
一种曲轴连杆加工自动翻转装置.pdf

安双****文章

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种曲轴连杆加工自动翻转装置.pdf
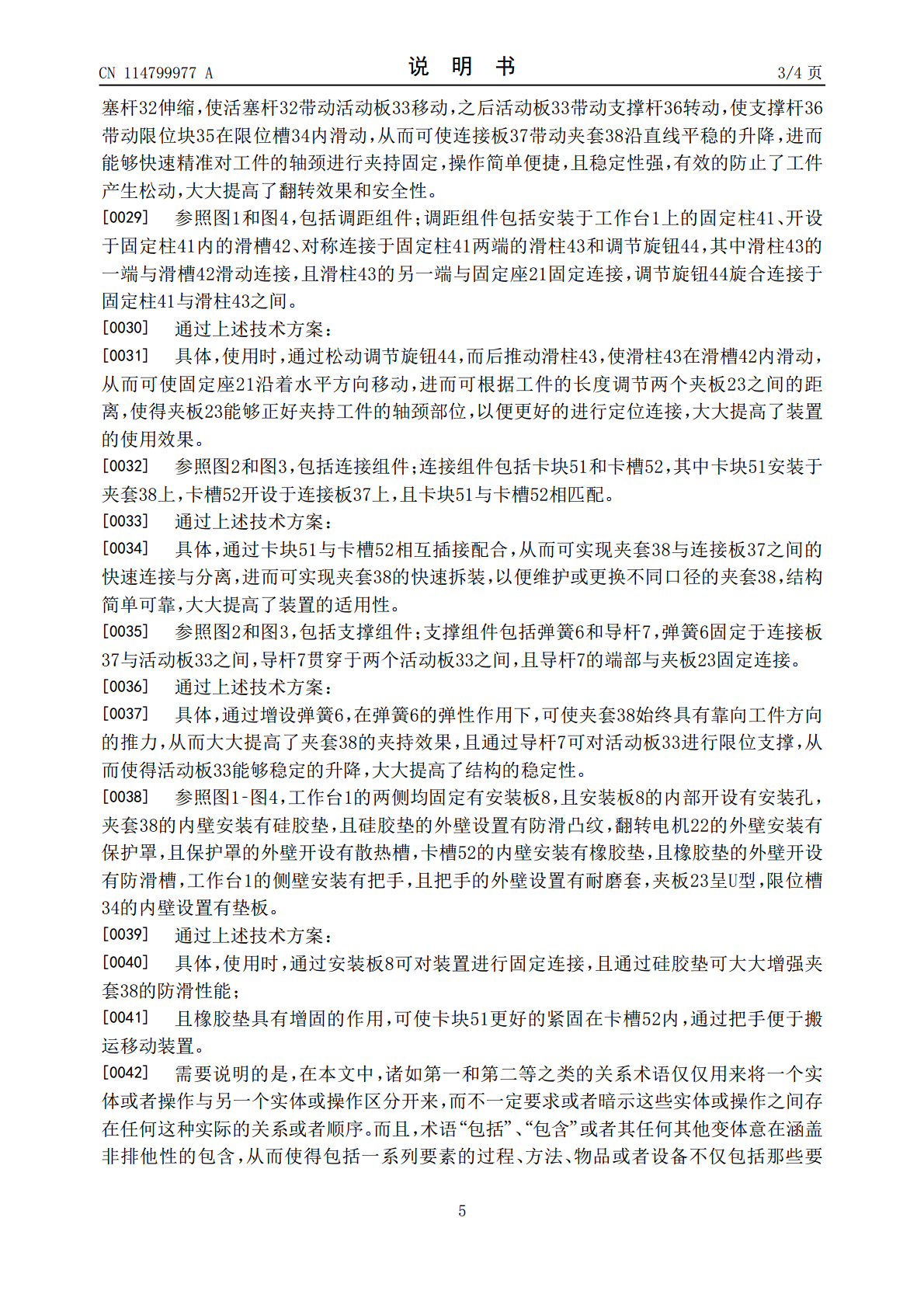
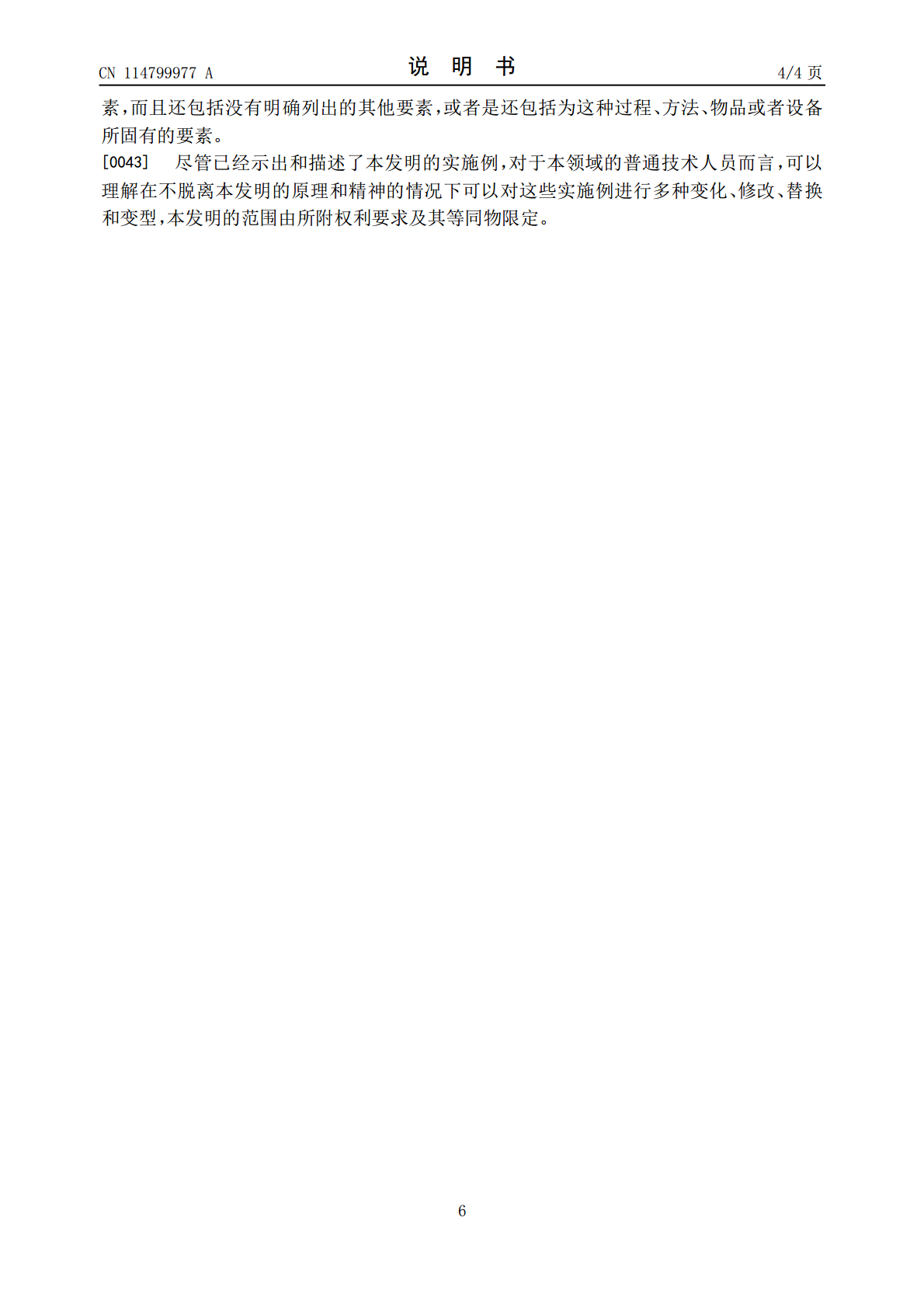
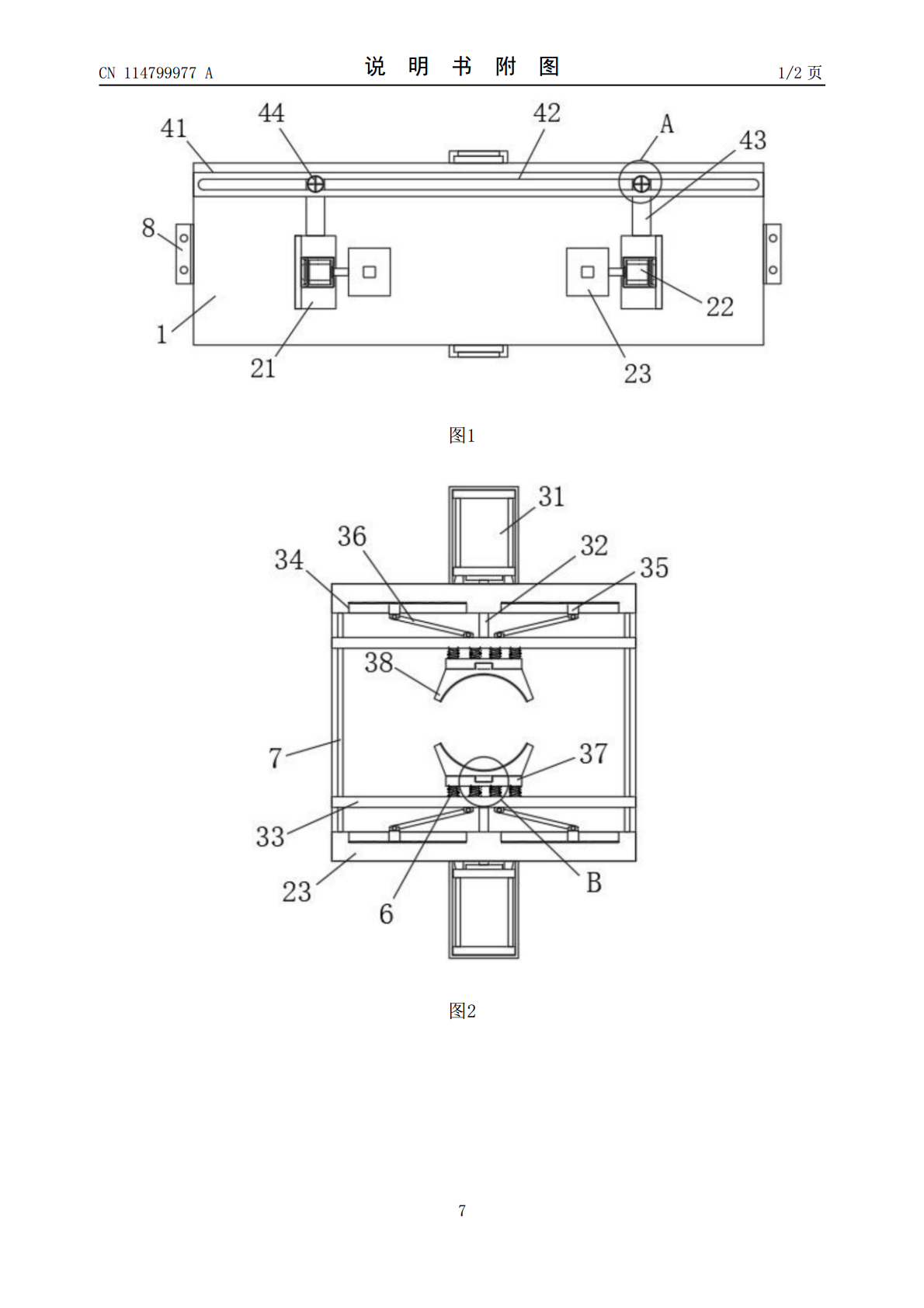
