
一种可无级调节型腔容积的模具.pdf

增梅****主啊

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种可无级调节型腔容积的模具.pdf
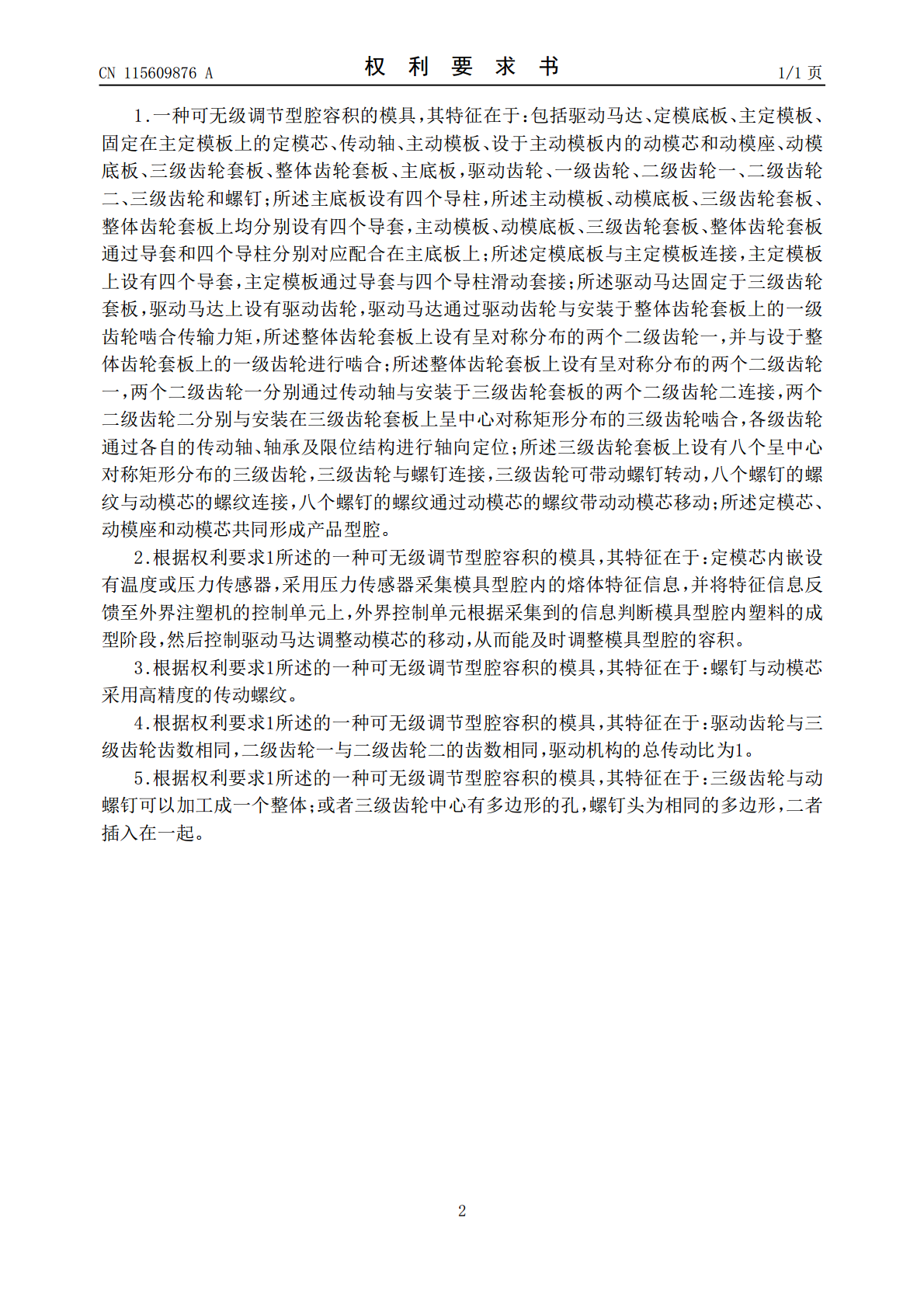
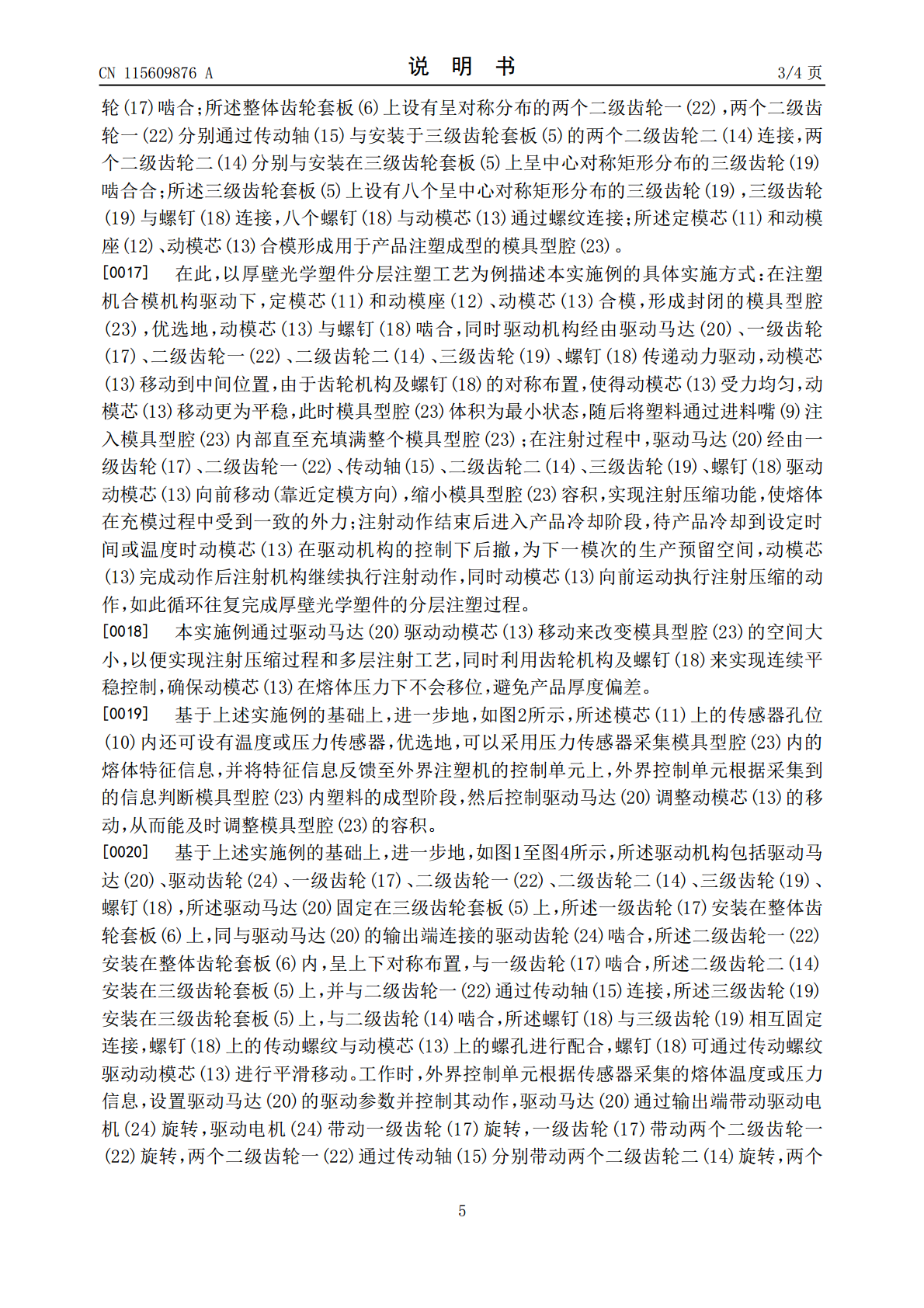
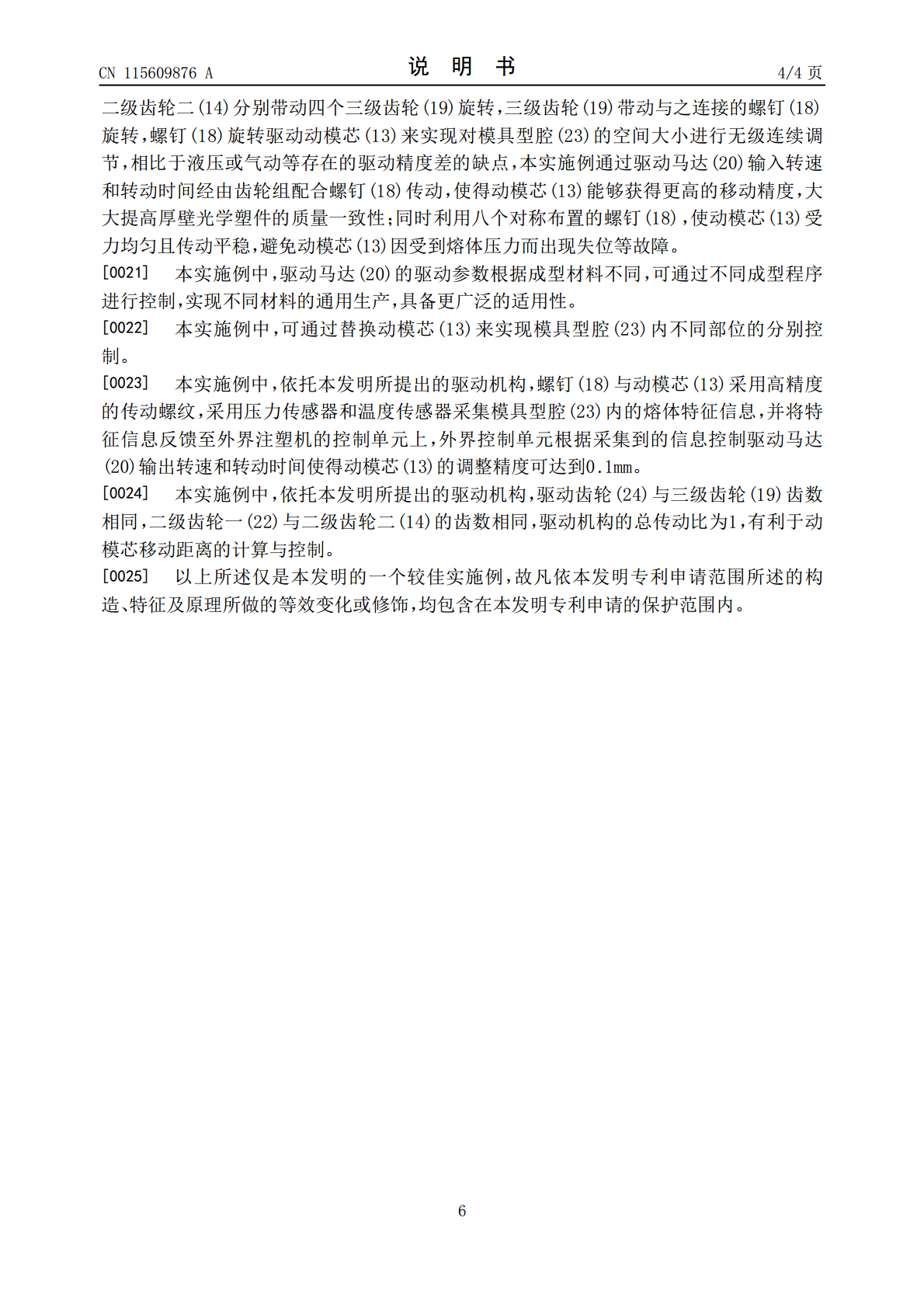
