
焊接H型钢组装.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊接H型钢组装.docx
3.1焊接H型钢组装2010-10-0117:30:09阅读111评论0字号:大中小订阅3.1.1适用范围本规程适用于钢结构构件采用焊接H型钢的施工工艺。3.1.2施工准备1、主要材料(1)钢材的品种、规格、性能应符合设计要求和国家现行有关产品标准的规定;进口钢材产品的质量应符合设计和合同规定的要求;均应具有产品质量合格证明文件。材料进厂后,公司检测中心应及时对钢材的表面质量、化学成分及机械性能进行检验。钢材进入车间时,应对其规格、表面质量进行复查合格后方可施工。(2)焊接材料包括焊条、焊丝、焊剂和焊接保
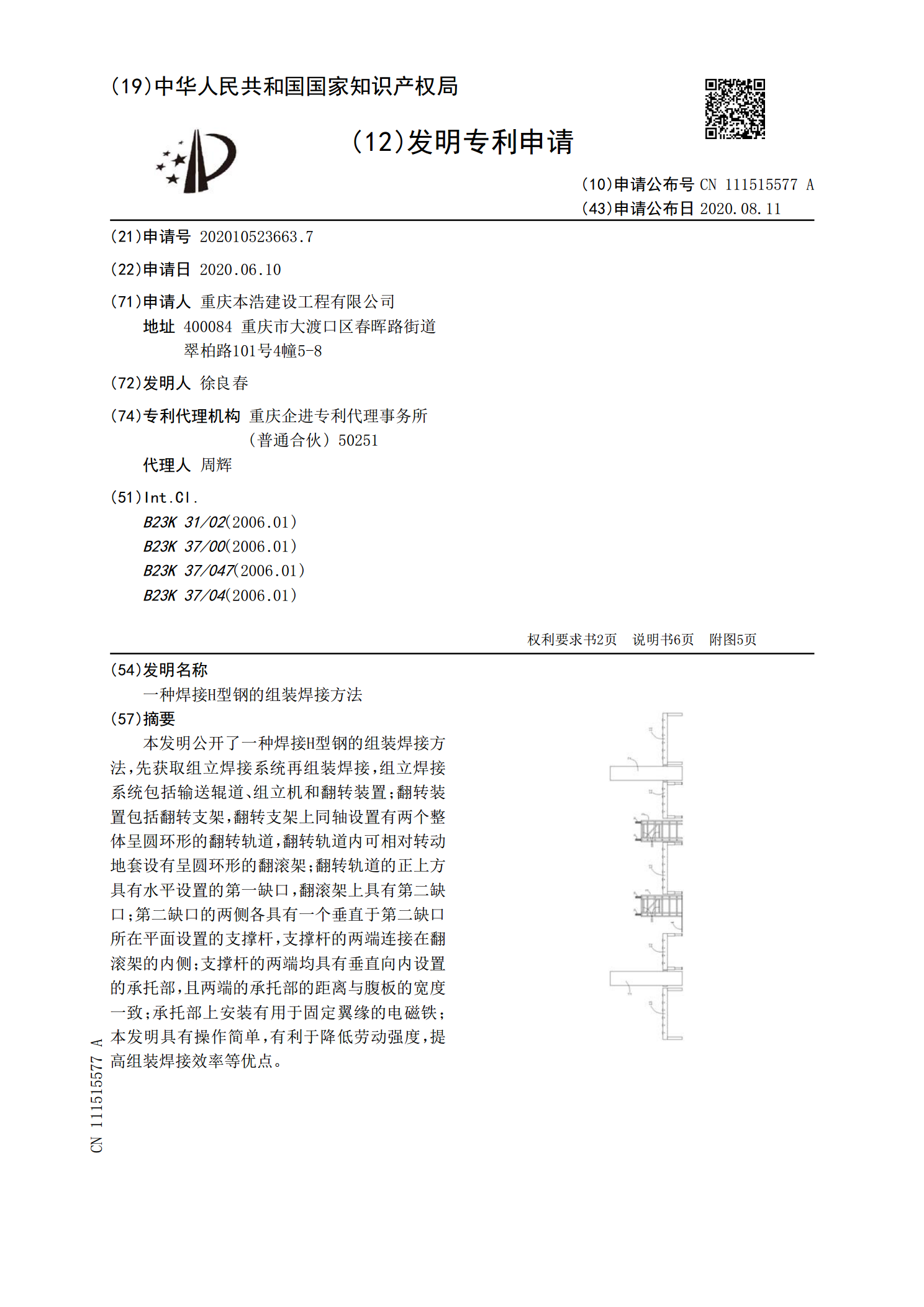
一种焊接H型钢的组装焊接方法.pdf
本发明公开了一种焊接H型钢的组装焊接方法,先获取组立焊接系统再组装焊接,组立焊接系统包括输送辊道、组立机和翻转装置;翻转装置包括翻转支架,翻转支架上同轴设置有两个整体呈圆环形的翻转轨道,翻转轨道内可相对转动地套设有呈圆环形的翻滚架;翻转轨道的正上方具有水平设置的第一缺口,翻滚架上具有第二缺口;第二缺口的两侧各具有一个垂直于第二缺口所在平面设置的支撑杆,支撑杆的两端连接在翻滚架的内侧;支撑杆的两端均具有垂直向内设置的承托部,且两端的承托部的距离与腹板的宽度一致;承托部上安装有用于固定翼缘的电磁铁;本发明具有
H型钢组装基本工艺.doc
