
一种加工凡尔座的新工艺方法及装置.pdf

元枫****文章

1/10
2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种加工凡尔座的新工艺方法及装置.pdf
本发明提供一种加工凡尔座的新工艺方法及装置,包括安装框、自适应支撑装置和自动定位座,所述自动定位座包括安装板、安装座和压板,该加工凡尔座的新工艺方法及装置设计合理,自动定位座的外边侧安装若干个固定座,固定座的凸型伸缩槽内安装了能够伸缩的定位支撑杆,每个定位支撑杆由对应的凸型推油杆通过液压油带动伸缩,当顶动压板时,各个凸型推油杆同步运行,因此,各个定位支撑杆的伸缩量均相同,将凡尔座外壳套设在自动定位座上后,当自适应支撑装置的伸缩顶杆顶动压板,各个定位支撑杆将凡尔座外壳支撑起并对其进行定位,使其中心线与自动定

一种凡尔座尺寸自动检测装置.pdf
(19)国家知识产权局(12)发明专利申请(10)申请公布号CN116026274A(43)申请公布日2023.04.28(21)申请号202310322219.2(22)申请日2023.03.29(71)申请人济南宝山石油设备有限公司地址250217山东省济南市章丘区官庄街道东张村(72)发明人马乃厚宫承钊李明霞杨喜磊刘兆东刘炳财李守宾景慎岽祁云霞张青青孟风君(74)专利代理机构济南河川专利代理事务所(普通合伙)37395专利代理师肖健(51)Int.Cl.G01B21/20(2006.01)G01B2
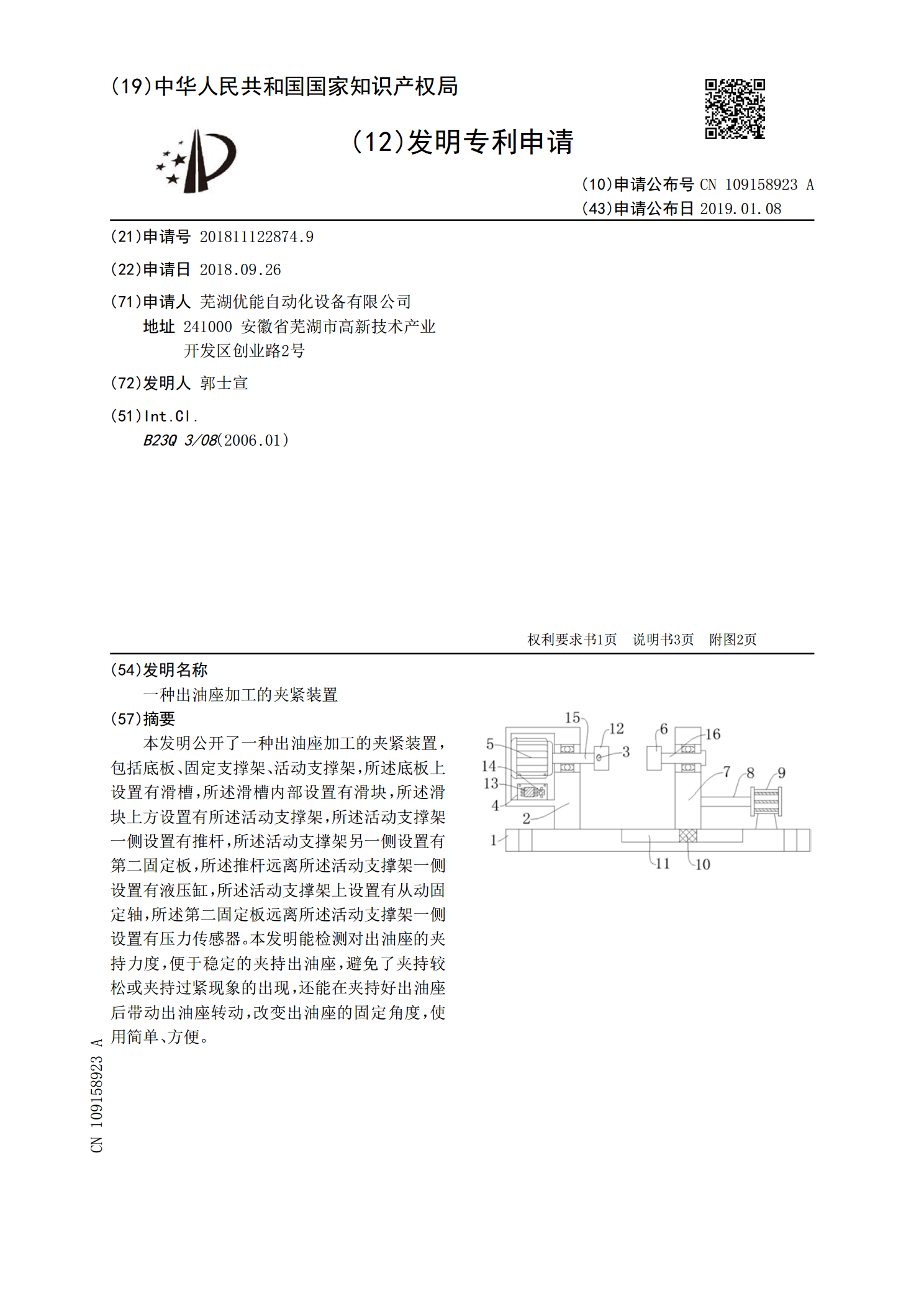
一种出油座加工的夹紧装置.pdf
本发明公开了一种出油座加工的夹紧装置,包括底板、固定支撑架、活动支撑架,所述底板上设置有滑槽,所述滑槽内部设置有滑块,所述滑块上方设置有所述活动支撑架,所述活动支撑架一侧设置有推杆,所述活动支撑架另一侧设置有第二固定板,所述推杆远离所述活动支撑架一侧设置有液压缸,所述活动支撑架上设置有从动固定轴,所述第二固定板远离所述活动支撑架一侧设置有压力传感器。本发明能检测对出油座的夹持力度,便于稳定的夹持出油座,避免了夹持较松或夹持过紧现象的出现,还能在夹持好出油座后带动出油座转动,改变出油座的固定角度,使用简单、

