
一种加工航空发动机机匣端面花边结构的变形控制装置.pdf

猫巷****傲柏


1/9
2/9
3/9

4/9

5/9

6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种加工航空发动机机匣端面花边结构的变形控制装置.pdf
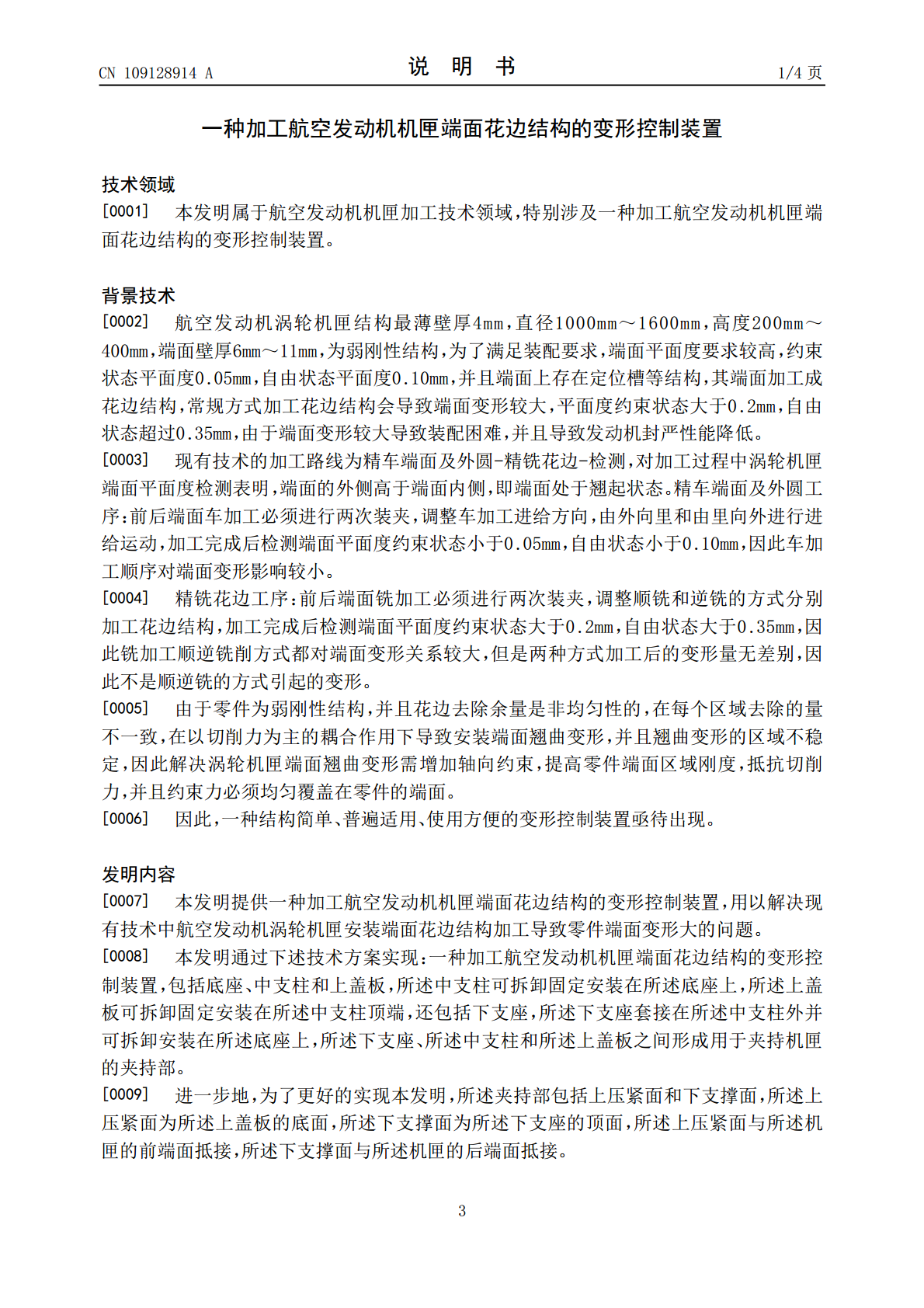
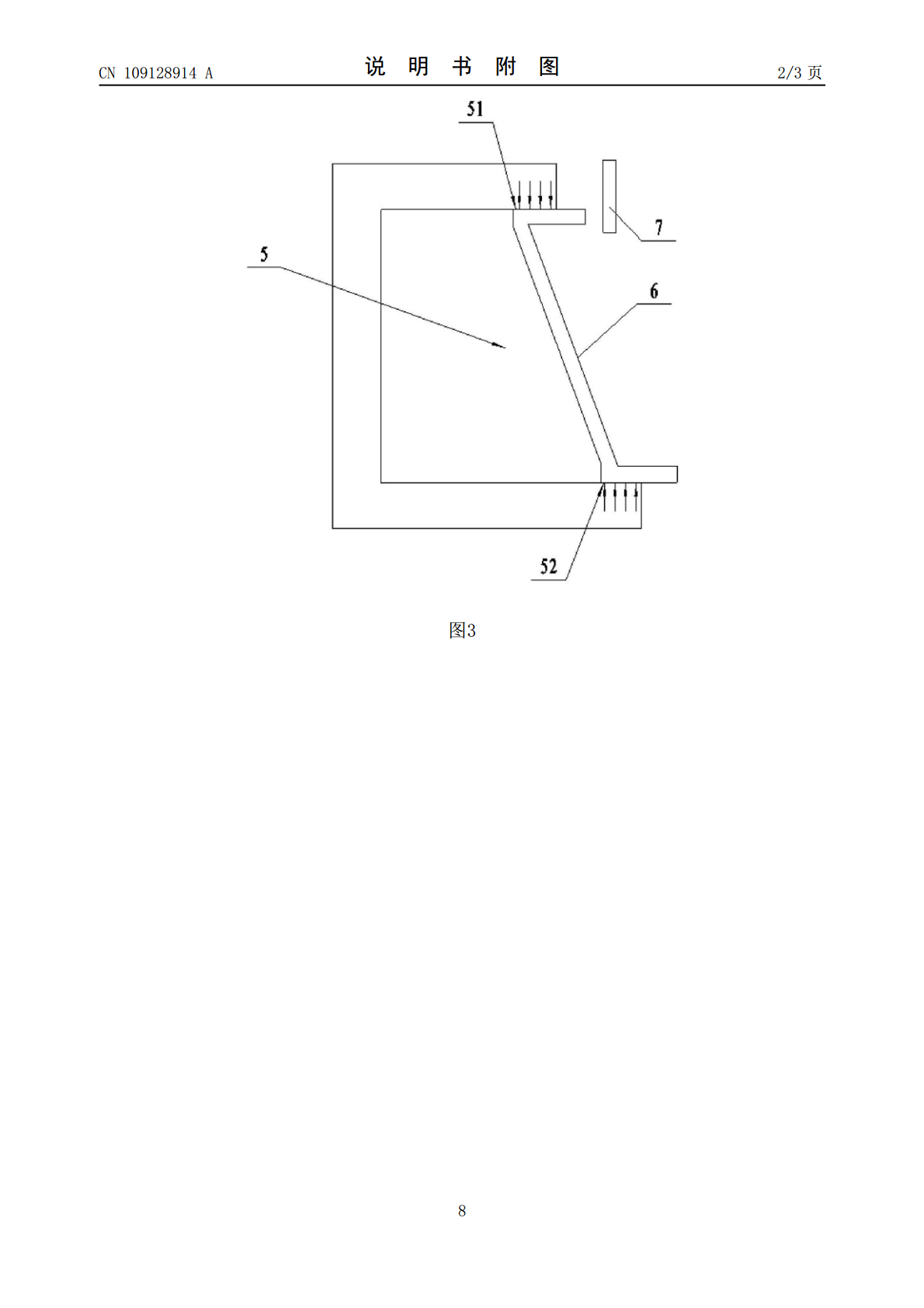
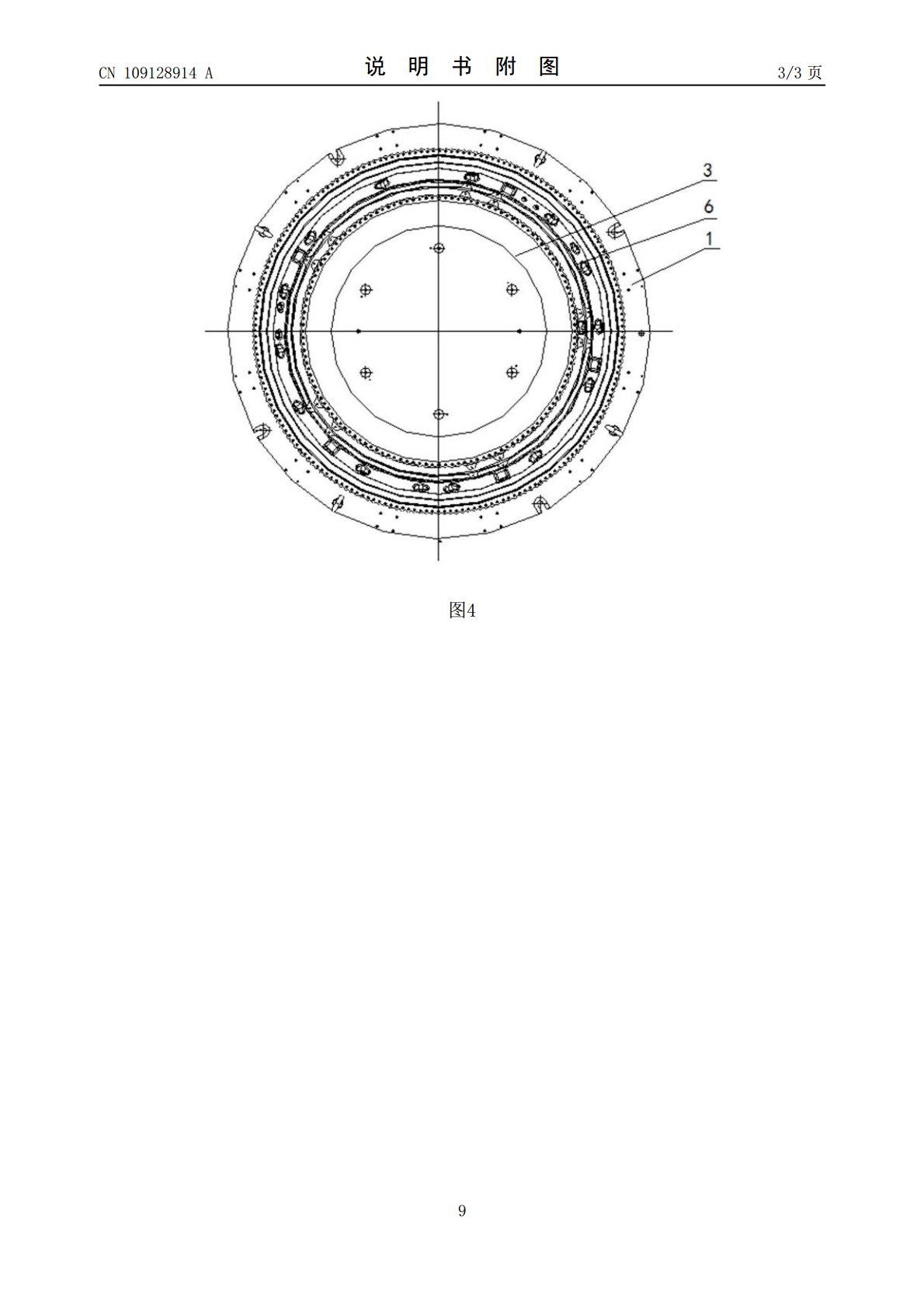
