
柔性气囊滚动支撑装置.pdf

努力****承悦

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
柔性气囊滚动支撑装置.pdf
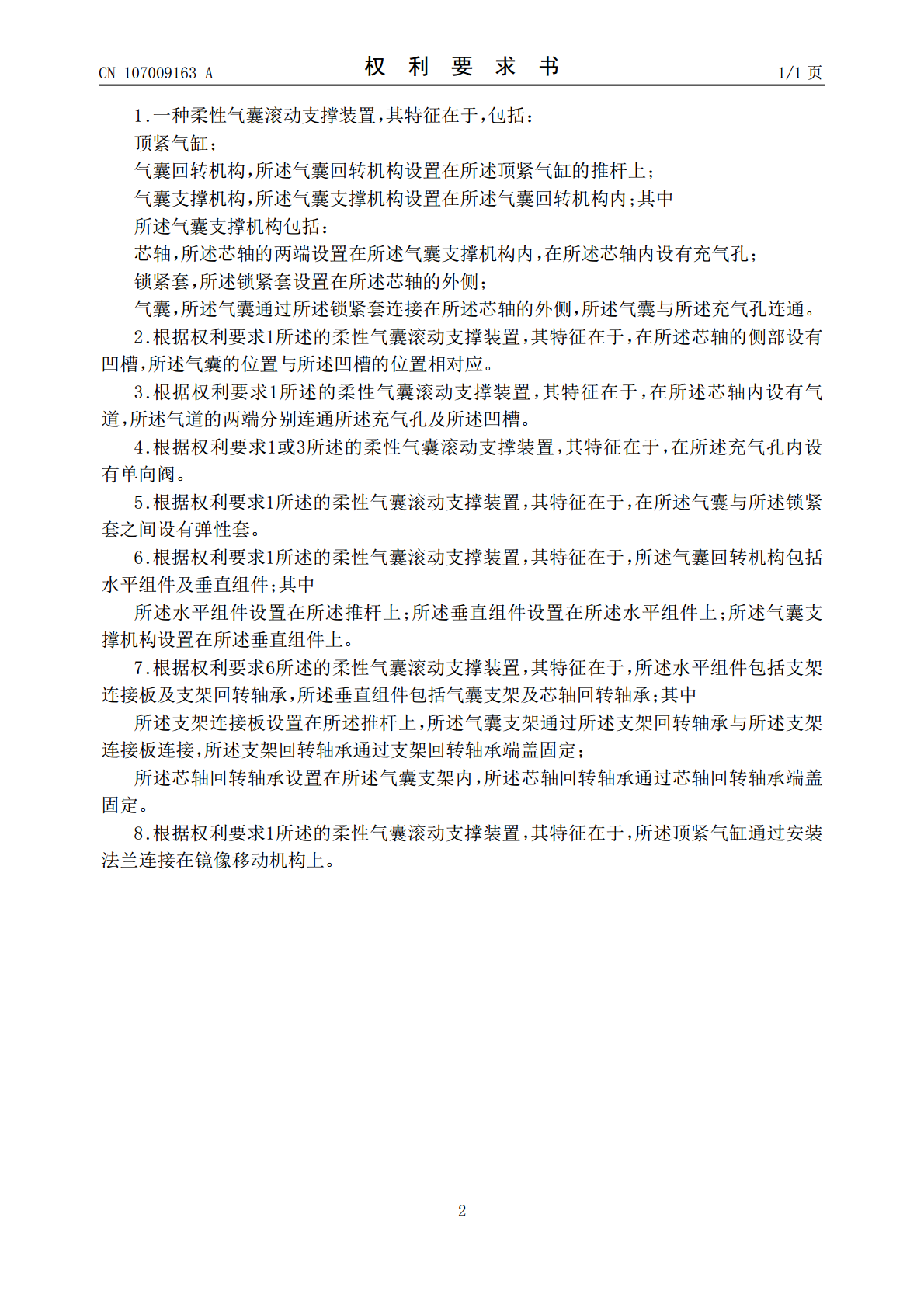
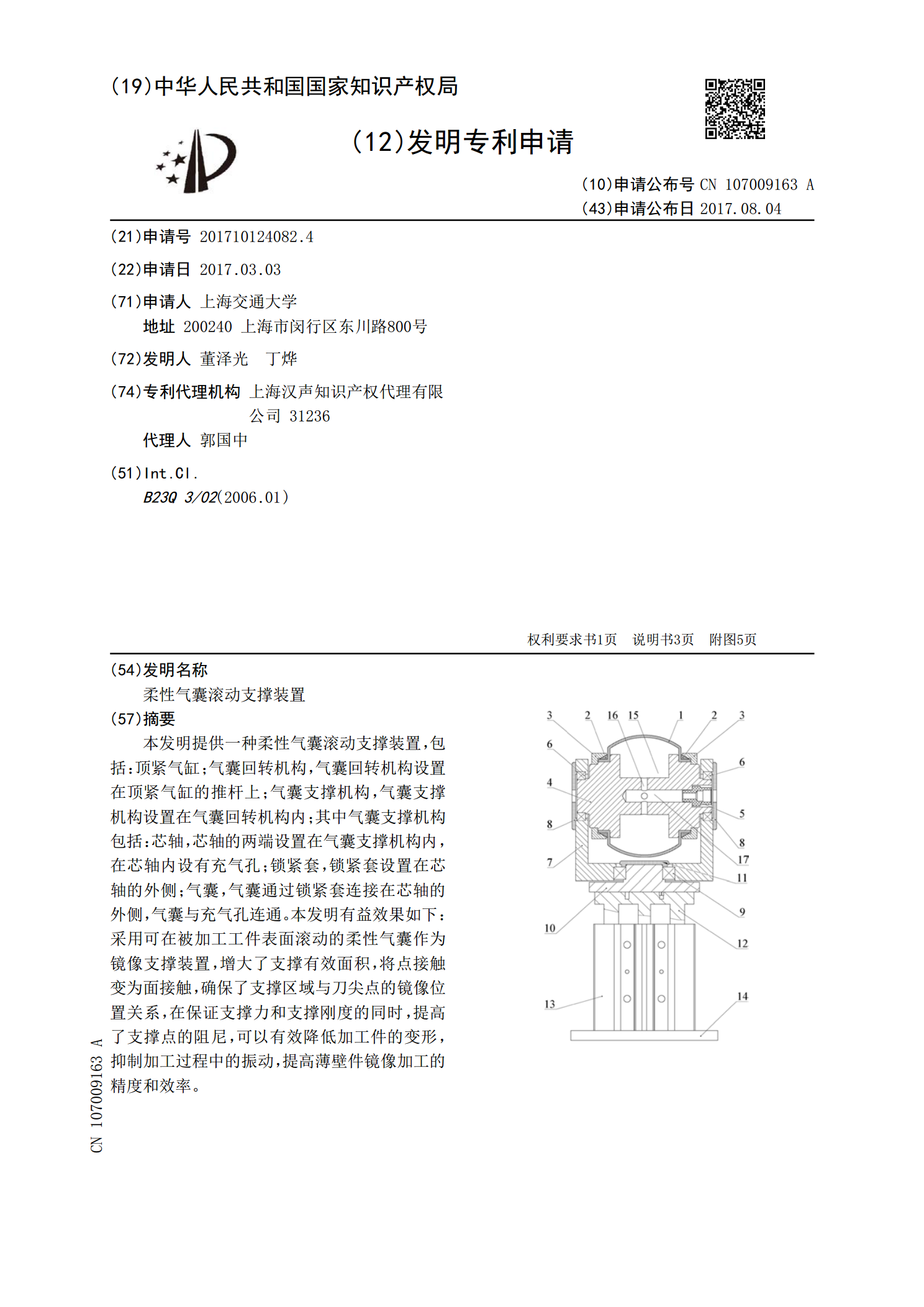
本发明提供一种柔性气囊滚动支撑装置,包括:顶紧气缸;气囊回转机构,气囊回转机构设置在顶紧气缸的推杆上;气囊支撑机构,气囊支撑机构设置在气囊回转机构内;其中气囊支撑机构包括:芯轴,芯轴的两端设