一种活门座的加工方法.pdf
本发明公开了一种活门座的加工方法,包括以下步骤:S1、根据设计参数制作毛坏件;S2、进行内孔的钻孔粗加工,为镗孔留有余量;S3、进行外部台阶面的粗车,为后续精加工留有余量;S4、采用镗刀对内孔以及外部台阶面进行精加工一次成型,解决现有技术中活门座加工容易出现接刀痕、加工刀具成本高以及加工效率低的技术问题。
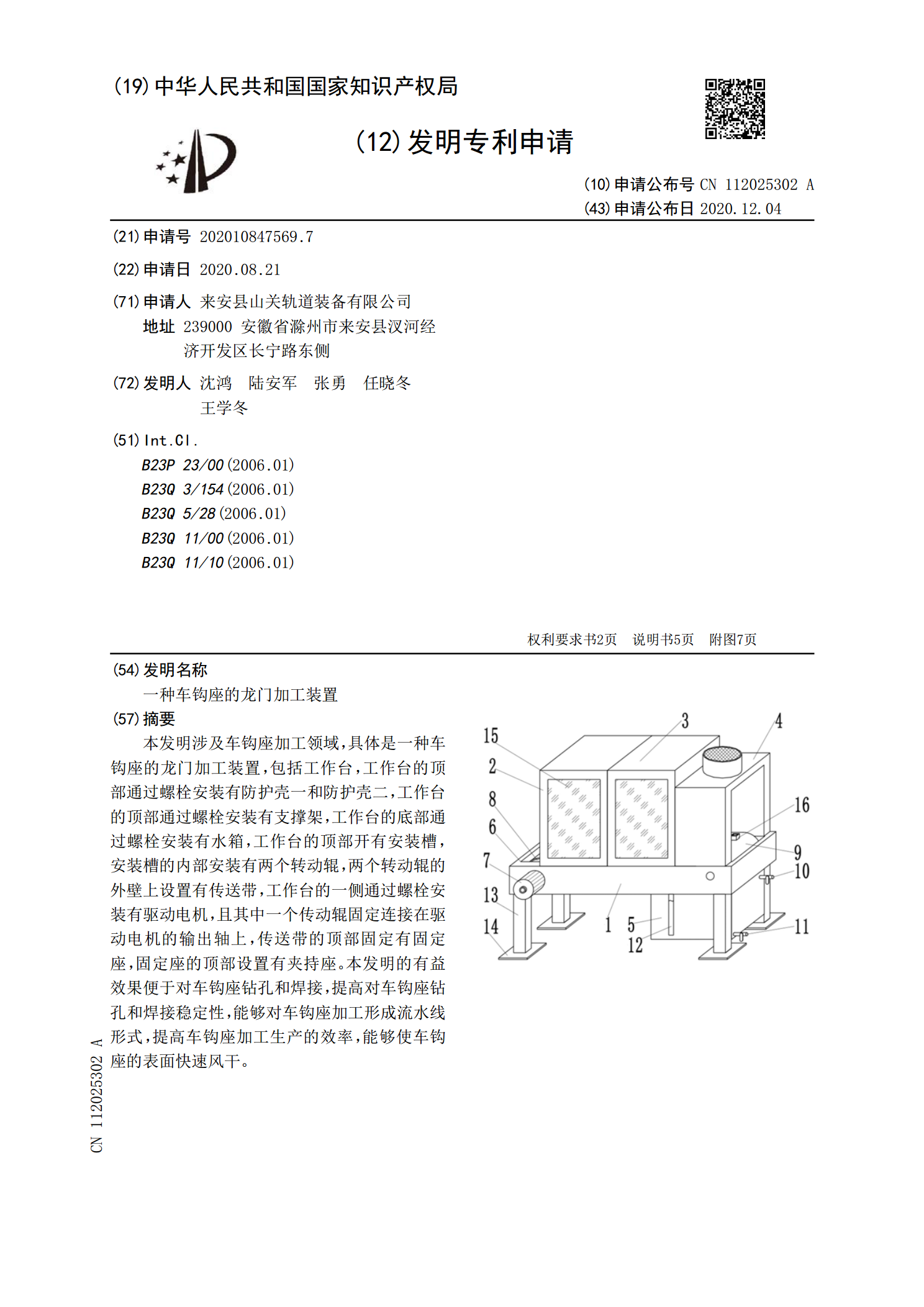
一种车钩座的龙门加工装置.pdf
本发明涉及车钩座加工领域,具体是一种车钩座的龙门加工装置,包括工作台,工作台的顶部通过螺栓安装有防护壳一和防护壳二,工作台的顶部通过螺栓安装有支撑架,工作台的底部通过螺栓安装有水箱,工作台的顶部开有安装槽,安装槽的内部安装有两个转动辊,两个转动辊的外壁上设置有传送带,工作台的一侧通过螺栓安装有驱动电机,且其中一个传动辊固定连接在驱动电机的输出轴上,传送带的顶部固定有固定座,固定座的顶部设置有夹持座。本发明的有益效果便于对车钩座钻孔和焊接,提高对车钩座钻孔和焊接稳定性,能够对车钩座加工形成流水线形式,提高车