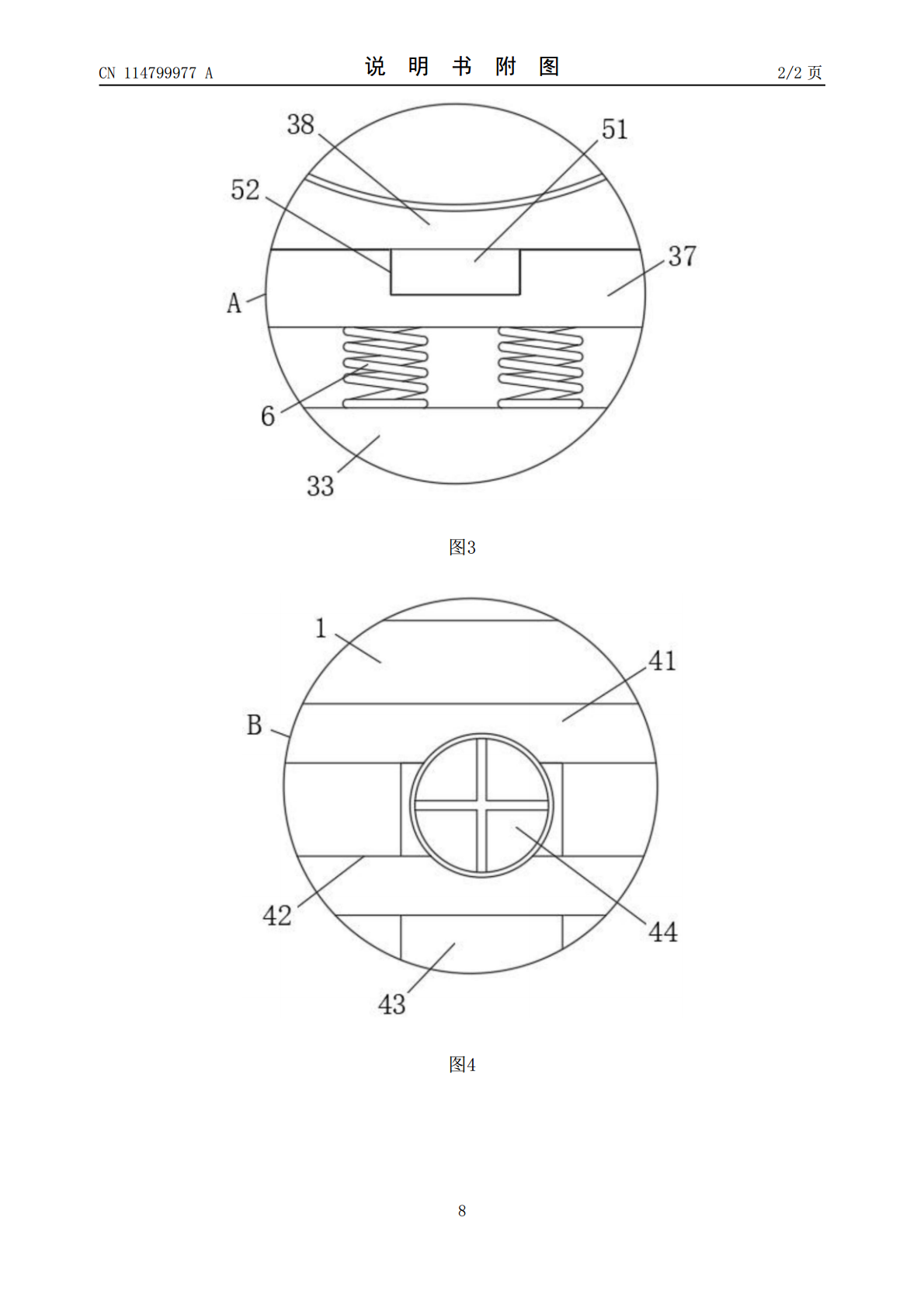
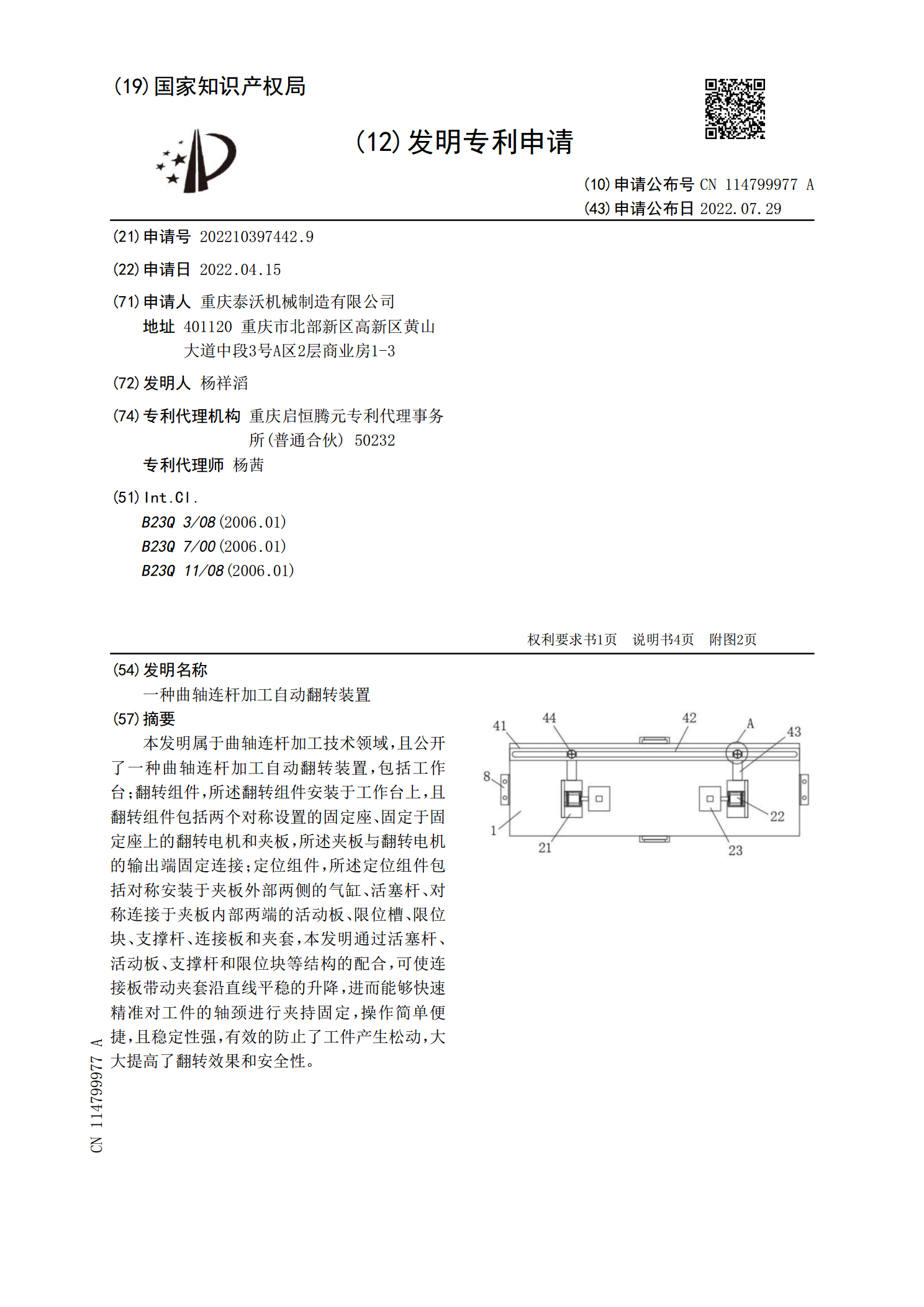
本发明属于曲轴连杆加工技术领域,且公开了一种曲轴连杆加工自动翻转装置,包括工作台;翻转组件,所述翻转组件安装于工作台上,且翻转组件包括两个对称设置的固定座、固定于固定座上的翻转电机和夹板,所述夹板与翻转电机的输出端固定连接;定位组件,所述定位组件包括对称安装于夹板外部两侧的气缸、活塞杆