置在气囊支撑机构内,在芯轴内设有充气孔;锁紧套,锁紧套设置在芯轴的外侧;气囊,气囊通过锁紧套连接在芯轴的外侧,气囊与充气孔连通。本发明有益效果如下:采用可在被加工工件表面滚动的柔性气囊作为镜像支撑装置,增大了支撑有效面积,将点接触变为面接触,确保了支撑区域与刀尖点的镜像位置关系,在保证支撑力和支撑刚度的同时,提高了支撑
柔性支撑装置.pdf
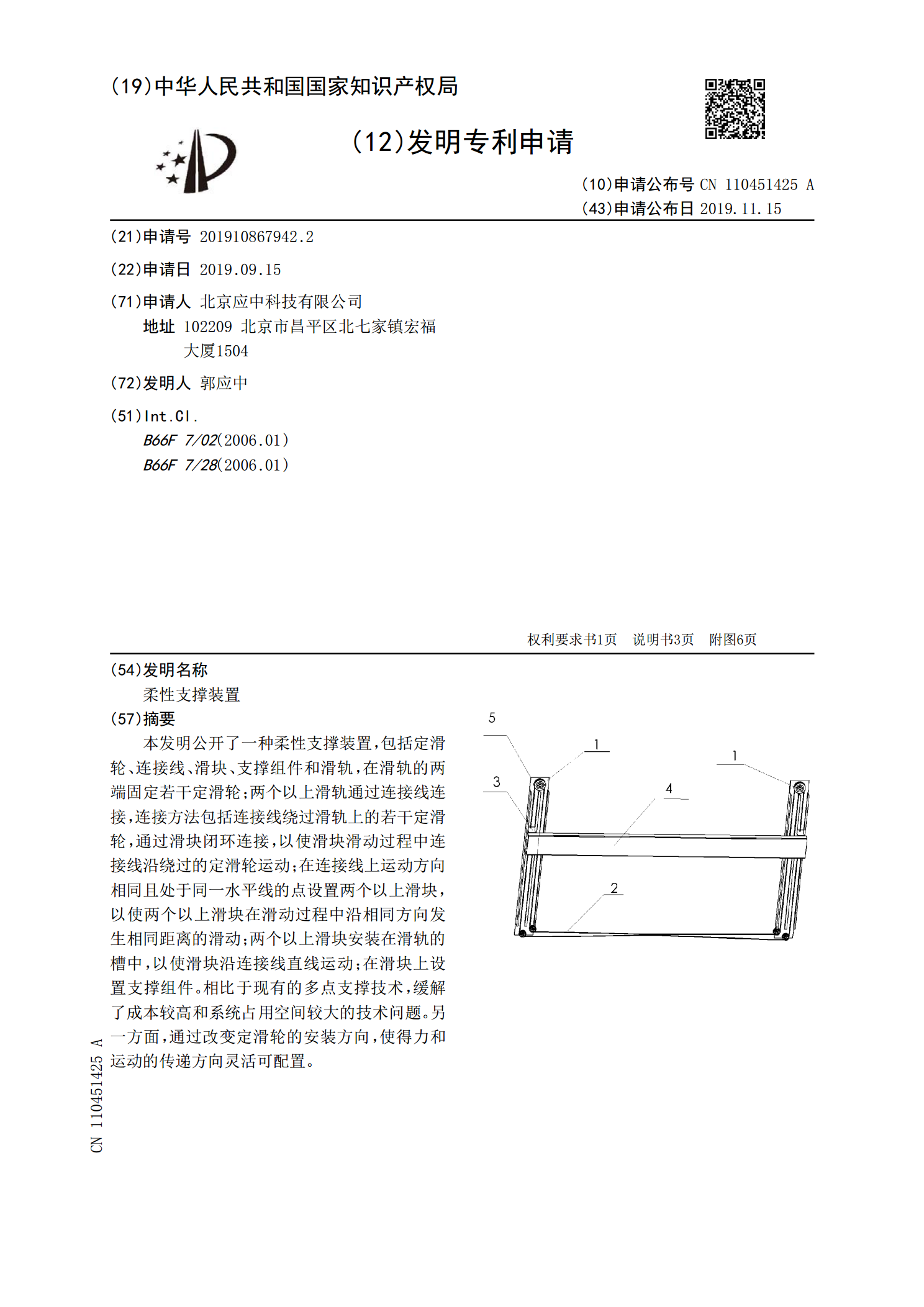
本发明公开了一种柔性支撑装置,包括定滑轮、连接线、滑块、支撑组件和滑轨,在滑轨的两端固定若干定滑轮;两个以上滑轨通过连接线