
电线绞合装置及绞合电线的制造方法.pdf

Wi****m7


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
电线绞合装置及绞合电线的制造方法.pdf
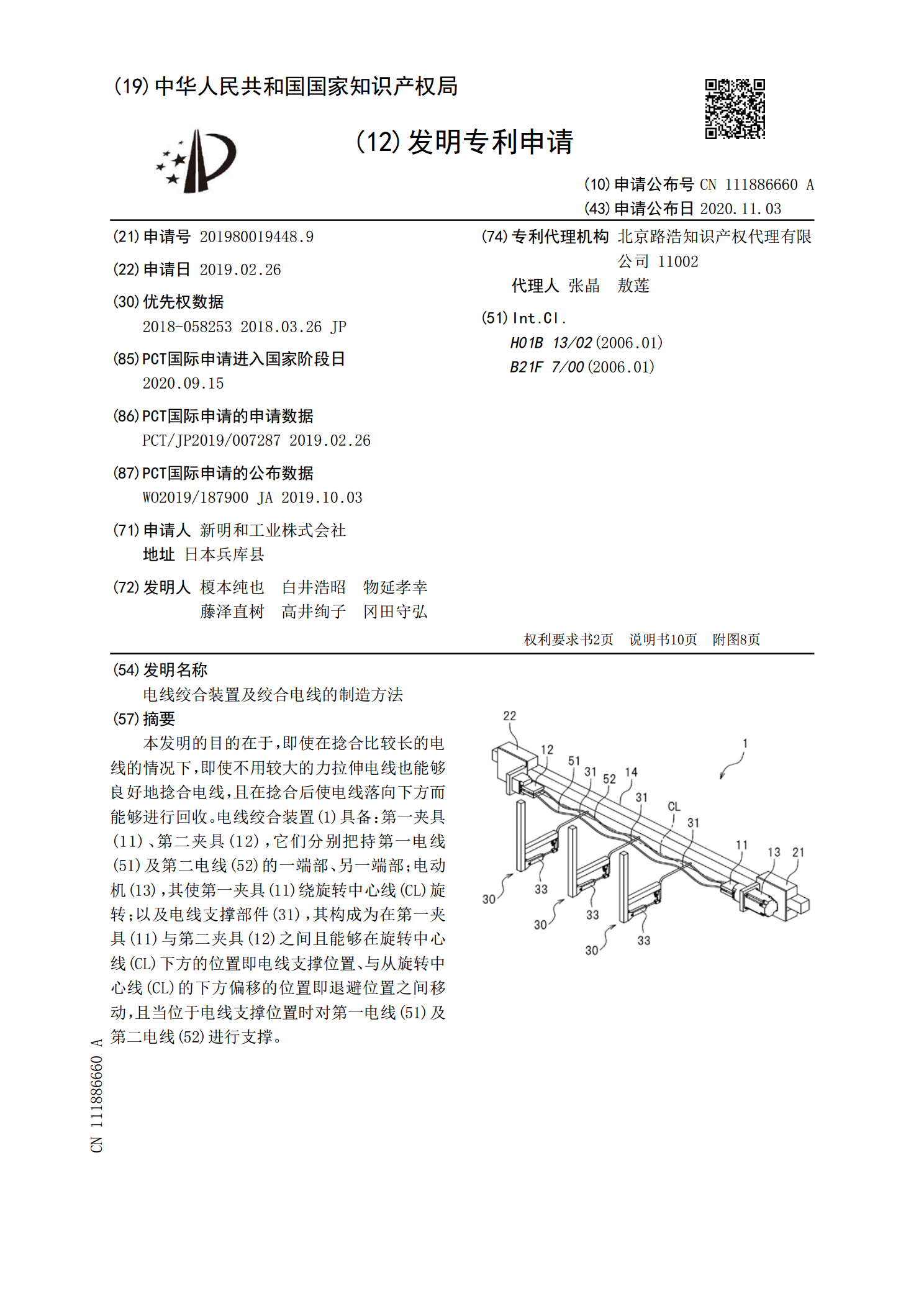
本发明的目的在于,即使在捻合比较长的电线的情况下,即使不用较大的力拉伸电线也能够良好地捻合电线,且在捻合后使电线落向下方而能够进行回收。电线绞合装置(1)具备:第一夹具(11)、第二夹具(12),它们分别把持第一电线(51)及第二电线(52)的一端部、另一端部;电动机(13),其使第一夹具(11)绕旋转中心线(CL)旋转;以及电线支撑部件(31),其构成为在第一夹具(11)与第二夹具(12)之间且能够在旋转中心线(CL)下方的位置即电线支撑位置、与从旋转中心线(CL)的下方偏移的位置即退避位置之间移动,且
绞合线制造装置及绞合线制造方法.pdf
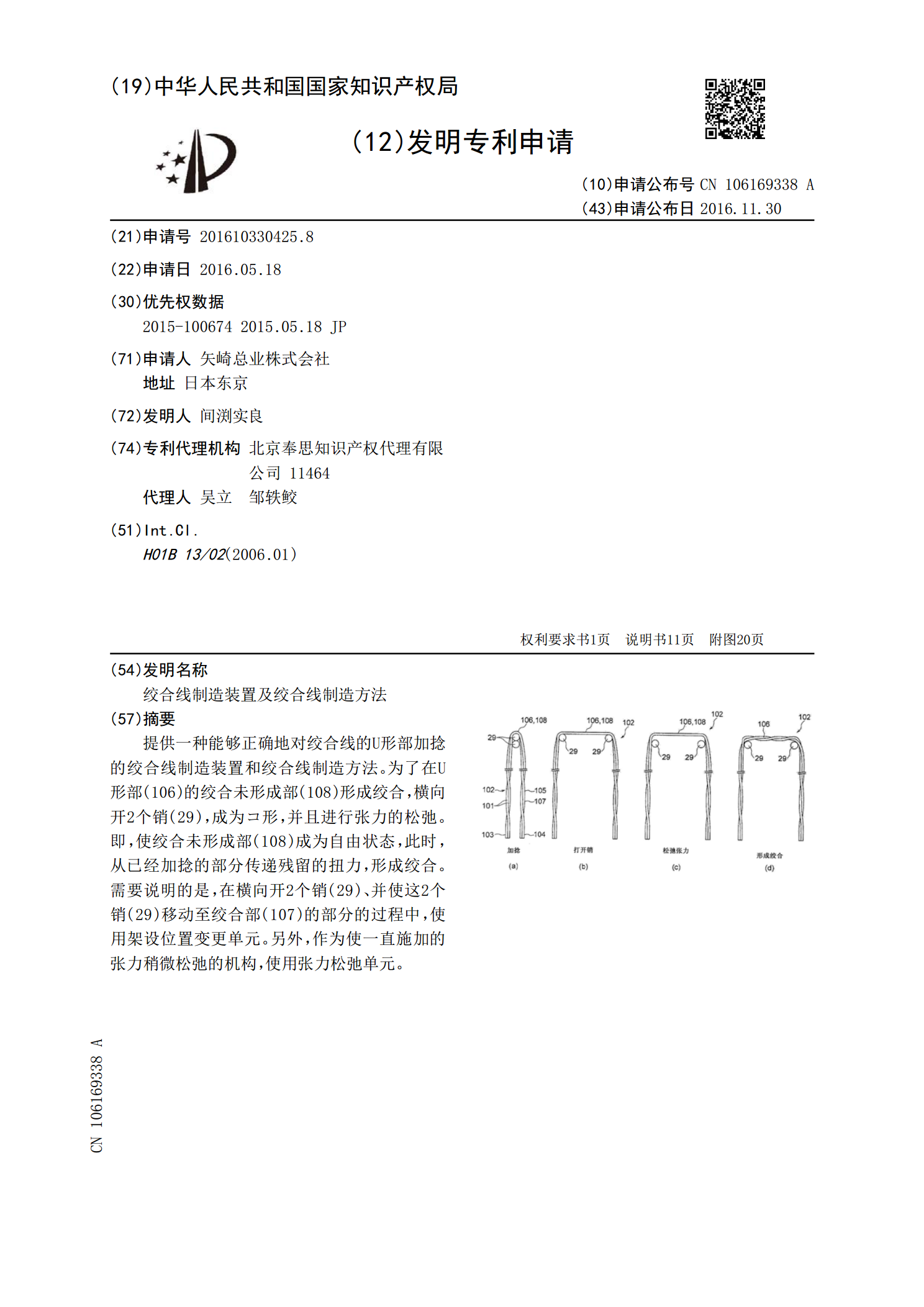