、对称连接于夹板内部两端的活动板、限位槽、限位块、支撑杆、连接板和夹套,本发明通过活塞杆、活动板、支撑杆和限位块等结构的配合,可使连接板带动夹套沿直线平稳的升降,进而能够快速精准对工件的轴颈进行夹持固定,操作简单便捷,且稳定
一种用于曲轴连杆加工的翻转装置.pdf
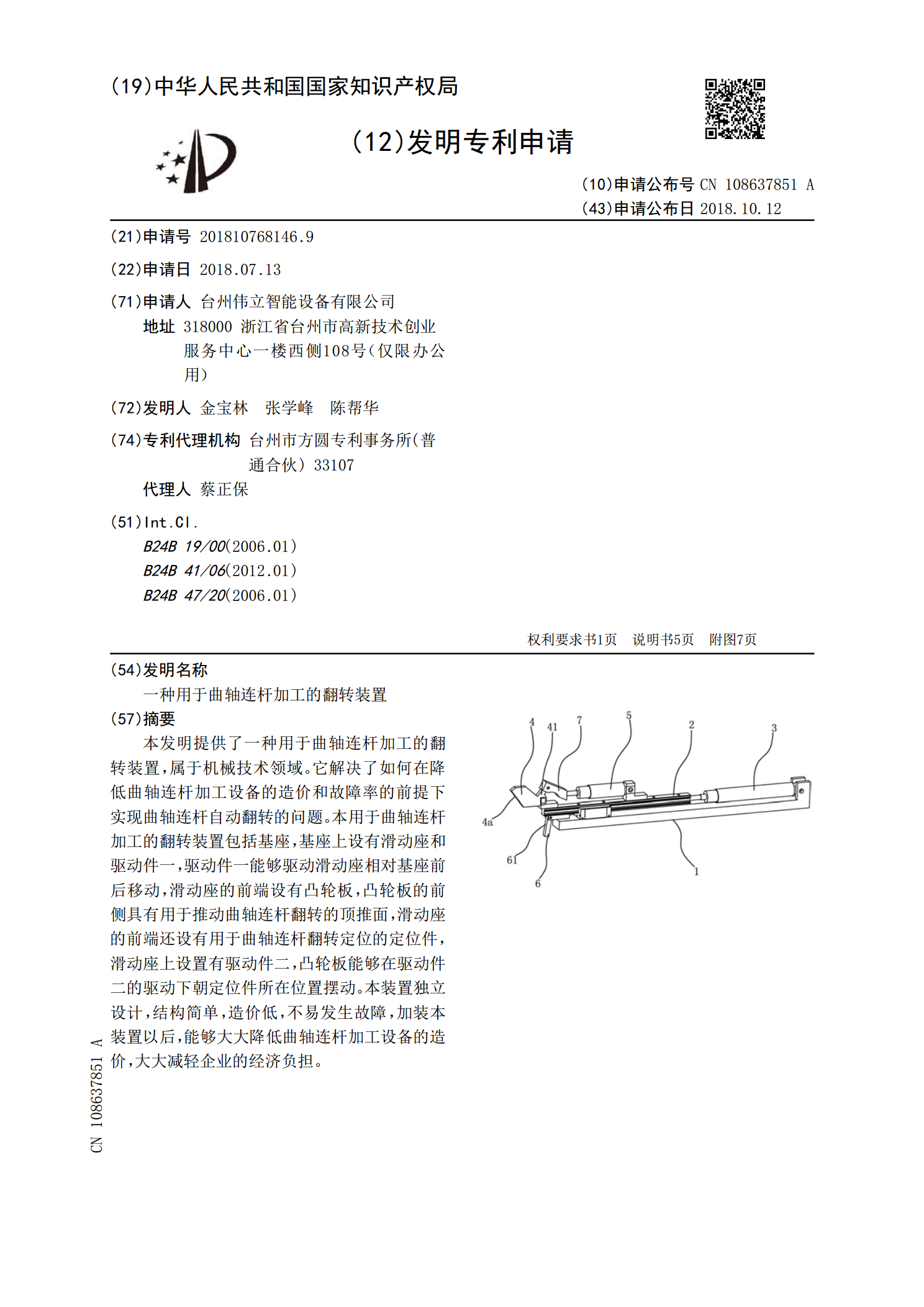
本发明提供了一种用于曲轴连杆加工的翻转装置,属于机械技术领域。