
多工位线切割装置及线切割方法.pdf

子璇****君淑

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
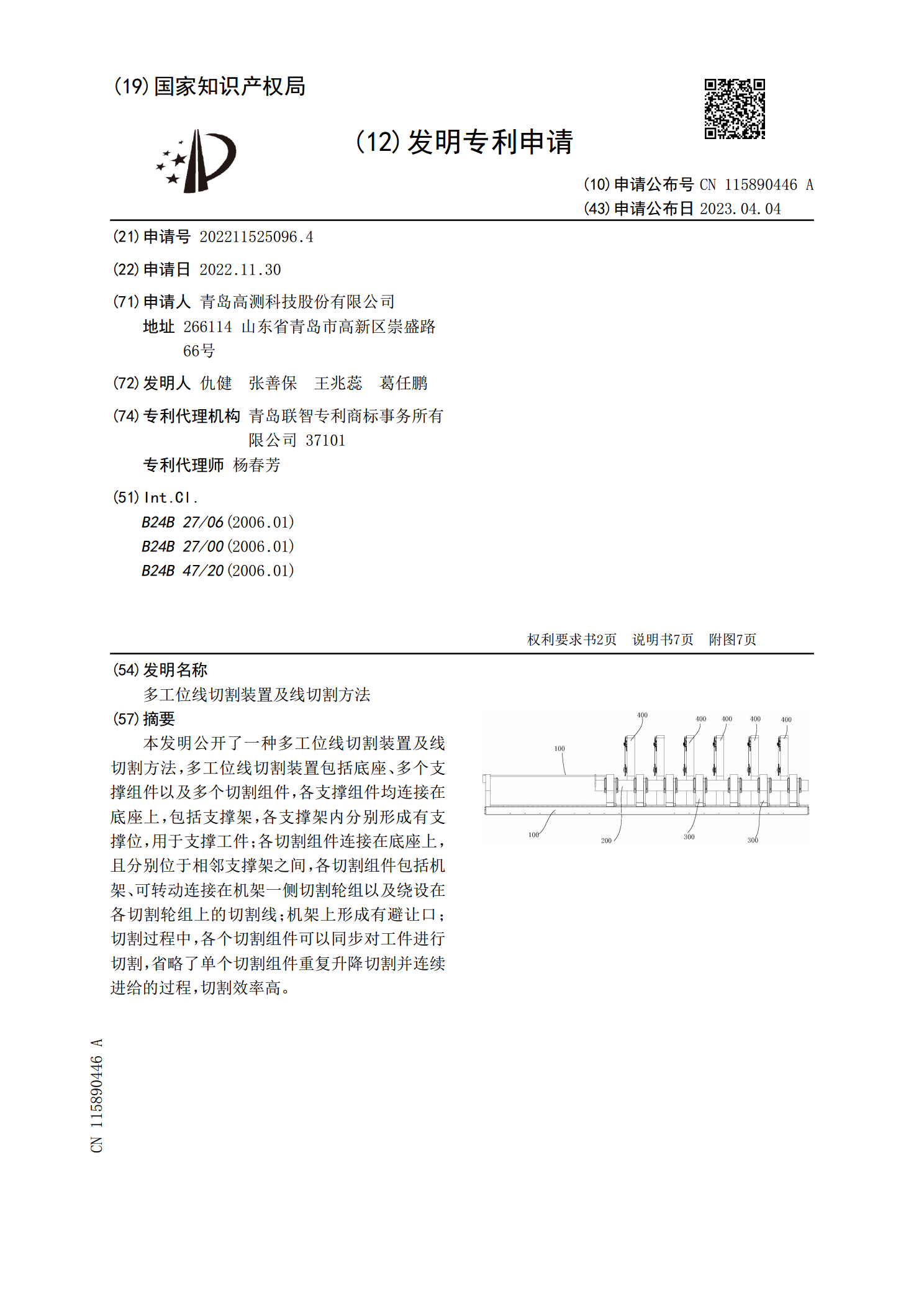
多工位线切割装置及线切割方法.pdf
本发明公开了一种多工位线切割装置及线切割方法,多工位线切割装置包括底座、多个支撑组件以及多个切割组件,各支撑组件均连接在底座上,包括支撑架,各支撑架内分别形成有支撑位,用于支撑工件;各切割组件连接在底座上,且分别位于相邻支撑架之间,各切割组件包括机架、可转动