
一种薄壁圆管型磁体毛坯外圆磨夹具、加工设备及方法.pdf

一吃****新冬


1/10
2/10
3/10
4/10

5/10

6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄壁圆管型磁体毛坯外圆磨夹具、加工设备及方法.pdf
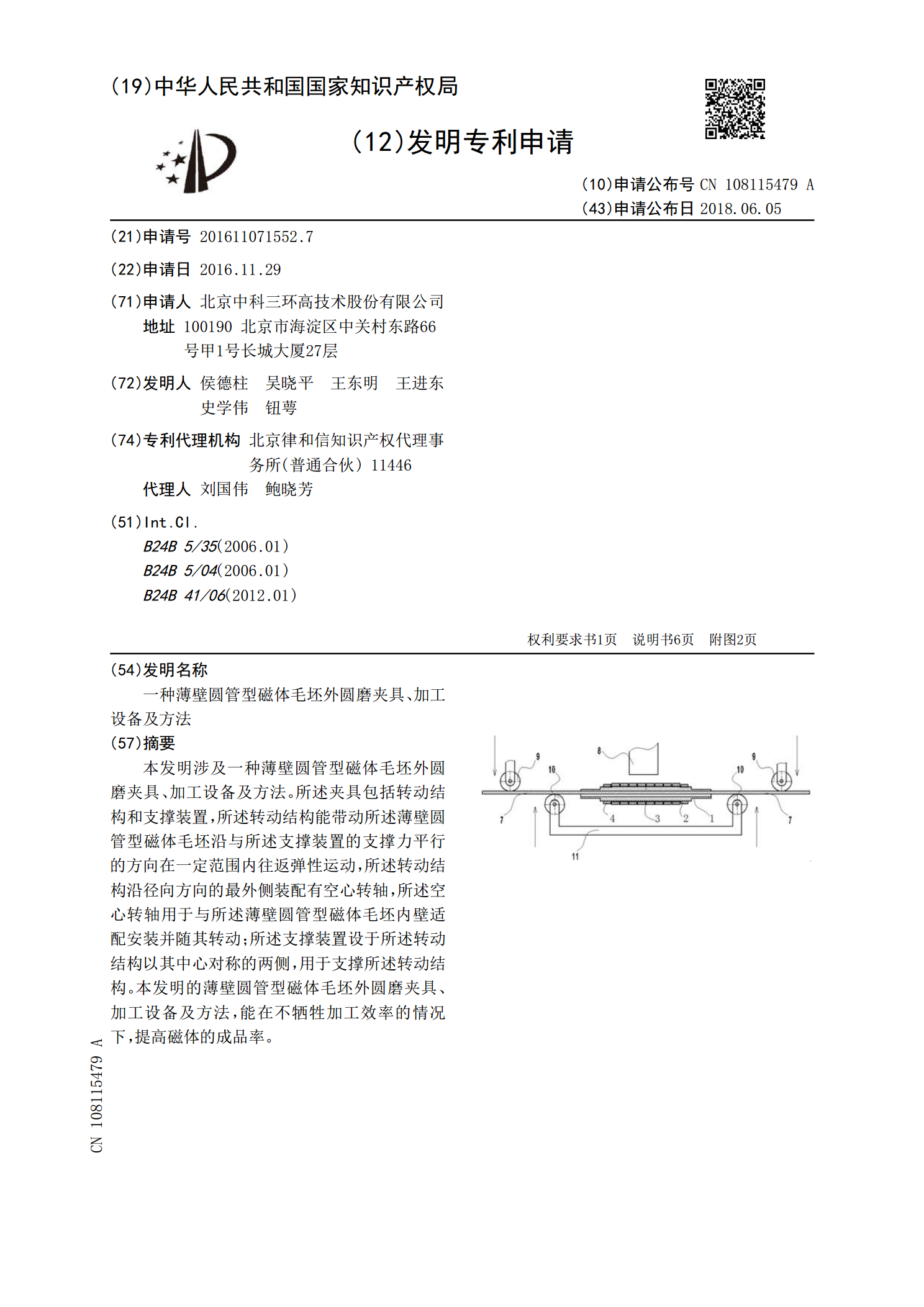
本发明涉及一种薄壁圆管型磁体毛坯外圆磨夹具、加工设备及方法。所述夹具包括转动结构和支撑装置,所述转动结构能带动所述薄壁圆管型磁体毛坯沿与所述支撑装置的支撑力平行的方向在一定范围内往返弹性运动,所述转动结构沿径向方向的最外侧装配有空心转轴,所述空心转轴用于与所述薄壁圆管型磁体毛坯内壁适配安装并随其转动;所述支撑装置设于所述转动结构以其中心对称的两侧,用于支撑所述转动结构。本发明的薄壁圆管型磁体毛坯外圆磨夹具、加工设备及方法,能在不牺牲加工效率的情况下,提高磁体的成品率。