连接,连接方法包括连接线绕过滑轨上的若干定滑轮,通过滑块闭环连接,以使滑块滑动过程中连接线沿绕过的定滑轮运动;在连接线上运动方向相同且处于同一水平线的点设置两个以上滑块,以使两个以上滑块在滑动过程中沿相同方向发生相同距离的滑动;两个以上滑块安装在滑轨的槽中,以使滑块沿连接线直线运动;在滑块上设置支撑组件。相比于现有的多点支撑技术,缓解了成本较高和系统占用空间较大的技术问题。另一方面,通
双滑道柔性支撑装置.pdf
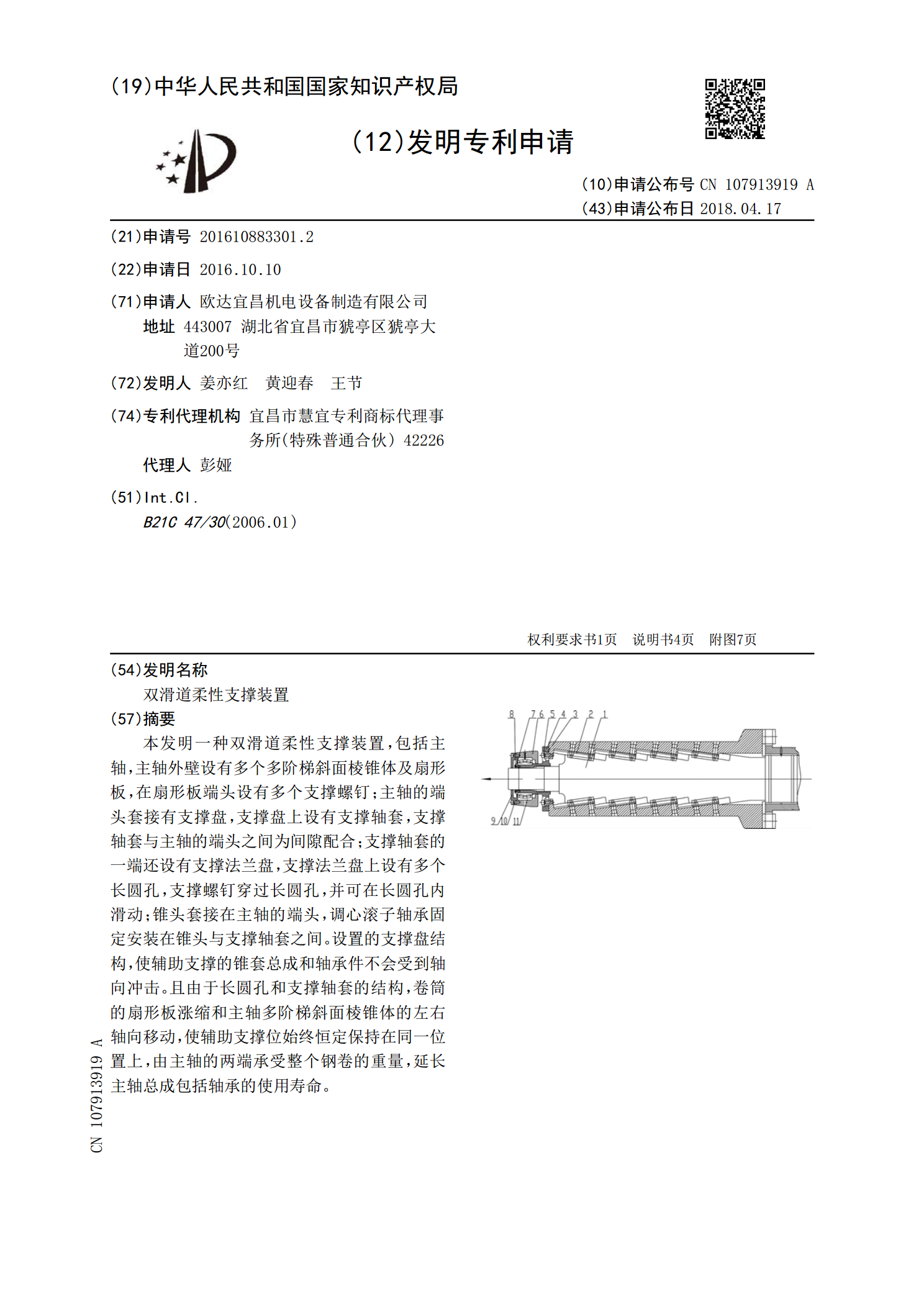