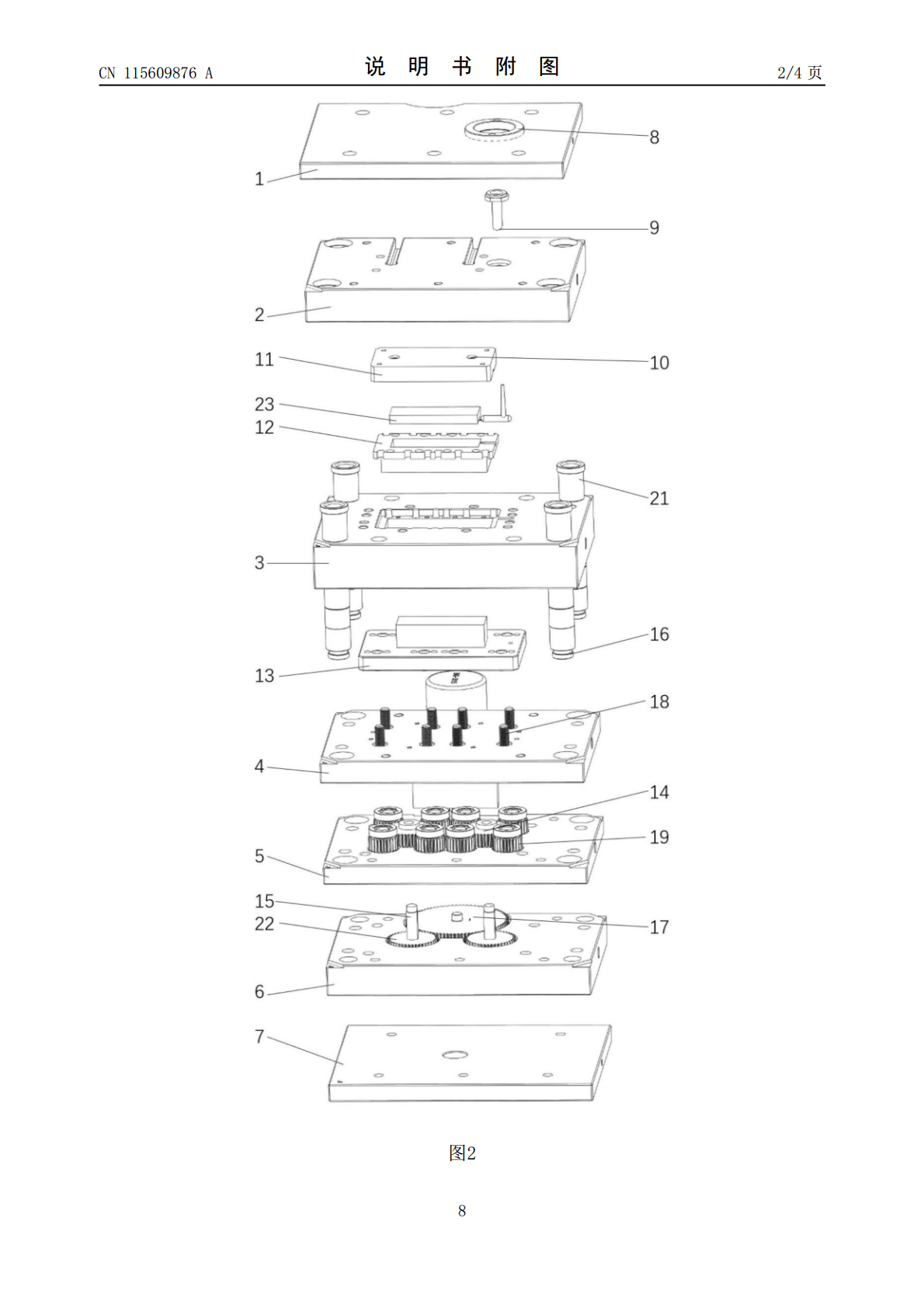
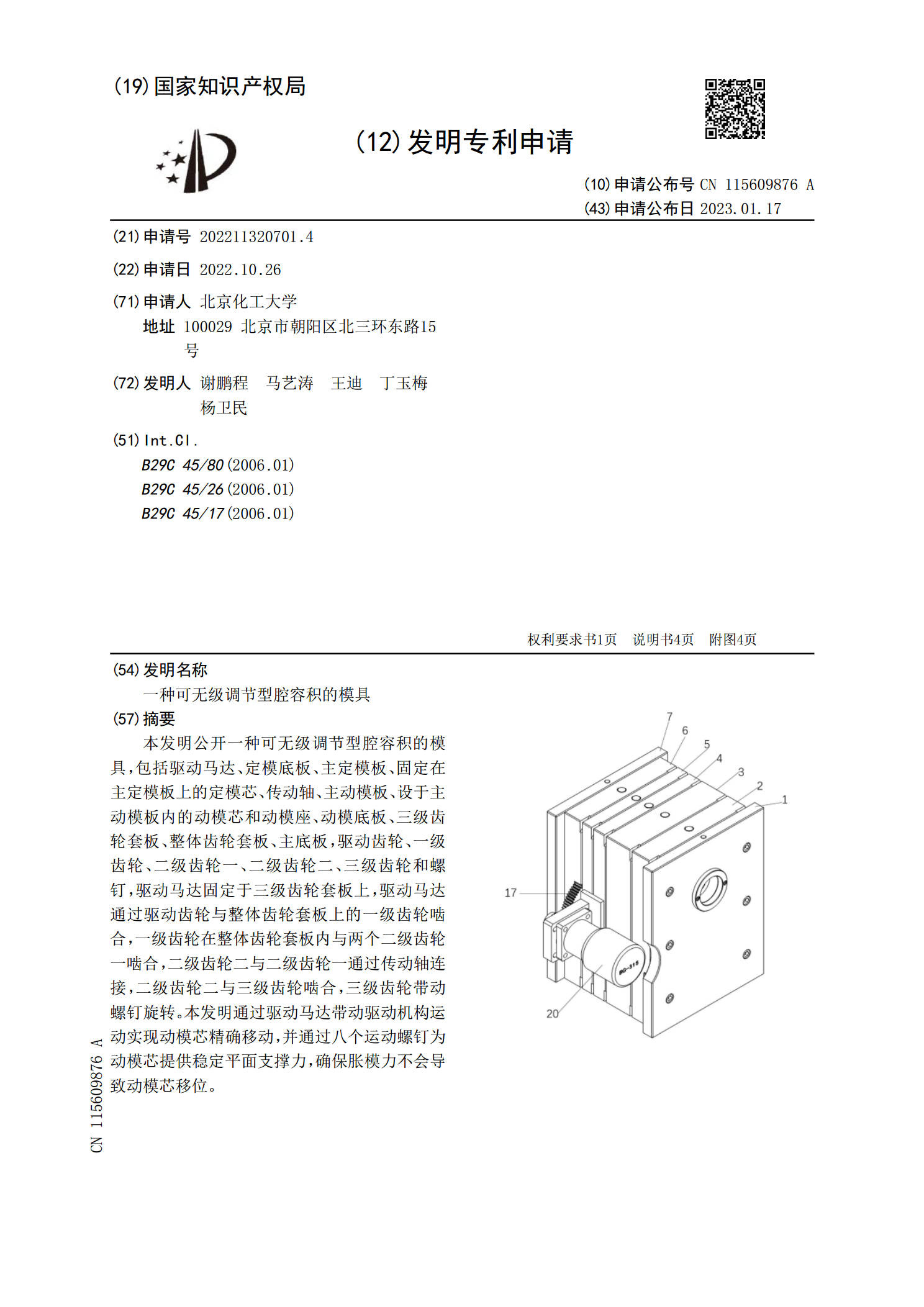
本发明公开一种可无级调节型腔容积的模具,包括驱动马达、定模底板、主定模板、固定在主定模板上的定模芯、传动轴、主动模板、设于主动模板内的动模芯和动模座、动模底板、三级齿轮套板、整体齿轮套板、主底板,驱动齿轮、一级齿轮、二级齿轮一、二级齿轮二、三级齿轮和螺钉,驱动马达固定于三级齿轮套板