
一种环形筒体安装座的焊接工装及焊接方法.pdf

努力****甲寅

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种环形筒体安装座的焊接工装及焊接方法.pdf
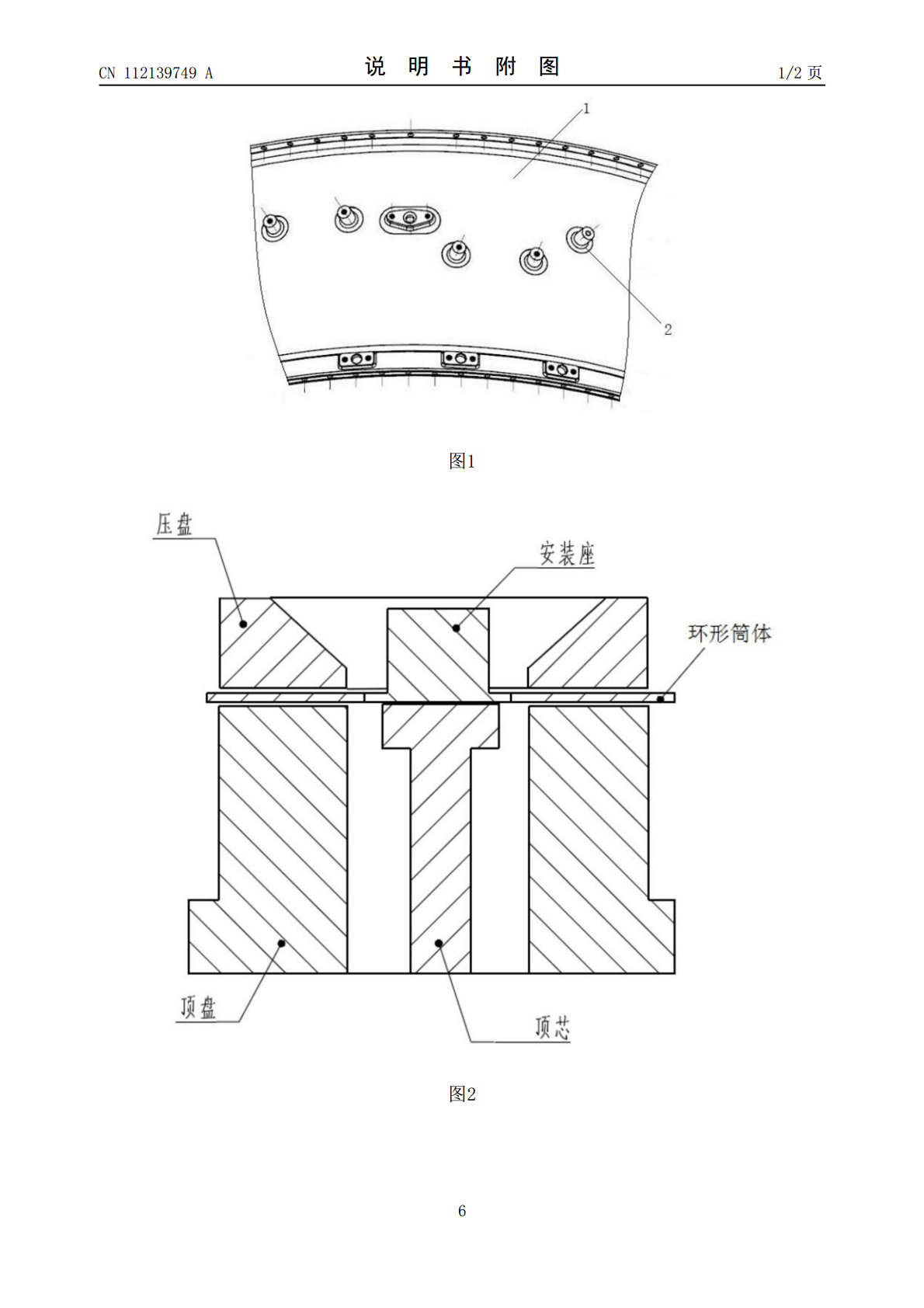
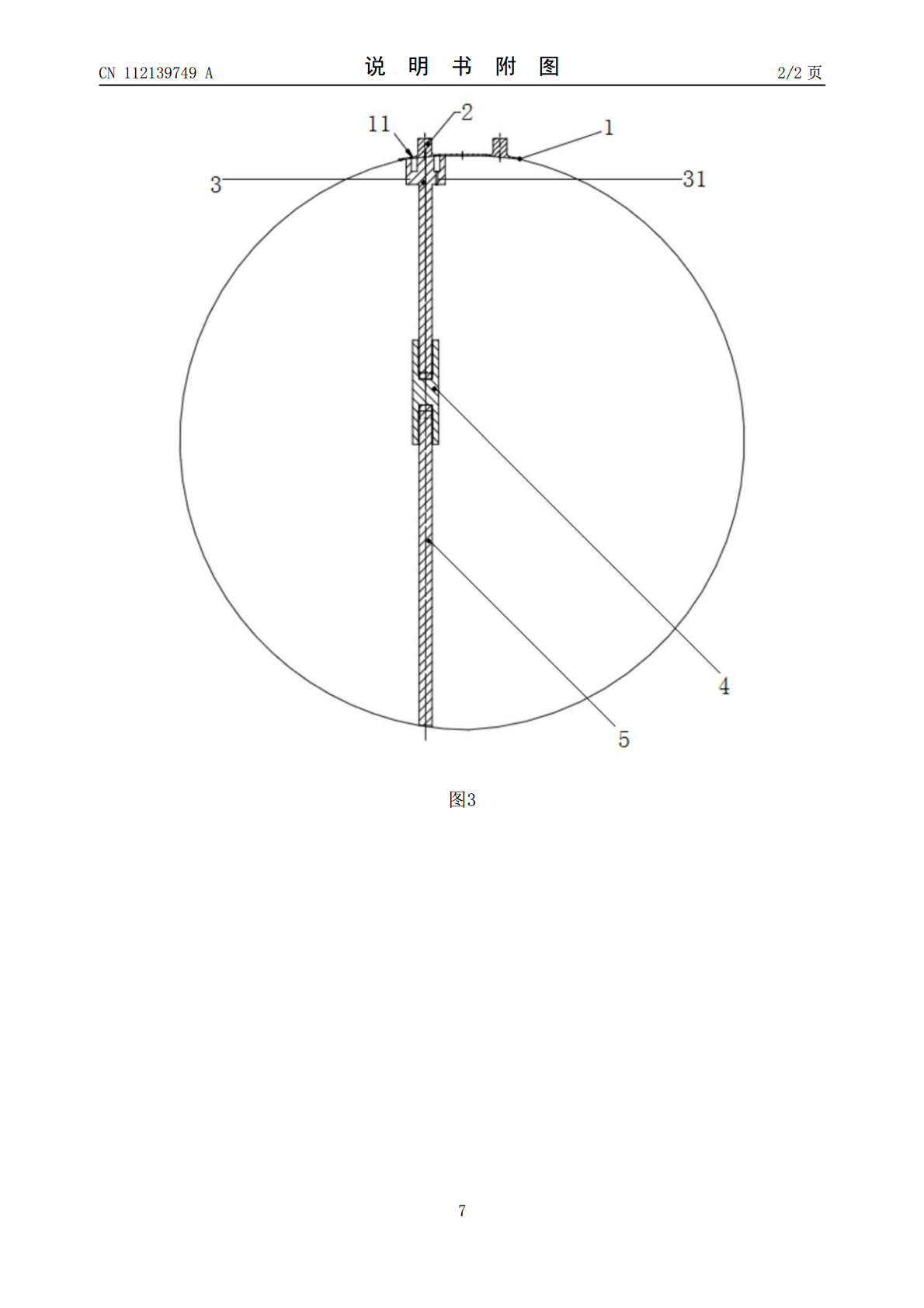
本发明公开了一种环形筒体安装座的焊接工装及焊接方法,属于航空配件安装技术领域,包括:顶块;升降机构;所述升降机构包括螺纹套筒、上支撑杆、下支撑杆;由于通过旋转螺纹套筒调整上支撑杆、下支撑杆彼此之间的距离,来调整安装