本发明一种双滑道柔性支撑装置,包括主轴,主轴外壁设有多个多阶梯斜面棱锥体及扇形板,在扇形板端头设有多个支撑螺钉;主轴的端头套接有支撑盘,支撑盘上设有支撑轴套,支撑轴套与主轴的端头之间为间隙配合;支撑轴套的一端还设有支撑法兰盘,支撑法兰盘上设有多个长圆孔,支撑螺钉穿过长圆孔,并可在长圆孔内滑动;锥头套接在主轴的端头,调心滚子轴承固定安装在锥头与支撑轴套之间。设置的支撑盘结构,使辅助支撑的锥套总成和轴承件不会受到轴向冲击。且由于长圆孔和支撑轴套的结构,卷筒的扇形板涨缩和主轴多阶梯斜面棱锥体的左右轴向移动,使辅

重载荷柔性支撑装置.pdf
本发明公开了一种重载荷柔性支撑装置,包括三组柔性机构,三组柔性机构支撑物镜并呈等腰三角形布置在主基板上。柔性机构包括:顶部横梁和两条侧面竖梁,顶部横梁的两端分别与对称设置的两侧面竖梁相连;顶部横梁上分别设有至少一组中心轴为Y向的第一柔性铰链和至少一组中心轴为Z向的第二柔性铰链,第一柔性铰链靠近所述顶部横梁的中心,第二柔性铰链靠近侧面竖梁;所述侧面竖梁上设有至少一组中心轴为X向的第三柔性铰链;所述第一、第二和第三柔性铰链统称为柔性铰链。物镜采用3组相同的柔性机构支撑在主基板上,使得整体前六阶模态频率低于30
一种用于胎模支撑的柔性支撑装置.pdf
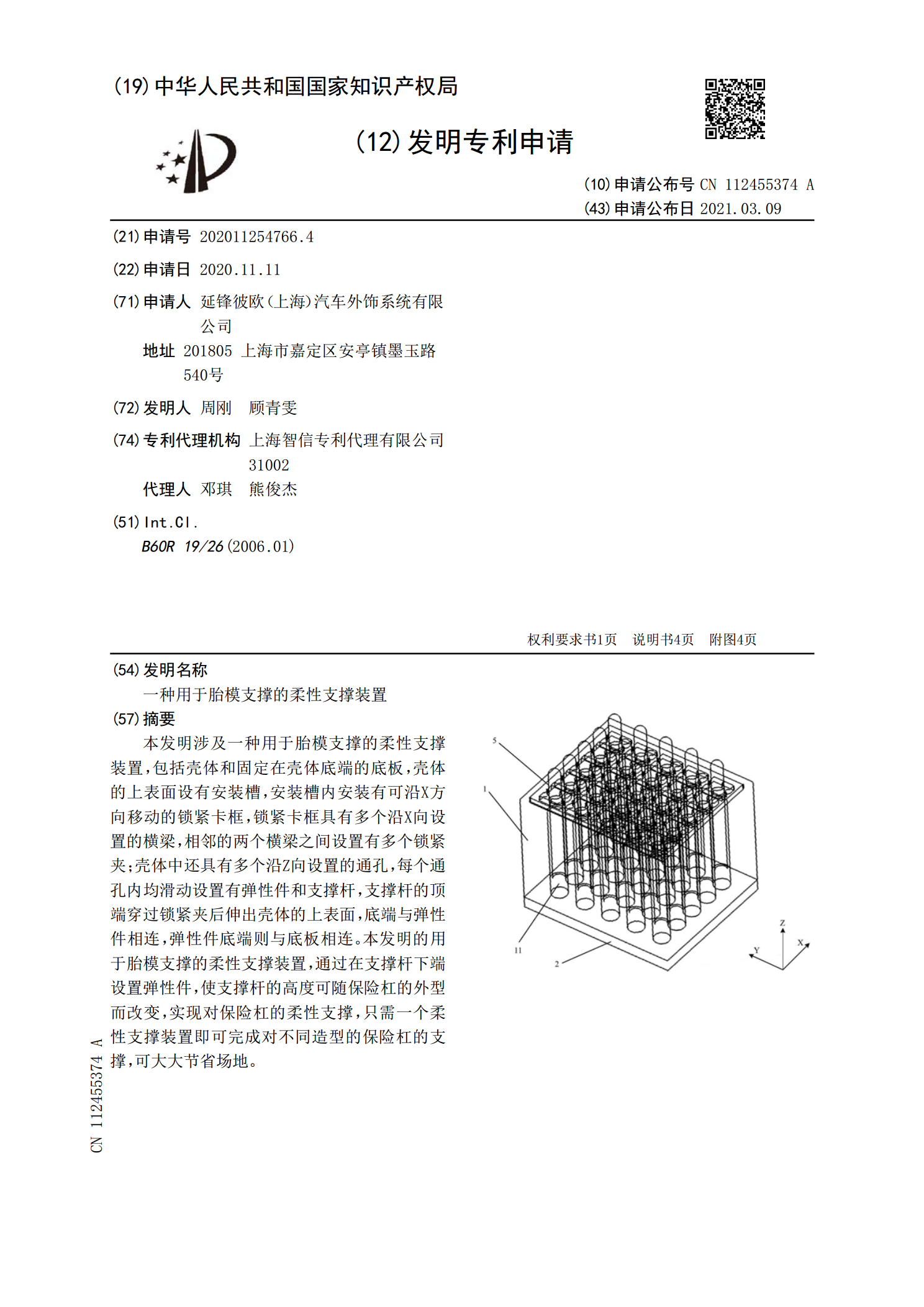
本发明涉及一种用于胎模支撑的柔性支撑装置,包括壳体和固定在壳体底端的底板,壳体的上表面设有安装槽,安装槽内安装有可沿X方向移动的锁紧卡框,锁紧卡框具有多个沿X向设置的横梁,相邻的两个横梁之间设置有多个锁紧夹;壳体中还具有多个沿Z向设置的通孔,每个通孔内均滑动设置有弹性件和支撑杆,支撑杆的顶端穿过锁紧夹后伸出壳体的上表面,底端与弹性件相连,弹性件底端则与底板相连。本发明的用于胎模支撑的柔性支撑装置,通过在支撑杆下端设置弹性件,使支撑杆的高度可随保险杠的外型而改变,实现对保险杠的柔性支撑,只需一个柔性支撑装置