上,驱动马达通过驱动齿轮与整体齿轮套板上的一级齿轮啮合,一级齿轮在整体齿轮套板内与两个二级齿轮一啮合,二级齿轮二与二级齿轮一通过传动轴连接,二级齿轮二与三级齿轮啮合,三级齿轮带动螺钉旋转。本发明通过驱动马达带动驱动机构运动实现动
一种模具型腔高度调节装置及模具.pdf
本发明涉及模具技术领域,且公开了一种模具型腔高度调节装置及模具,其包括下模具和上模具,下模具的顶部开设有第一置物槽,在第一置物槽的内部固定安装有内模具,内模具的高度大于下模具的高度,上模具的底部开设有第二置物槽,且在第二置物槽的内部固定安装有内模块,上模具位于下模具的上方,上模具底部的第二置物槽套接在内模具的外壁,本发明,通过调整四个螺纹支撑杆插入定位槽的长度,能够调整限位环的位置高度,而上模具的底部与限位环的顶部相接触,这样限位环位置高度的变化就会改变内模块插入内模具模腔中的长度,内模块插入内模具模腔中
一种型腔可拆分的轮胎模具.pdf
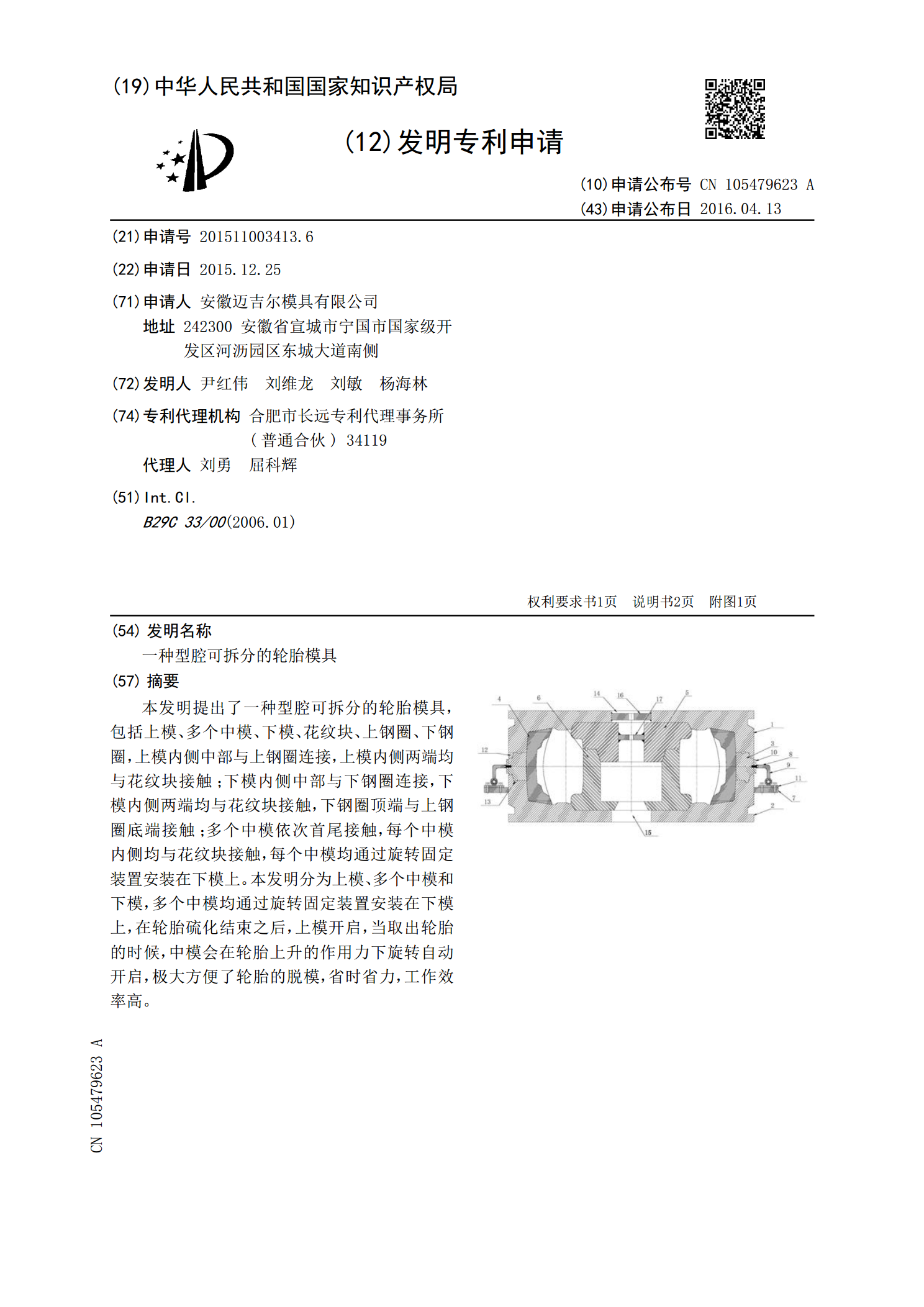
