
一种高强铝合金板材横向不平度控制方法.pdf

诗文****仙女

1/8

2/8
3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强铝合金板材横向不平度控制方法.pdf
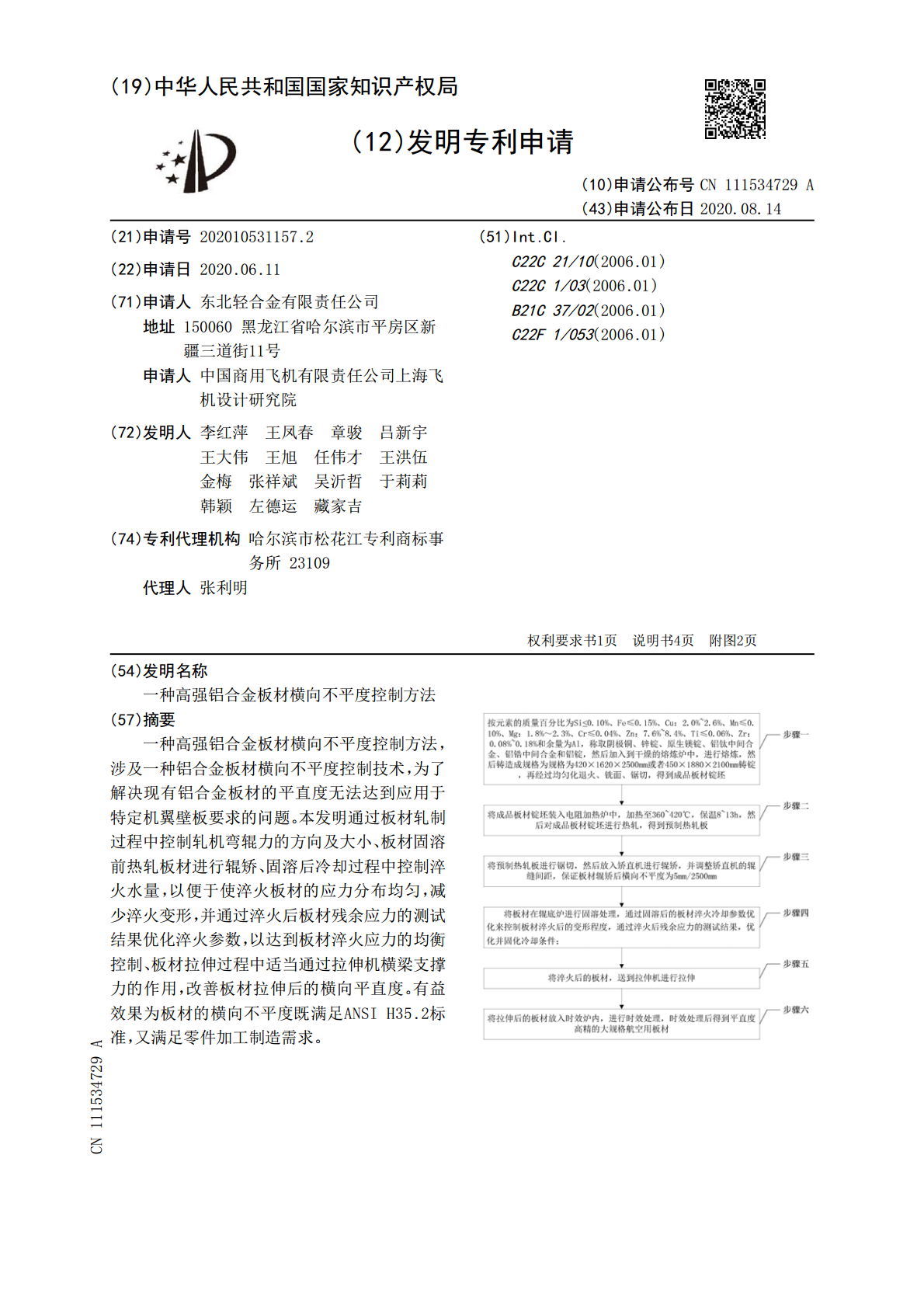
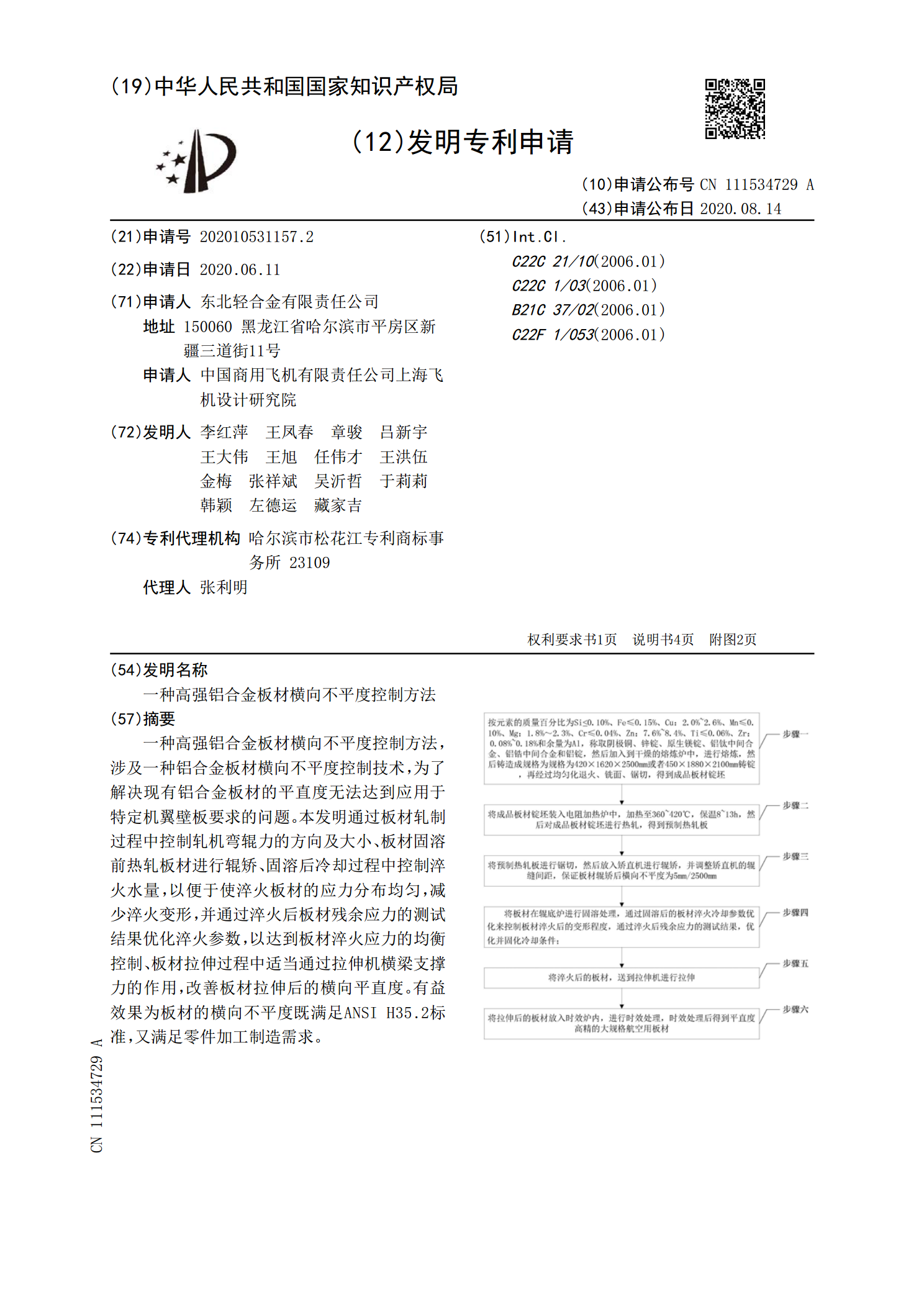
一种高强铝合金板材横向不平度控制方法,涉及一种铝合金板材横向不平度控制技术,为了解决现有铝合金板材的平直度无法达到应用于特定机翼壁板要求的问题。