本发明涉及一种加工航空发动机机匣端面花边结构的变形控制装置,用以解决现有技术中航空发动机涡轮机匣安装端面花边结构加工导致零件端面变形大的问题,包括底座、中支柱和上盖板,中支柱可拆卸固定安装在底座上,上盖板可拆卸固定安装在中支柱顶端,还包括下支座,下支座套接在中支柱外并可拆卸安装在底座上,采用该结构,下支座、中支柱和上盖板直接或间接的安装在底座上形成用于夹持机匣的夹持部,将机匣套在中支柱外,上盖板从上向机匣施加轴向压力,下支座从下为机匣提供支撑力,提高了机匣抵抗切削力的能力,限制了其在轴向方向的变形,提高了

航空发动机TC4机匣加工变形控制研究.docx
航空发动机TC4机匣加工变形控制研究论文题目:航空发动机TC4机匣加工变形控制研究摘要:航空发动机的质量和可靠性直接关系到飞机的性能和安全。在发动机的加工过程中,机匣的变形是一个重要的问题,会对发动机的性能、寿命和可靠性产生直接影响。本文针对航空发动机TC4机匣加工中的变形问题展开研究,通过对机匣加工变形机理的分析,提出了相应的变形控制方法和策略。1.引言航空发动机TC4机匣的加工变形是一个复杂的问题,涉及到材料的塑性变形、热应力和机床刚性等多种因素的综合作用。机匣加工变形会导致发动机喷口角度失调、叶片间