提供一种能够正确地对绞合线的U形部加捻的绞合线制造装置和绞合线制造方法。为了在U形部(106)的绞合未形成部(108)形成绞合,横向开2个销(29),成为コ形,并且进行张力的松弛。即,使绞合未形成部(108)成为自由状态,此时,从已经加捻的部分传递残留的扭力,形成绞合。需要说明的是,在横向开2个销(29)、并使这2个销(29)移动至绞合部(107)的部分的过程中,使用架设位置变更单元。另外,作为使一直施加的张力稍微松弛的机构,使用张力松弛单元。

一种绞合电线输出装置.pdf
本发明涉及一种绞合电线输出装置,属于线缆加工技术领域。一种绞合电线输出装置,包括对称绞合骨架和设置在对称绞合骨架上的电线传输单元,每个电线传输单元包括电线收卷部和用于传输电线的传输轮,所述传输轮包括固定的第一传输轮、与第一传输轮相对应并可活动的第二传输轮、位于第一传输轮和第二传输轮一侧的限位轮和输出电线的输出轮,电线经第一传输轮和第二传输轮输送后,再经限位轮限定位置,最后经输出轮输出。该绞合电线输出装置具有使用方便、适用范围广、运行时重心稳定的优点。
绞合线制造方法及其制造装置.pdf
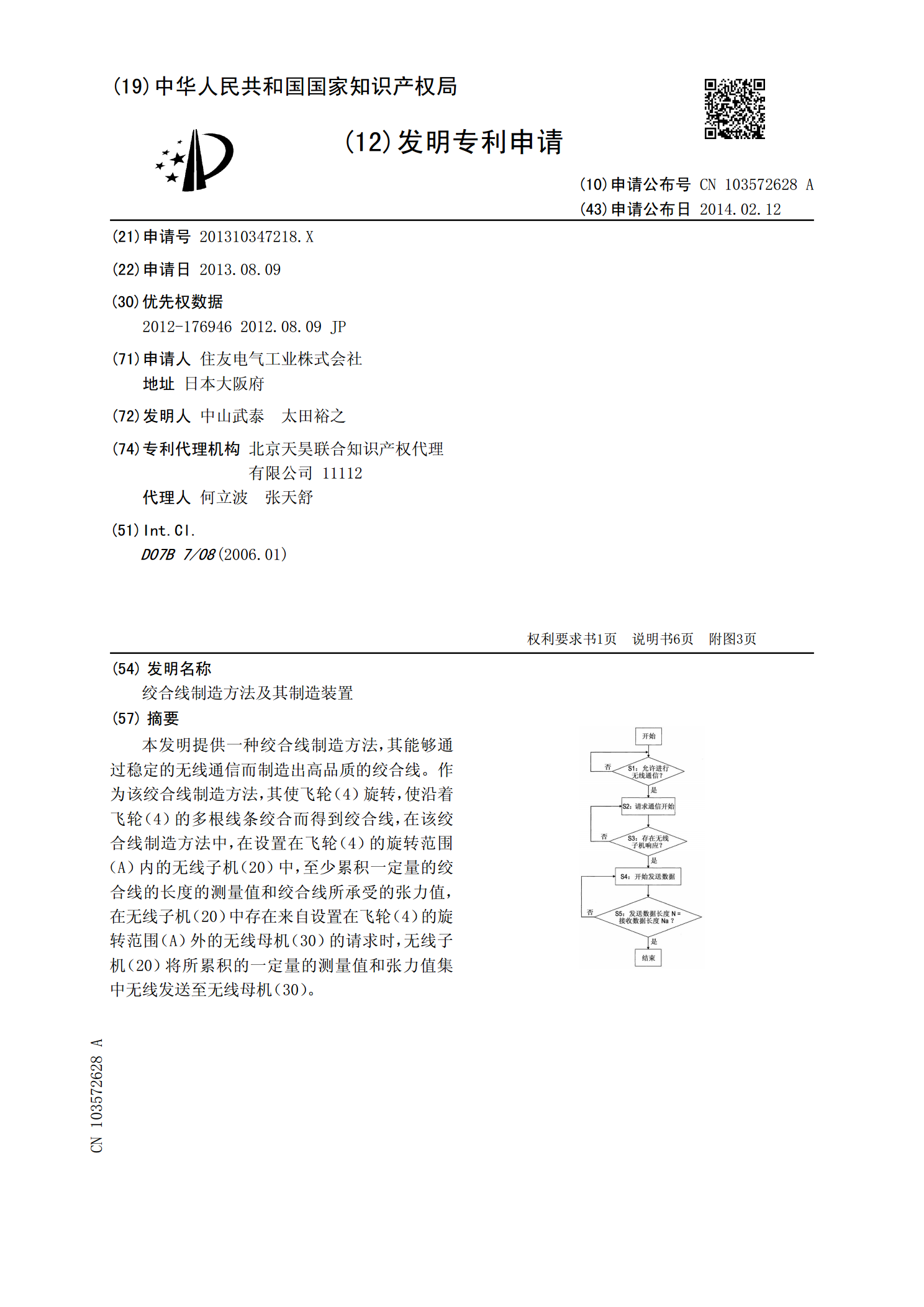
