
一种活门座的加工方法.pdf

秋花****姐姐


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种活门座的加工方法.pdf
本发明公开了一种活门座的加工方法,包括以下步骤:S1、根据设计参数制作毛坏件;S2、进行内孔的钻孔粗加工,为镗孔留有余量;S3、进行外部台阶面的粗车,为后续精加工留有余量;S4、采用镗刀对内孔以及外部台阶面进行精加工一次成型,解决现有技术中活门座加工容易出现接刀痕、加工刀具成本高以及加工效率低的技术问题。
一种活门座壳体喷砂工装.pdf
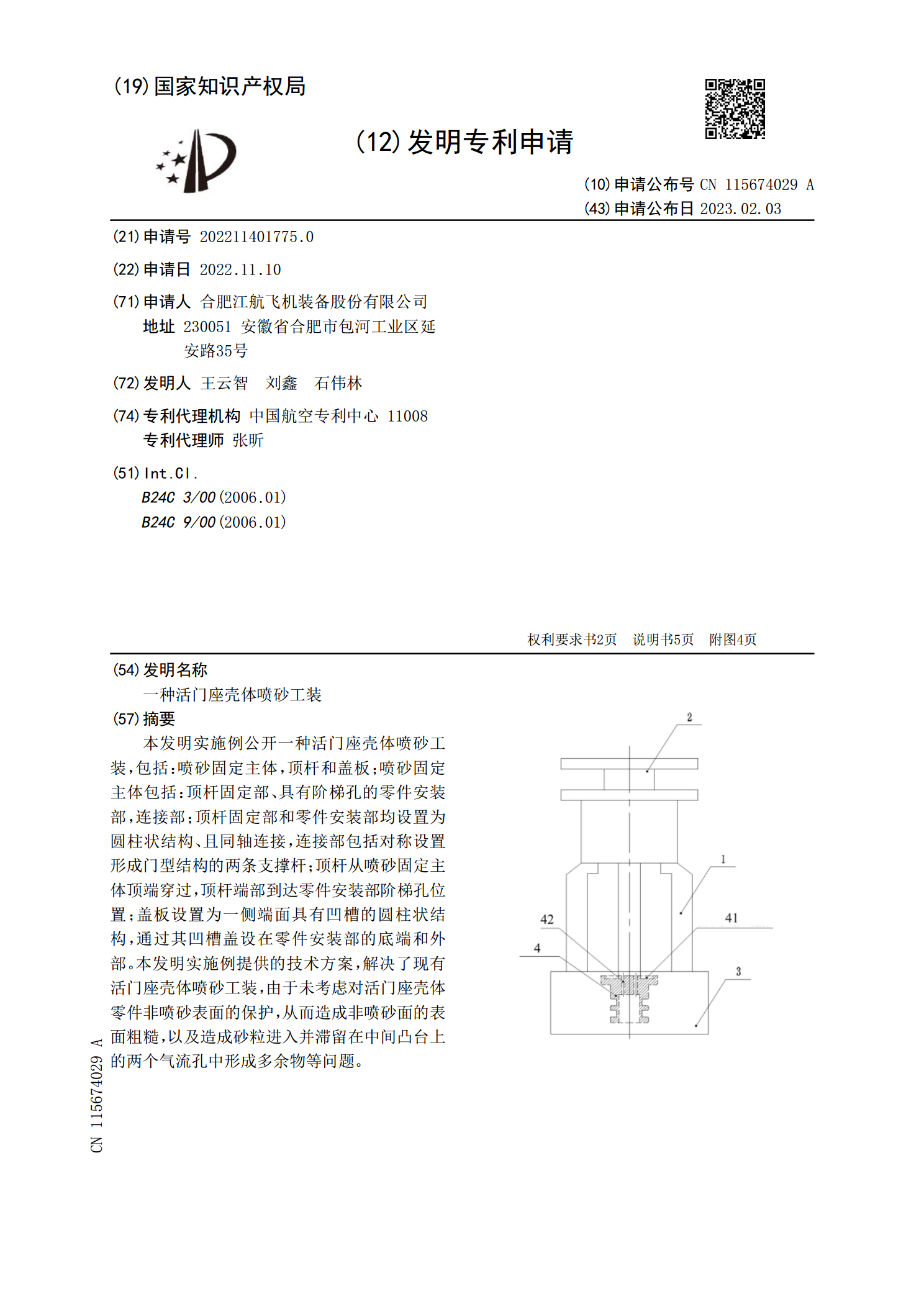
本发明实施例公开一种活门座壳体喷砂工装,包括:喷砂固定主体,顶杆和盖板;喷砂固定主体包括:顶杆固定部、具有阶梯孔的零件安装部,连接部;顶杆固定部和零件安装部均设置为圆柱状结构、且同轴连接,连接部包括对称设置形成门型结构的两条支撑杆;顶杆从喷砂固定主体顶端穿过,顶杆端部到达零件安装部阶梯孔位置;盖板设置为一侧端面具有凹槽的圆柱状结构,通过其凹槽盖设在零件安装部的底端和外部。本发明实施例提供的技术方案,解决了现有活门座壳体喷砂工装,由于未考虑对活门座壳体零件非喷砂表面的保护,从而造成非喷砂面的表面粗糙,以及造

一种滑阀式活门组件加工方法的研究.docx
一种滑阀式活门组件加工方法的研究论文题目:一种滑阀式活门组件加工方法的研究摘要:本文主要研究了一种滑阀式活门组件加工方法。在现代制造工业中,滑阀式活门如阀门、气门等广泛应用,因其性能稳定、可靠和寿命长等优点。本文通过对加工方法的研究,设计并制作了一种高效、精确和可靠的滑阀式活门组件。首先,对滑阀式活门的工作原理和组成结构进行了介绍和分析,确定了加工过程中需要考虑的主要因素。然后,针对加工方法进行了详细的研究,包括工艺流程、加工精度控制、工艺参数选取等。在实验中,本文采用了数控加工技术和自动化生产线,使得加