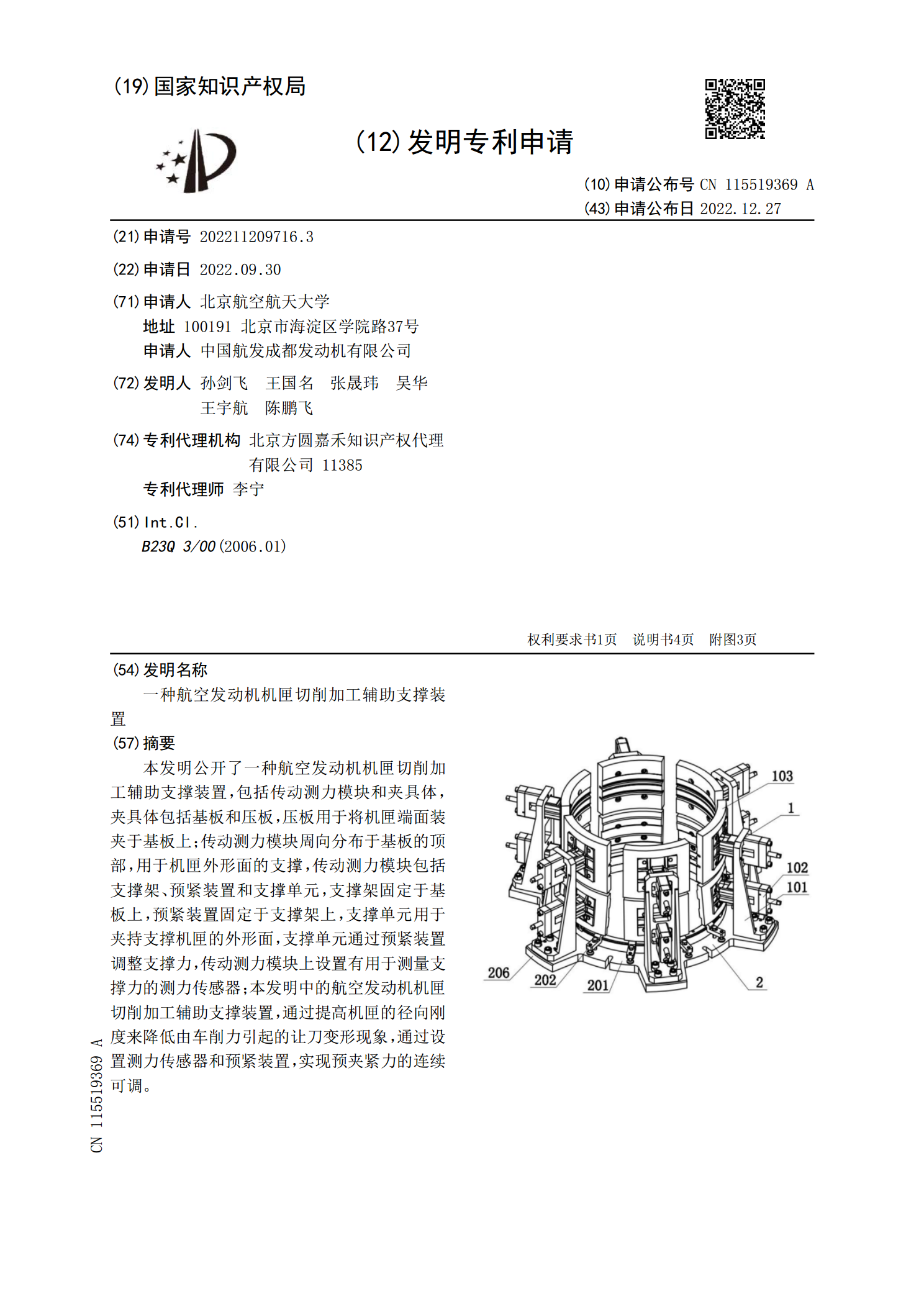
一种航空发动机机匣切削加工辅助支撑装置.pdf
本发明公开了一种航空发动机机匣切削加工辅助支撑装置,包括传动测力模块和夹具体,夹具体包括基板和压板,压板用于将机匣端面装夹于基板上;传动测力模块周向分布于基板的顶部,用于机匣外形面的支撑,传动测力模块包括支撑架、预紧装置和支撑单元,支撑架固定于基板上,预紧装置固定于支撑架上,支撑单元用于夹持支撑机匣的外形面,支撑单元通过预紧装置调整支撑力,传动测力模块上设置有用于测量支撑力的测力传感器;本发明中的航空发动机机匣切削加工辅助支撑装置,通过提高机匣的径向刚度来降低由车削力引起的让刀变形现象,通过设置测力传感器