本发明通过板材轧制过程中控制轧机弯辊力的方向及大小、板材固溶前热轧板材进行辊矫、固溶后冷却过程中控制淬火水量,以便于使淬火板材的应力分布均匀,减少淬火变形,并通过淬火后板材残余应力的测试结果优化淬火参数,以达到板材淬火应力的均衡控制、板材拉伸过程中适当通过拉伸机横梁支撑力的作用,改善板材拉伸后的横向平直度。有益效果为板材的横向不平度既满足ANSIH35.2标准,
一种船舶用高强耐蚀铝合金板材及其制备方法.pdf
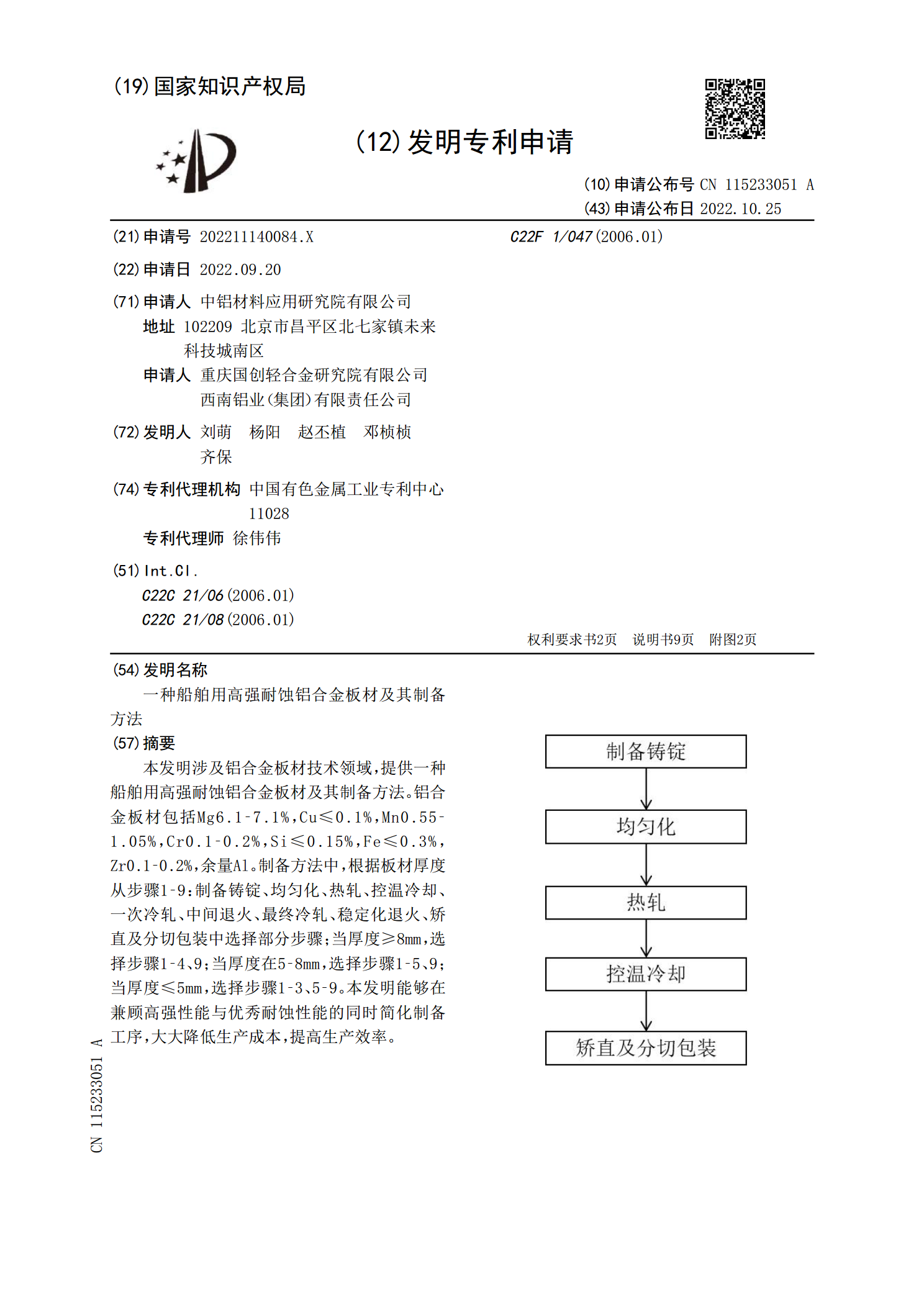
本发明涉及铝合金板材技术领域,提供一种船舶用高强耐蚀铝合金板材及其制备方法。铝合金板材包括Mg6.1?7.1%,Cu≤0.1%,Mn0.55?1.05%,Cr0.1?0.2%,Si≤0.15%,Fe≤0.3%,Zr0.1?0.2%,余量Al。