本发明提出了一种型腔可拆分的轮胎模具,包括上模、多个中模、下模、花纹块、上钢圈、下钢圈,上模内侧中部与上钢圈连接,上模内侧两端均与花纹块接触;下模内侧中部与下钢圈连接,下模内侧两端均与花纹块接触,下钢圈顶端与上钢圈底端接触;多个中模依次首尾接触,每个中模内侧均与花纹块接触,每个中模均通过旋转固定装置安装在下模上。本发明分为上模、多个中模和下模,多个中模均通过旋转固定装置安装在下模上,在轮胎硫化结束之后,上模开启,当取出轮胎的时候,中模会在轮胎上升的作用力下旋转自动开启,极大方便了轮胎的脱模,省时省力,工作
一种可快速排气的压铸模具型腔结构.pdf
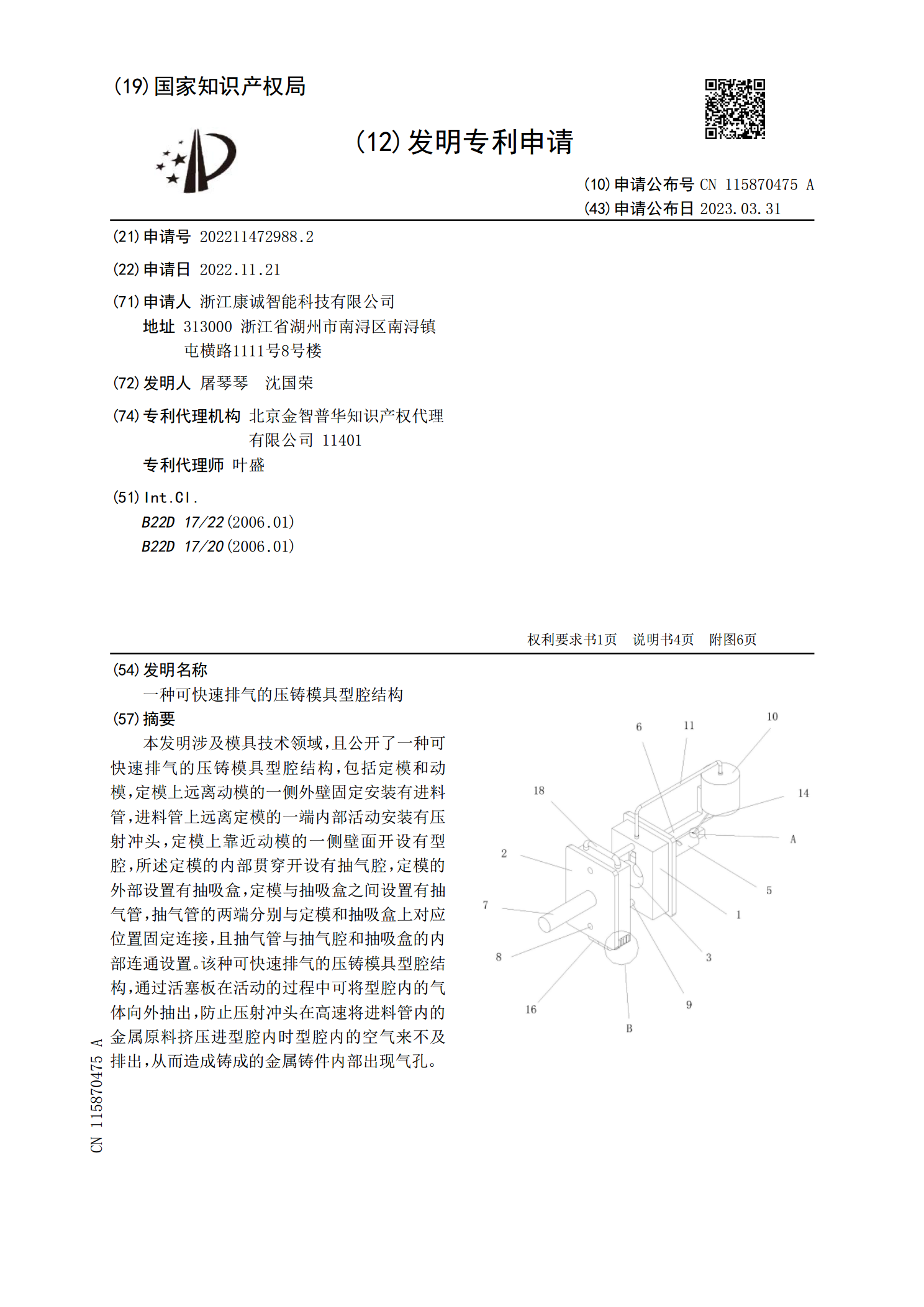
本发明涉及模具技术领域,且公开了一种可快速排气的压铸模具型腔结构,包括定模和动模,定模上远离动模的一侧外壁固定安装有进料管,进料管上远离定模的一端内部活动安装有压射冲头,定模上靠近动模的一侧壁面开设有型腔,所述定模的内部贯穿开设有抽气腔,定模的外部设置有抽吸盒