域中,温度和压力的变化都相对较大,其管道的内外面积一般都有不同程度的热缩口,因此厚壁管温热缩口与管壁增厚的数值模拟研究尤为重要。本文将主要探讨厚壁管的温热缩口与管壁增厚的数值模拟研究。二、研究背景厚壁管作为一种常见的管道结构,在许多行业中都有广泛的应用。在这些应用中,管道的内外表面温度通常不

一种电脉冲辅助旋压成形机床.pdf
本发明公开了一种电脉冲辅助旋压成形机床,包括机床本体、高能脉冲电源和控制单元,机床本体的两端分别固定有床头箱和尾顶,床头箱的主轴上安装有芯模,主轴、芯模和尾顶的中心线重合,芯模和尾顶两侧各设有一个可在机床本体上移动的移动平台,各移动平台上均安装有可转动的旋轮座,各旋轮座上均安装有旋轮,高能脉冲电源的正极和负极通过电刷分别与芯模和各旋轮连接,电刷与旋轮的接触面形状为开口圆环形,控制单元对机床本体上各部件的运动进行CNC控制。本发明通过在芯模和旋轮之间施加高能脉冲电流,从而在芯模、工件、旋轮之间形成最短电流通