制备方法中,根据板材厚度从步骤1?9:制备铸锭、均匀化、热轧、控温冷却、一次冷轧、中间退火、最终冷轧、稳定化退火、矫直及分切包装中选择部分步骤;当厚度≥8mm,选择步骤1?4、9;当厚度在5?8mm,选择步骤1?5、9;当厚度≤5mm,选择步骤1?3、5?9。本发明能
一种耐损伤容限高强铝合金板材及其制备方法.pdf
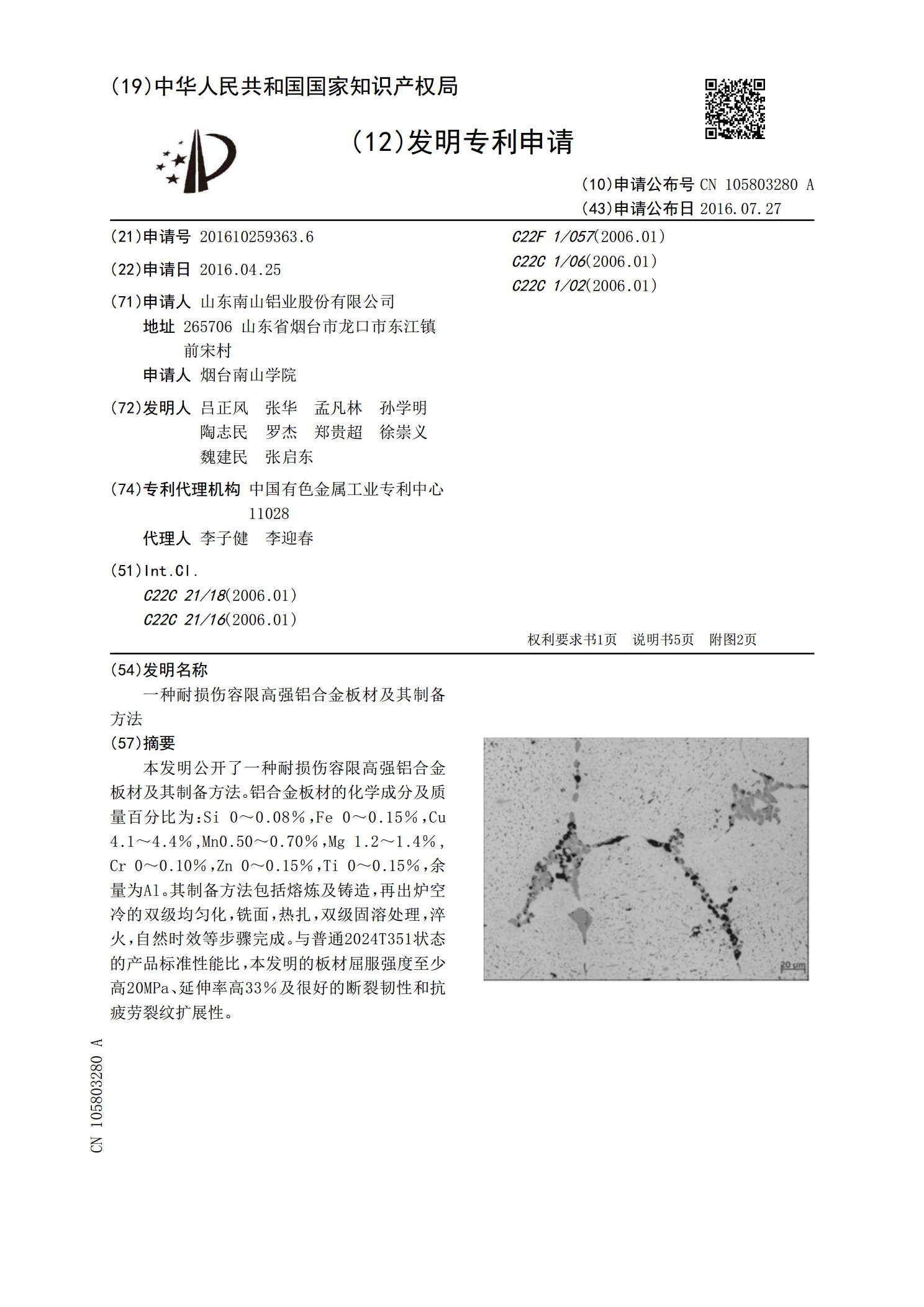
本发明公开了一种耐损伤容限高强铝合金板材及其制备方法。铝合金板材的化学成分及质量百分比为:Si0~0.08%,Fe0~0.15%,Cu4.1~4.4%,Mn0.50~0.70%,Mg1.2~1.4%,Cr0~0.10%,Zn0~0.15%,Ti0~0.15%,余量为Al。