座与环形筒体底孔边缘接触,解决了G形架不能实现对安装座高度调节,存在安装座与环形筒体之间的安装位置的匹配差的问题,使得焊接质量满足了要求;本发明的有益效果在于:由于顶块是从环形筒体的内面对安装座进行定位支撑,解决了G形架的压盘在环形筒体外部被间隔小的安装座位置干涉的问题,实现了对安装座焊接时的支
一种筒体工件环形焊接用工装夹具.pdf
本发明公开了一种筒体工件环形焊接用工装夹具,涉及工装夹具技术领域,包括支架、电机和连接板,所述连接板中心设有转轴,所述电机通过链条传动带动转轴旋转,所述连接板上垂直设有两根支杆,支杆末端设有工件固定板,所述工件固定板后侧设有旋转气缸,旋转气缸的导杆垂直穿过固定板,导杆末端设有固定工件的梯形夹头。本发明能够牢固固定待焊工件,并通过脚踏开关控制夹具的旋转,有效避免焊缝的产生,保证焊接质量。
一种钛合金列管筒体与安装座焊接的方法.pdf
本发明公开了一种钛合金列管筒体与安装座焊接的方法,包括按尺寸将钛板进行卷圆,调整焊接胀形模胎的外径尺寸,并将卷圆钛板装在焊接胀形模胎上;通入氩气,间隔一定距离进行氩弧焊定位;在焊枪上增加焊接保护托罩,进行钛合金筒体的焊接;找正安装座与筒体的相对位置,并将所有安装座进行定位焊;以快速焊、对称焊的方式进行安装座的焊接;保持筒体在退火胀形模胎上的胀紧状态,在真空炉内退火,保温结束后,随炉冷却到设定温度后开启充氩冷却模式,气冷到设定温度以下后出炉。本发明解决了钛合金列管筒体与安装座焊接时多条焊缝焊接之后的变形问题