一种磨薄壁外圆的方法.docx
一种磨薄壁外圆的方法磨薄壁外圆是一种特殊的磨削工艺,常用于制造高精度和高表面质量的轴类零件。该方法涉及到很多磨削参数和磨削工艺的选择,因此需要认真研究和探讨。一、磨薄壁外圆的意义磨薄壁外圆是一项技术难度较高的工序,但是却有非常重要的意义。首先,磨薄壁外圆可以提高零件的加工精度和表面质量,使得零件的使用寿命和性能都得到了大大提升。其次,磨薄壁外圆具有高度的可靠性和稳定性,避免了传统加工方法可能存在的误差和问题。此外,磨薄壁外圆还可以增加零件的耐磨性和耐腐蚀性,提高零件的使用寿命和可靠性。二、磨薄壁外圆的基本
一种环体薄壁件外圆面加工方法.pdf
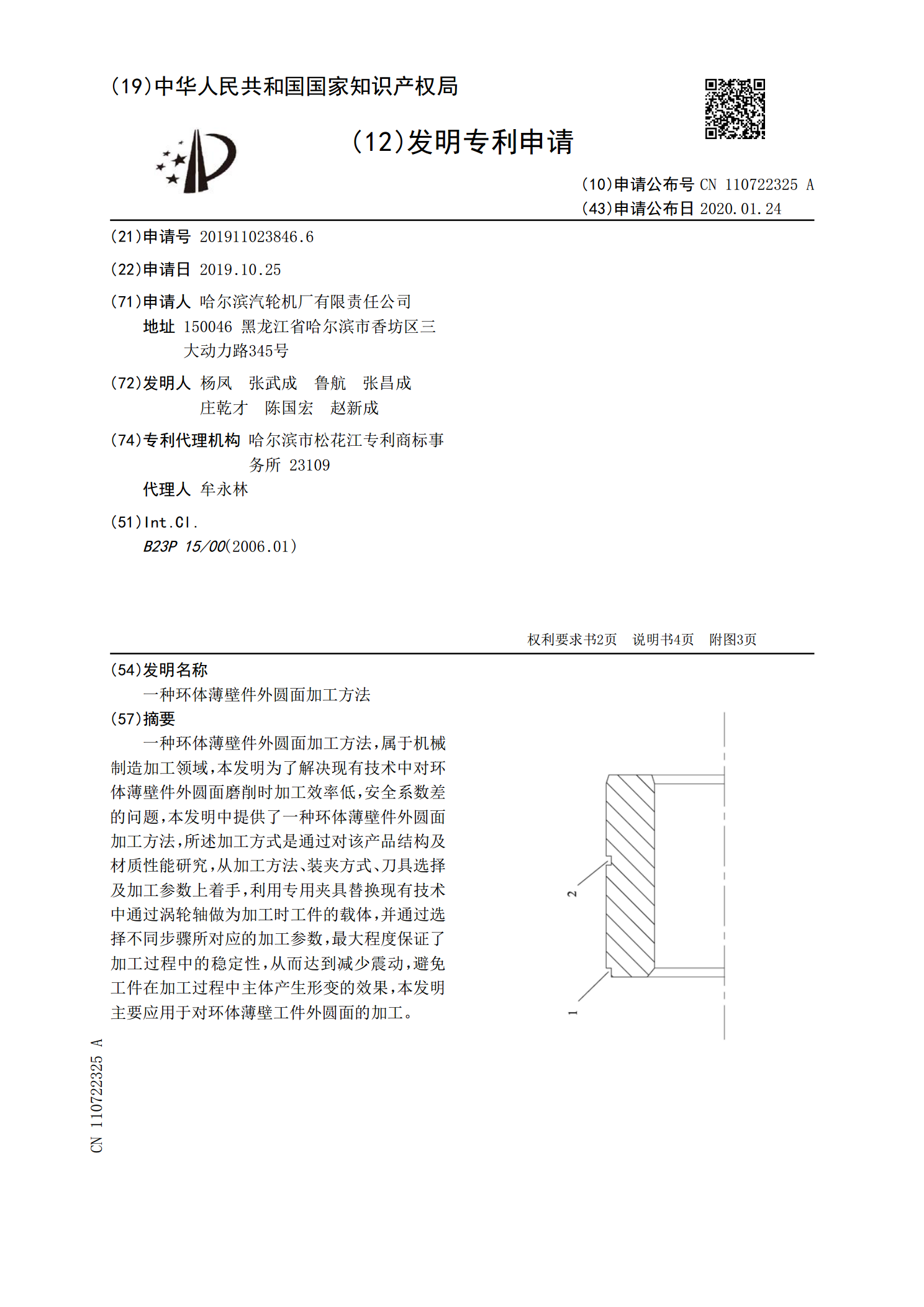