一种轴承座的加工方法.pdf
本发明涉及一种连铸机轴承座的加工方法,其包括:对轴承座本体依次进行毛坯粗铣、粗车内孔、铣水冷槽、钻水孔后,清除打磨水槽、水孔毛刺,然后送入高温炉加热4小时,且保持轴承座本体的温度为120~150℃,最后进入焊接程序;焊接程序:采用手工氩弧焊密封焊接所述不锈钢盖板,然后保温;轴承座本体的前、后平面在磨床上精磨至图纸尺寸,然后通过夹具以后平面为基准磨轴承座本体的底面,把前、后平面与底面的垂直度控制在±0.05mm范围内;采用线切割的加工方法加工所述底面上的键槽,然后以底面键槽为基准,通过夹具来控制中心高和对称
一种量具支撑座的加工方法.pdf
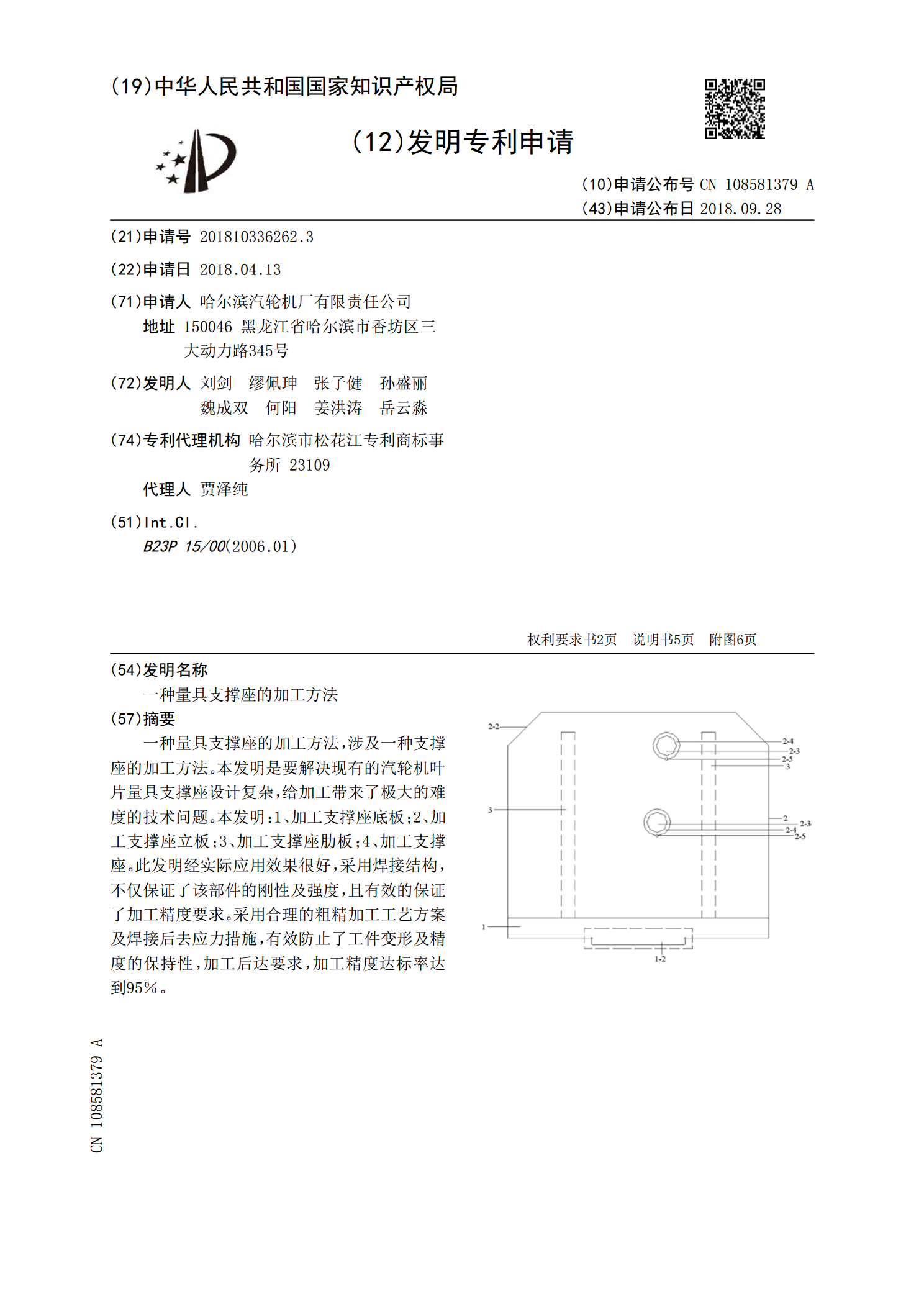
一种量具支撑座的加工方法,涉及一种支撑座的加工方法。本发明是要解决现有的汽轮机叶片量具支撑座设计复杂,给加工带来了极大的难度的技术问题。本发明:1、加工支撑座底板;2、加工支撑座立板;3、加工支撑座肋板;4、加工支撑座。此发明经实际应用效果很好,采用焊接结构,不仅保证了该部件的刚性及强度,且有效的保证了加工精度要求。采用合理的粗精加工工艺方案及焊接后去应力措施,有效防止了工件变形及精度的保持性,加工后达要求,加工精度达标率达到95%。