组装工艺编号:LR-ZCGY-ZZ-004编制:审核:日期:1.号料钢材材质:a.钢板:钢板厚度t≤16时,材质为Q345B;16<t≤30时材质为Q345C;时,30<t<40时材质为Q345GJC,t≥40时材质为Q345GJC且厚度方向为Z15。b.型钢:H型钢材质为Q345C,且单个规格使用<60t时材质为Q345B;槽钢材质为Q345B;角钢材质为Q235B。1.2放样人员开草图时,必要先看清晰图纸中构件材质、板厚、尺寸,发现问题及时找技术人员解决,未经技术人员批准任何人不得擅自修改图纸中构件材

H型钢翻转焊接装置.pdf
本发明公开了一种H型钢翻转焊接装置。包括平行设置的两个立柱,水平设置的旋转轴的两端分别通过轴承安装在两个立柱的顶端,在旋转轴上固定安装有水平设置的旋转框架,在旋转轴靠近一侧立柱的一端固定安装有扇形齿轮,扇形齿轮与设在该侧立柱上的电机的输出轴上的小齿轮啮合连接,在另一侧立柱上设有将旋转框架进行定位的定位锁止装置,在旋转轴两侧的旋转框架上沿旋转轴的轴向设有待加工H型钢的限位固定装置,在旋转框架下方设有与旋转框架配合的举升装置,电机、举升装置分别与控制装置相连。本发明采用上述结构,操作方便,所需劳动力大大减少,

H型钢焊接裂纹探讨.docx
H型钢焊接裂纹探讨H型钢作为一种建筑材料,广泛应用于各种工程中,如桥梁、建筑、机器制造等领域。但在使用过程中,H型钢容易出现焊接裂纹问题,严重影响了使用寿命和安全性。本文就H型钢焊接裂纹的原因和预防措施进行探讨。一、H型钢焊接裂纹原因1.氢致裂纹H型钢焊接中存在着氢致裂纹的问题。这是由于焊接过程中,氢被吸附在焊接接头中,在冷却过程中,氢会析出,产生渗透应力,导致接头产生裂纹。2.热裂纹H型钢焊接中,热裂纹通常发生在高温区域,如焊缝和加热区域。因为这些区域温度高,容易产生变形和应力,导致焊接接头出现裂纹。3