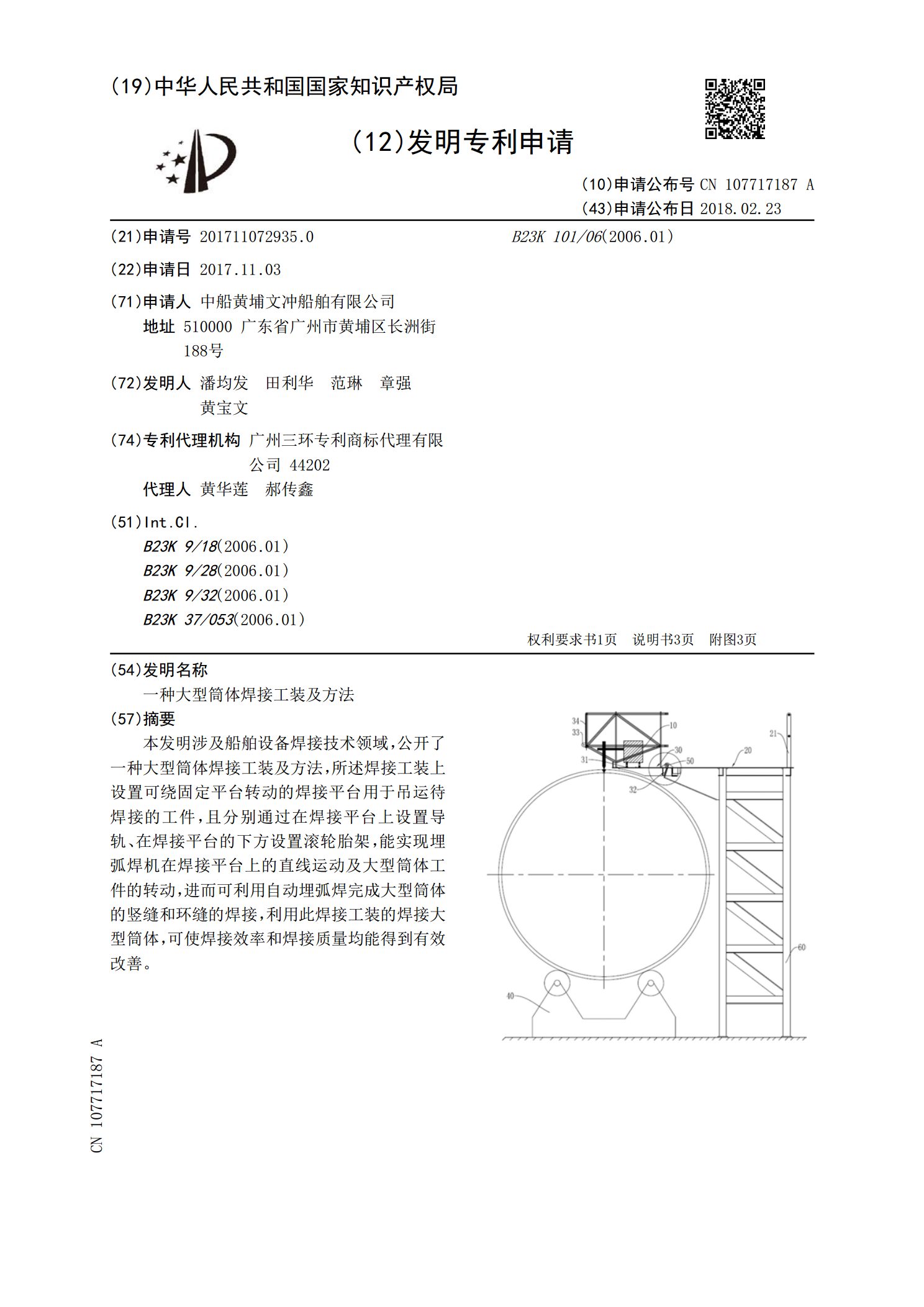
一种大型筒体焊接工装及方法.pdf
本发明涉及船舶设备焊接技术领域,公开了一种大型筒体焊接工装及方法,所述焊接工装上设置可绕固定平台转动的焊接平台用于吊运待焊接的工件,且分别通过在焊接平台上设置导轨、在焊接平台的下方设置滚轮胎架,能实现埋弧焊机在焊接平台上的直线运动及大型筒体工件的转动,进而可利用自动埋弧焊完成大型筒体的竖缝和环缝的焊接,利用此焊接工装的焊接大型筒体,可使焊接效率和焊接质量均能得到有效改善。