本发明提供一种绞合线制造方法,其能够通过稳定的无线通信而制造出高品质的绞合线。作为该绞合线制造方法,其使飞轮(4)旋转,使沿着飞轮(4)的多根线条绞合而得到绞合线,在该绞合线制造方法中,在设置在飞轮(4)的旋转范围(A)内的无线子机(20)中,至少累积一定量的绞合线的长度的测量值和绞合线所承受的张力值,在无线子机(20)中存在来自设置在飞轮(4)的旋转范围(A)外的无线母机(30)的请求时,无线子机(20)将所累积的一定量的测量值和张力值集中无线发送至无线母机(30)。
电线电缆导体绞合工艺控制.doc
电线电缆导体绞合工艺控制(产品质量缺陷分析与防止)束线、绞线旳不良品、废品,重要问题有过扭、内层或外层单线断裂、缺股、单线或绞线表面擦伤、单线背股、单线起皮、斑疤、脆断、拱起、有夹杂物、线径超差或掺错、绞合方向错、蛇形、绞合节距大、长度不合格、绞合松股、排线乱和压伤、刮伤、撞伤、电线电缆导电线芯直流电阻不合格等。1、过扭过扭是指绞合过程中,扭绞过度呈麻花形现象。1)、产生原因一是绞线在牵引轮上绕旳圈数不够,一般少于4圈,摩擦力过小而打滑,导致扭绞过度。二是收线张力松或收线盘不转,而转体仍在旋转,而导致扭绞