它解决了如何在降低曲轴连杆加工设备的造价和故障率的前提下实现曲轴连杆自动翻转的问题。本用于曲轴连杆加工的翻转装置包括基座,基座上设有滑动座和驱动件一,驱动件一能够驱动滑动座相对基座前后移动,滑动座的前端设有凸轮板,凸轮板的前侧具有用于推动曲轴连杆翻转的顶推面,滑动座的前端还设有用于曲轴连杆翻转定位的定位件,滑动座上设置有驱动件二,凸轮板能够在驱动件二的驱动下朝定位件所在位置摆动。本装置独立设计,结构简单,造价低,不易发生故障,加装本装置以后,能
加工曲轴连杆的气动定位夹紧装置.pdf
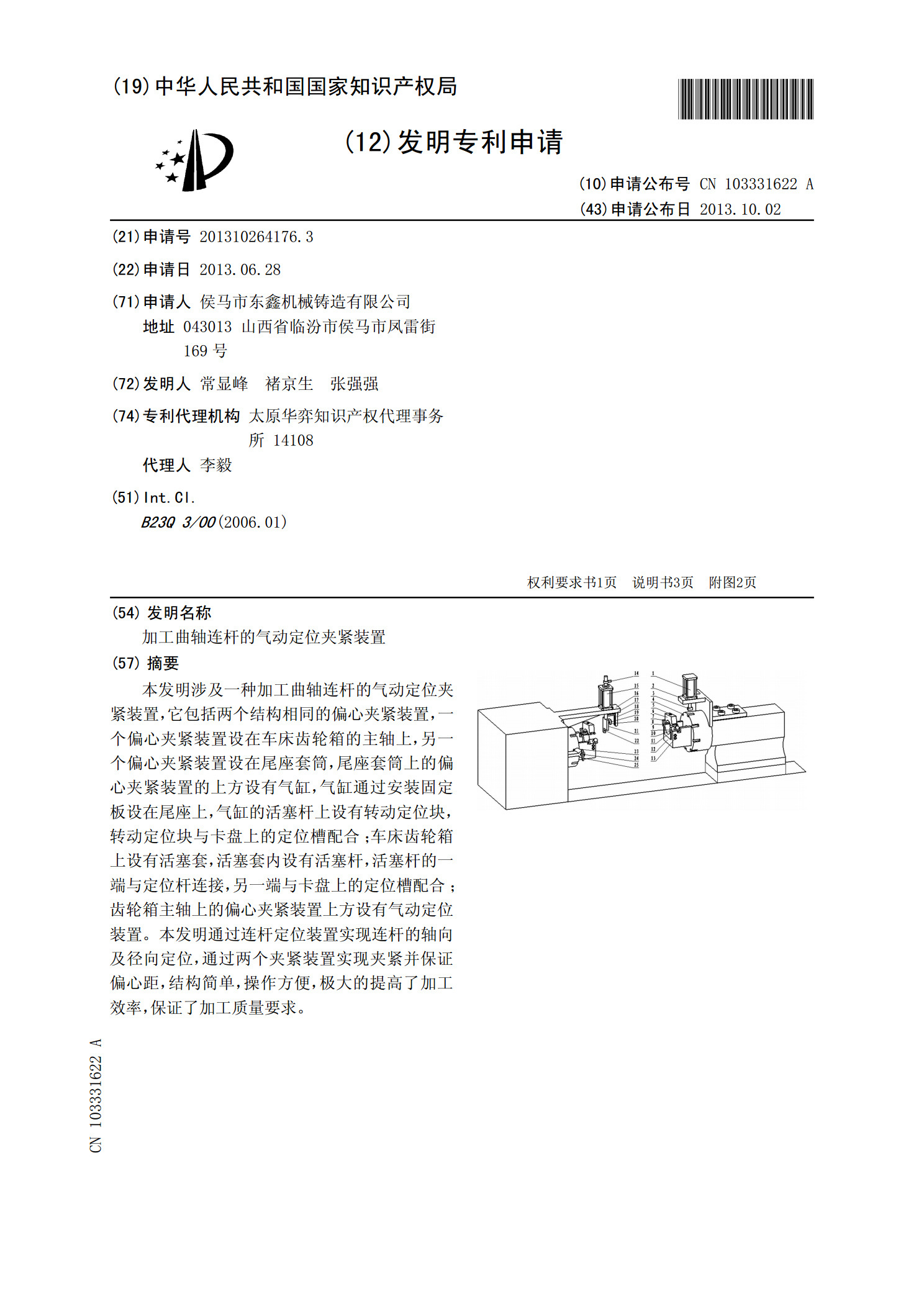
本发明涉及一种加工曲轴连杆的气动定位夹紧装置,它包括两个结构相同的偏心夹紧装置,一个偏心夹紧装置设在车床齿轮箱的主轴上,另一个偏心夹紧装置设在尾座套筒,尾座套筒上的偏心夹紧装置的上方设有气缸,气缸通过安装固定板设在尾座上,气缸的活塞杆上设有转动定位块,转动定位块与卡盘上的定位槽配合;车床齿轮箱上设有活塞套,活塞套内设有活塞杆,活塞杆的一端与定位杆连接,另一端与卡盘上的定位槽配合;齿轮箱主轴上的偏心夹紧装置上方设有气动定位装置。