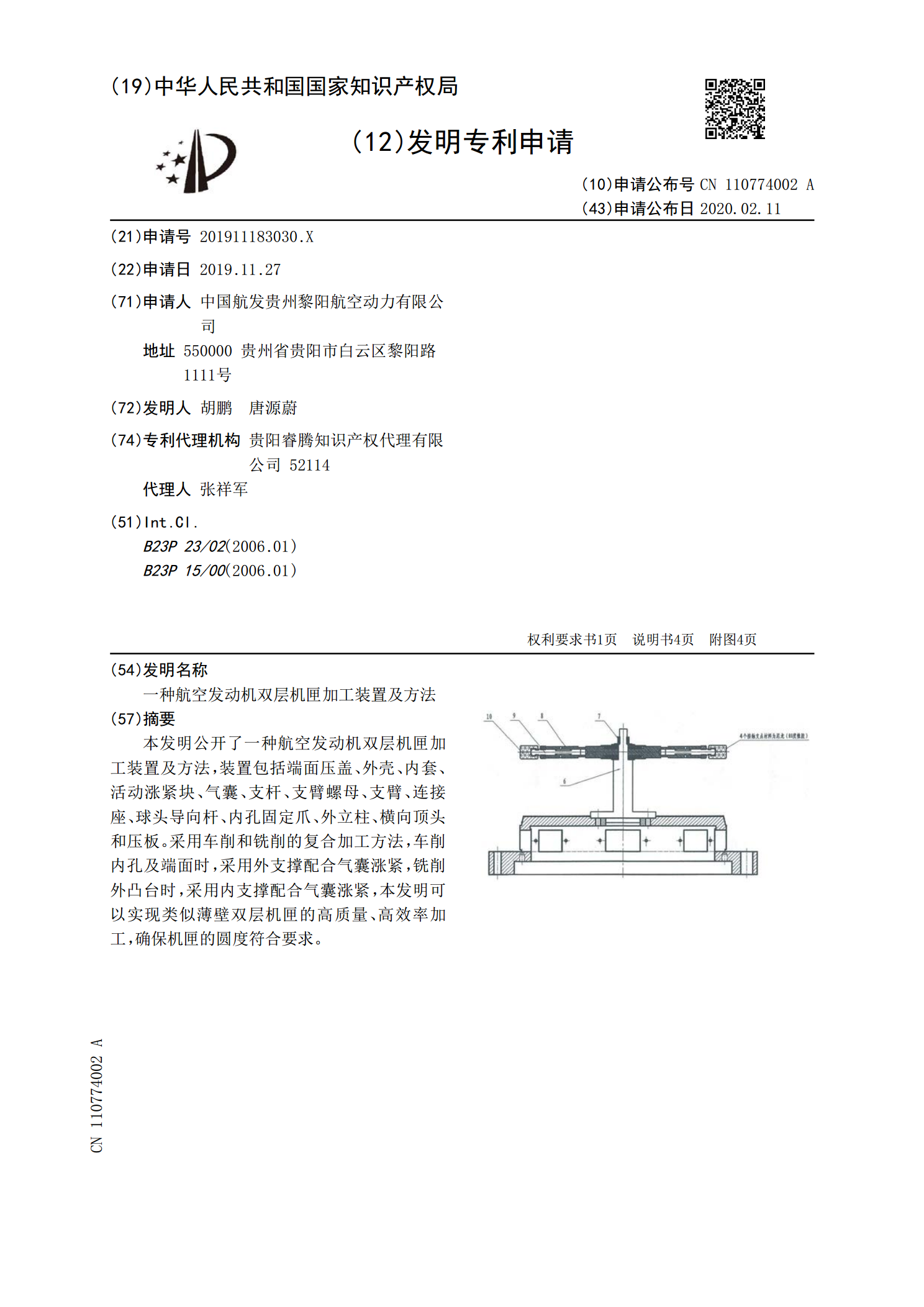
一种航空发动机双层机匣加工装置及方法.pdf
本发明公开了一种航空发动机双层机匣加工装置及方法,装置包括端面压盖、外壳、内套、活动涨紧块、气囊、支杆、支臂螺母、支臂、连接座、球头导向杆、内孔固定爪、外立柱、横向顶头和压板。采用车削和铣削的复合加工方法,车削内孔及端面时,采用外支撑配合气囊涨紧,铣削外凸台时,采用内支撑配合气囊涨紧,本发明可以实现类似薄壁双层机匣的高质量、高效率加工,确保机匣的圆度符合要求。

控制较大尺寸机匣件加工变形的工艺措施.docx
控制较大尺寸机匣件加工变形的工艺措施控制较大尺寸机壳件加工变形的工艺措施摘要:较大尺寸机壳件的加工过程中往往容易发生变形,这对工件的加工质量和准确度造成了很大的影响。本论文将从机壳件的变形原因入手,分析其加工过程中容易引起变形的因素,并提出一些有效的工艺措施来控制机壳件的变形,从而提高加工质量和准确度。1.引言机壳件作为重要的机械零部件,广泛应用于各种机械装置中。然而,在加工过程中,由于机壳件的尺寸较大,加工过程中容易受到外力和热变形等因素的影响而产生变形,严重影响了工件的加工质量和准确度。因此,研究如何