其制备方法包括熔炼及铸造,再出炉空冷的双级均匀化,铣面,热扎,双级固溶处理,淬火,自然时效等步骤完成。与普通2024T351状态的产品标准性能比,本发明的板材屈服强度至少高20MPa、延伸率高33%及很好的断裂韧性和抗疲劳裂

一种铝合金板材板形控制方法.pdf
本发明公开了一种铝合金板材板形控制方法,包括步骤:1)将铝合金铸锭预留厚度余量进行热轧;2)将铝合金板材进行固溶淬火;3)将铝合金板材进行冷轧;4)对铝合金板材进行拉伸;5)对铝合金板材进行时效处理;6)将铝合金板材进行锯切成预设成品板材。由于在进行铝合金铸锭热轧时预留了厚度余量,因此在进行铝合金板材冷轧时具有了一定的压下量,对板形的控制能够起到有效的改善作用,从而能够有效提高板材的加工质量。
一种高强铝合金的制备方法及高强铝合金.pdf
本发明公开了一种高强铝合金的制备方法及高强铝合金,将铝合金母合金锭在熔炉中熔化后,将Al10Sr及AlTi5CB中间合金锭加入熔体中,AlTi5CB中间合金添加量为母合金锭总重的1?2%;搅拌、通干燥氮气喷吹10分钟,温度保持在720?740℃;静置10?20分钟后在金属型模具中进行浇注得到铸件。本发明提供的高强铝合金,合金通过添加Sr、Ti、C、B元素,控制Fe、Cu、Zn含量在低水平,适当提高Mg含量,来提高铝合金的强度,并保证铝合金的塑性指标;本发明所添加的C、B元素,可在熔体中形成的弥散分布的Ti