本发明通过连杆定位装置实现连杆的轴向及径向定位,通过两个夹紧装置实现夹紧并保证偏
一种曲轴毛坯自动翻转支撑装置.pdf
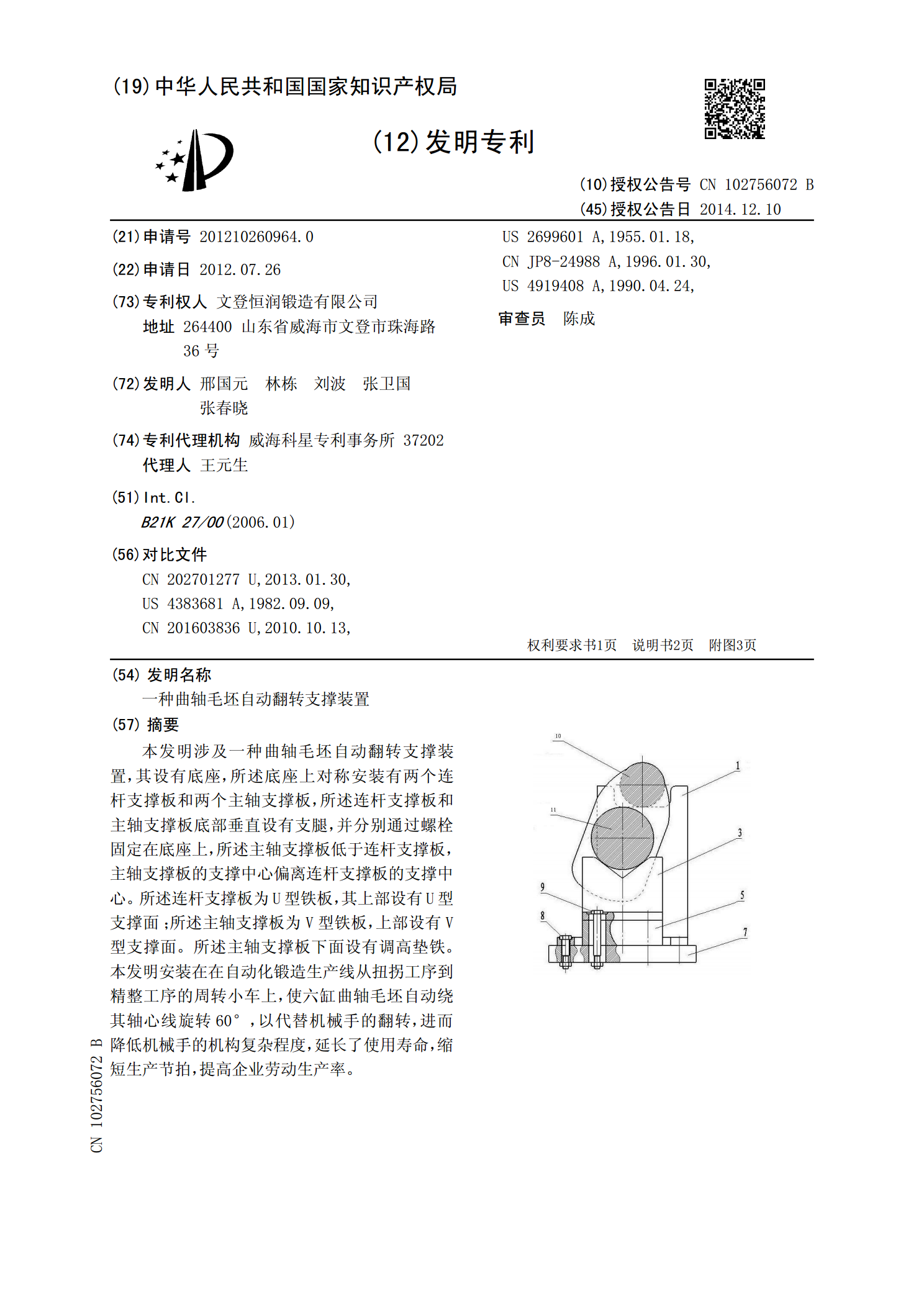
本发明涉及一种曲轴毛坯自动翻转支撑装置,其设有底座,所述底座上对称安装有两个连杆支撑板和两个主轴支撑板,所述连杆支撑板和主轴支撑板底部垂直设有支腿,并分别通过螺栓固定在底座上,所述主轴