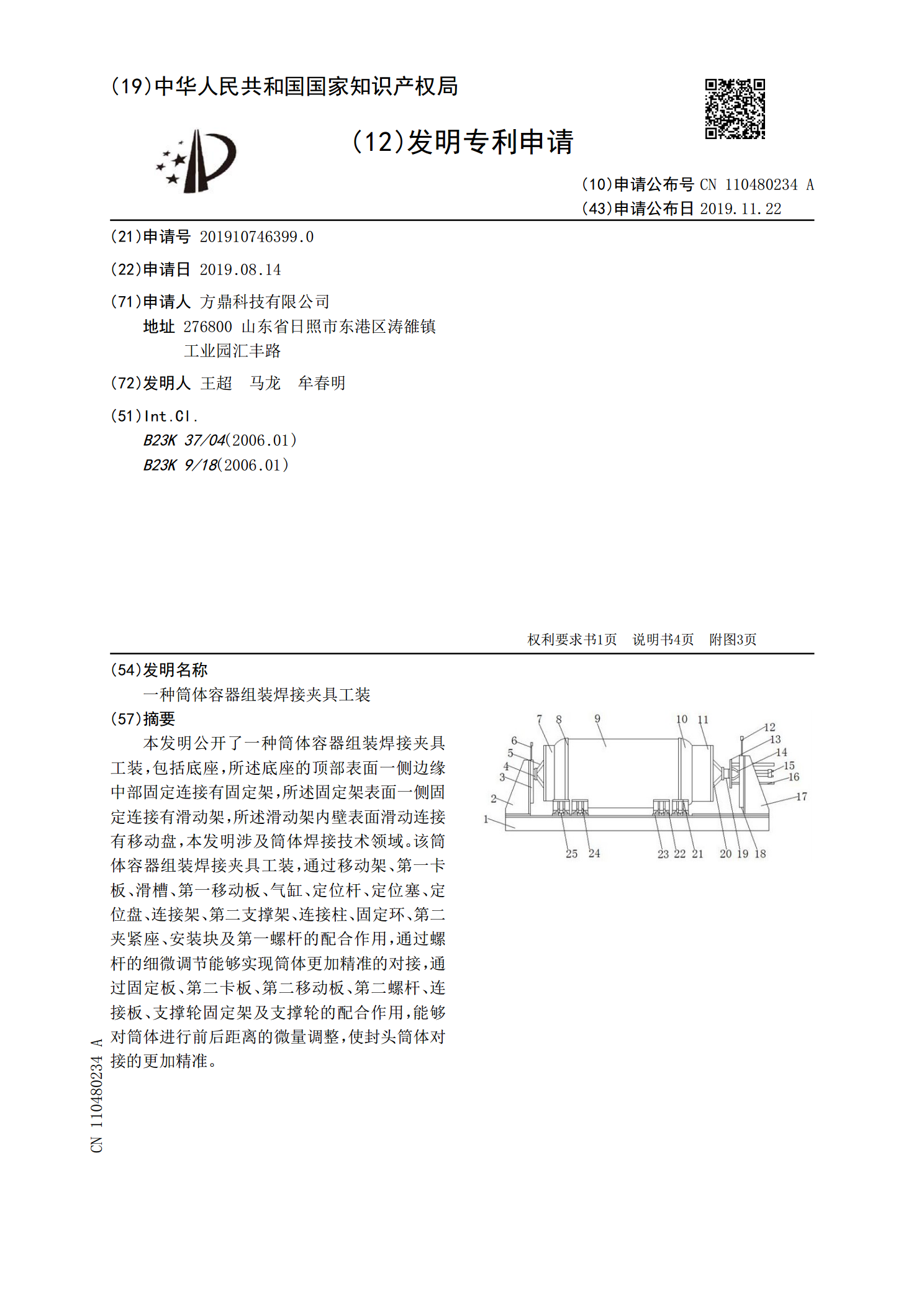
一种筒体容器组装焊接夹具工装.pdf
本发明公开了一种筒体容器组装焊接夹具工装,包括底座,所述底座的顶部表面一侧边缘中部固定连接有固定架,所述固定架表面一侧固定连接有滑动架,所述滑动架内壁表面滑动连接有移动盘,本发明涉及筒体焊接技术领域。该筒体容器组装焊接夹具工装,通过移动架、第一卡板、滑槽、第一移动板、气缸、定位杆、定位塞、定位盘、连接架、第二支撑架、连接柱、固定环、第二夹紧座、安装块及第一螺杆的配合作用,通过螺杆的细微调节能够实现筒体更加精准的对接,通过固定板、第二卡板、第二移动板、第二螺杆、连接板、支撑轮固定架及支撑轮的配合作用,能够对