,定模与抽吸盒之间设置有抽气管,抽气管的两端分别与定模和抽吸盒上对应位置固定连接,且抽气管与抽气腔和抽吸盒的内部连通设置。该种可快速排气的压铸模具型腔结构,通过活塞板在活动的过程中可将型腔内的气体向外抽出,防止压射冲头在高速将进料管内的金属原料挤压进
一种单螺杆压缩机容量/内容积比无级调节机构.pdf
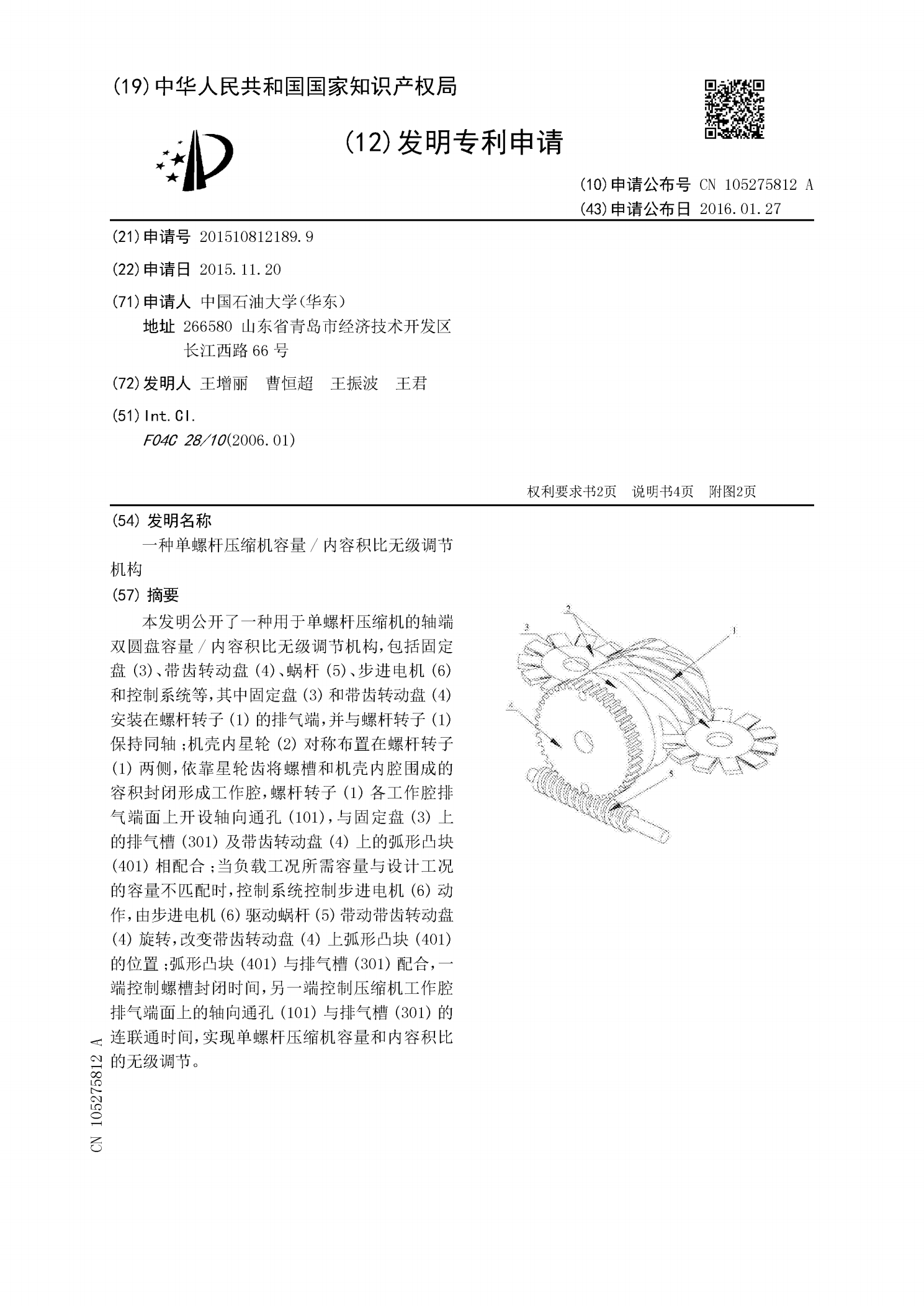
本发明公开了一种用于单螺杆压缩机的轴端双圆盘容量/内容积比无级调节机构,包括固定盘(3)、带齿转动盘(4)、蜗杆(5)、步进电机(6)和控制系统等,其中固定盘(3)和带齿转动盘(4)安装在螺杆转子(1)的排气端,并与螺杆转子(1)保持同轴;机壳内星轮(2)对称布置在螺杆转子(1)两侧,依靠星轮齿将螺槽和机壳内腔围成的容积封闭形成工作腔,螺杆转子(1)各工作腔排气端面上开设轴向通孔(101),与固定盘(3)上的排气槽(301)及带齿转动盘(4)上的弧形凸块(401)相配合;当负载工况所需容量与设计工况的容量