支撑板低于连杆支撑板,主轴支撑板的支撑中心偏离连杆支撑板的支撑中心。所述连杆支撑板为U型铁板,其上部设有U型支撑面;所述主轴支撑板为V型铁板,上部设有V型支撑面。所述主轴支撑板下面设有调高垫铁。本发明安装在在自动化锻造生产线从扭拐工序到精整工序的周转小车上,使六缸曲轴毛坯自动绕其轴心线旋转60°,以代替机械手的翻转,进而降低

一种曲轴连杆颈滚压方法与使用该方法加工的曲轴连杆颈.pdf
为了解决现有技术中的问题,本发明提供了一种曲轴连杆颈滚压方法,所述的方法包括如下步骤:对连杆颈毛坯进行粗加工,控制毛坯尺寸略大于实际工件尺寸要求;定义连杆颈的主要受力θ角度部位,并作好标记,该θ角度大小为10度至350度;在θ角度范围内采用大小为5000牛顿至8000牛顿的滚压力F1进行滚压;在θ角度范围外采用滚压力F1大小的50%至80%的滚压力F2进行滚压。本发明的有益效果是:在工件滚压处,形成一种残余压应力,该残余应力与工件在运转过程中形成的拉应力相抵消,整体上内应力达到平衡,采用可变滚压力的滚压工