一种环体薄壁件外圆面加工方法,属于机械制造加工领域,本发明为了解决现有技术中对环体薄壁件外圆面磨削时加工效率低,安全系数差的问题,本发明中提供了一种环体薄壁件外圆面加工方法,所述加工方式是通过对该产品结构及材质性能研究,从加工方法、装夹方式、刀具选择及加工参数上着手,利用专用夹具替换现有技术中通过涡轮轴做为加工时工件的载体,并通过选择不同步骤所对应的加工参数,最大程度保证了加工过程中的稳定性,从而达到减少震动,避免工件在加工过程中主体产生形变的效果,本发明主要应用于对环体薄壁工件外圆面的加工。

一种腔形薄壁件外圆斜槽的加工方法.pdf
一种腔形薄壁件外圆斜槽的加工方法,它涉及一种腔形薄壁件外圆斜槽的加工方法。本发明是要解决腔形薄壁件材质硬,外圆斜槽难加工的问题。加工方法是按以下步骤进行:一、选取车铣复合加工中心作为加工设备,刀具选择键槽铣刀,采用第一工装和第二工装对待加工外圆斜槽工件进行装夹;所述待加工外圆斜槽工件的材质为K648高合精铸件;二、采取从小头端向大头端车削的方式对待加工外圆斜槽工件进行铣槽,得到带有外圆斜槽的腔形薄壁件。本发明用于腔形薄壁件外圆斜槽的加工。
一种薄壁加工夹具.pdf
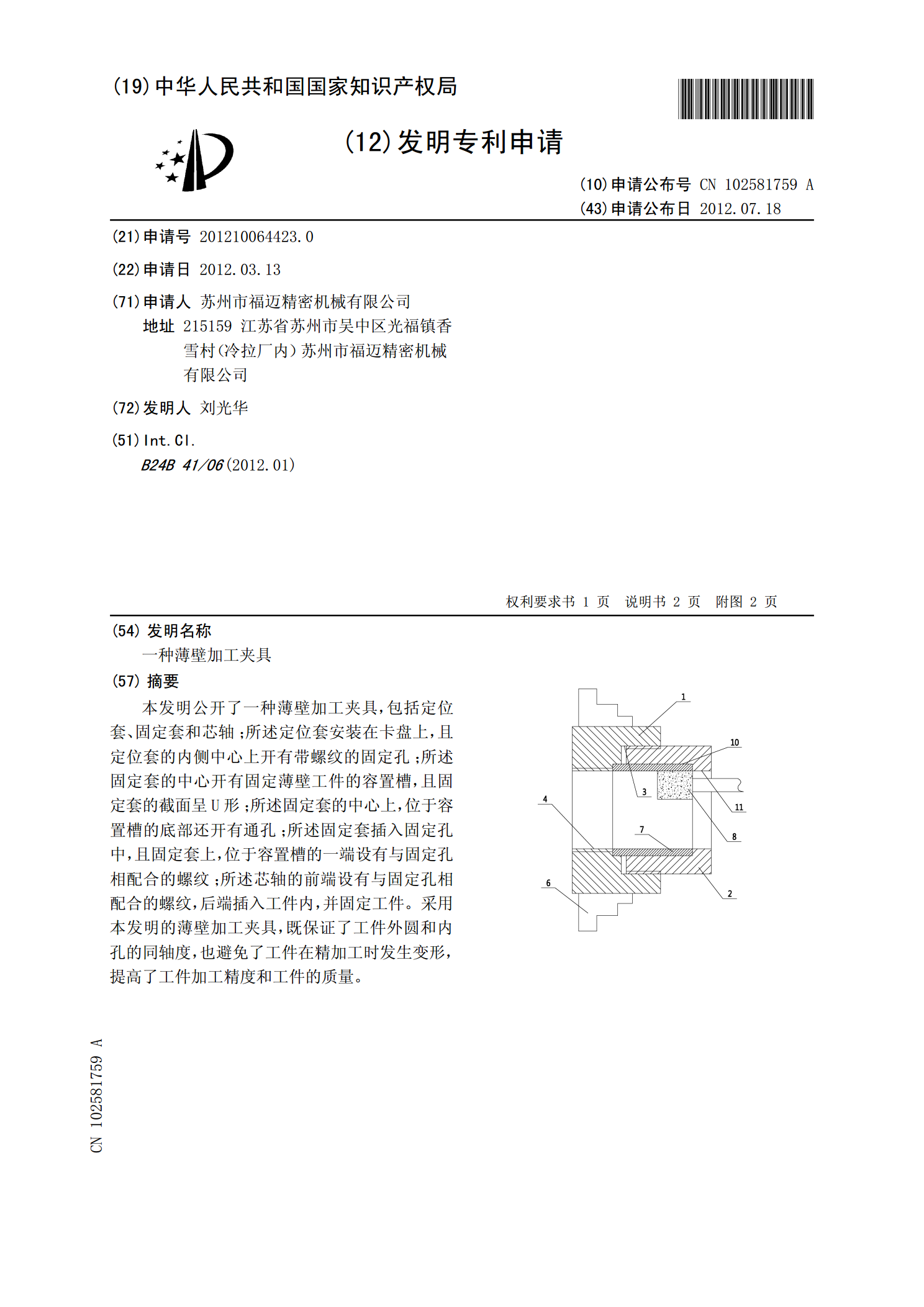
本发明公开了一种薄壁加工夹具,包括定位套、固定套和芯轴;所述定位套安装在卡盘上,且定位套的内侧中心上开有带螺纹的固定孔;所述固定套的中心开有固定薄壁工件的容置槽,且固定套的截面呈U形;所述固定套的中心上,位于容置槽的底部还开有通孔;所述固定套插入固定孔中,且固定套上,位于容置槽的一端设有与固定孔相配合的螺纹;所述芯轴的前端设有与固定孔相配合的螺纹,后端插入工件内,并固定工件。采用本发明的薄壁加工夹具,既保证了工件外圆和内孔的同轴度,也避免了工件在精加工时发生变形,提高了工件加工精度和工件的质量。