连接在机架一侧切割轮组以及绕设在各切割轮组上的切割线;机架上形成有避让口;切割过程中,各个切割组件可以同步对工件进行切割,省略了单个切割组件重复升降切割并连续进给的过程,切割效率高。
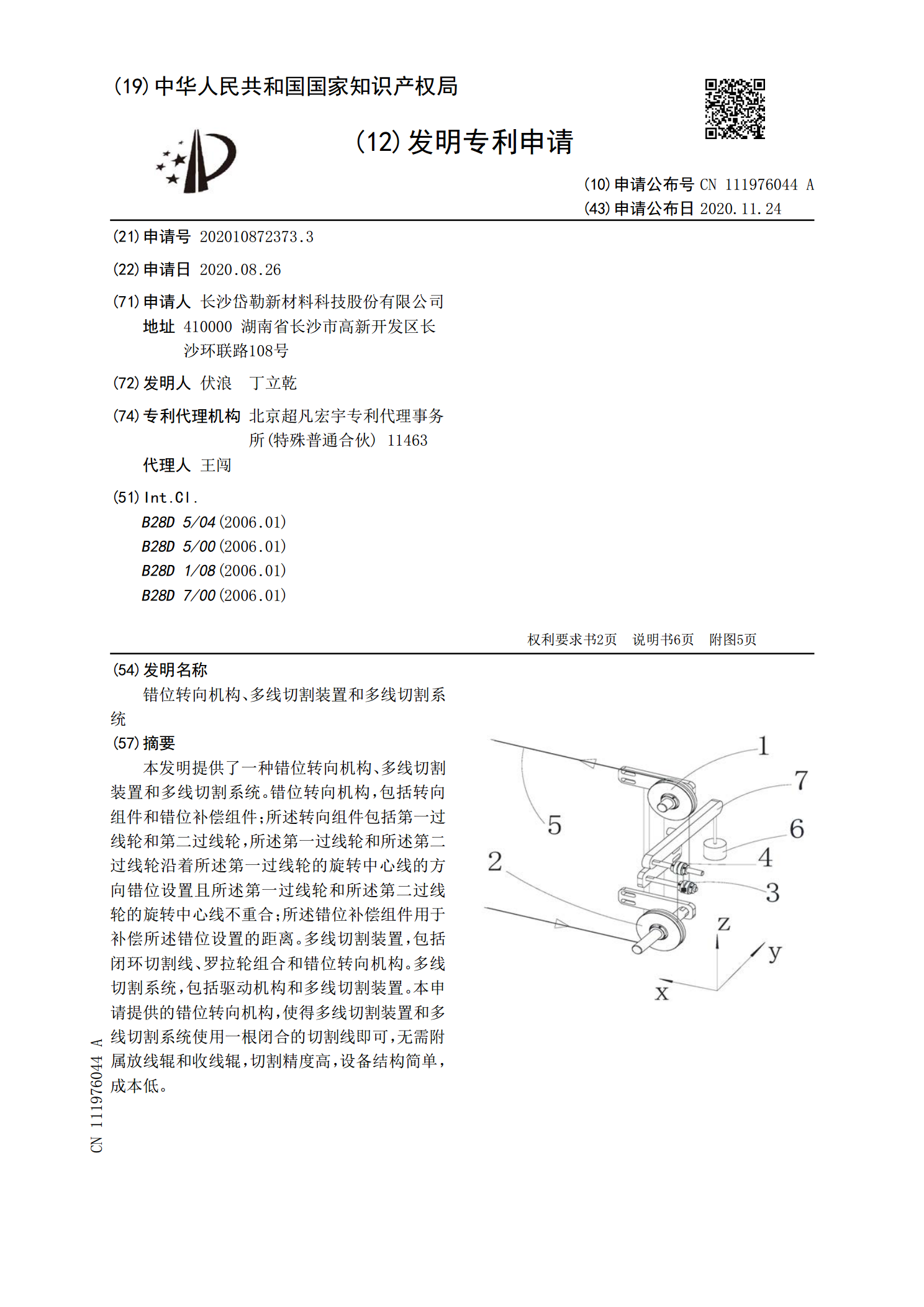
错位转向机构、多线切割装置和多线切割系统.pdf
本发明提供了一种错位转向机构、多线切割装置和多线切割系统。错位转向机构,包括转向组件和错位补偿组件;所述转向组件包括第一过线轮和第二过线轮,所述第一过线轮和所述第二过线轮沿着所述第一过线轮的旋转中心线的方向错位设置且所述第一过线轮和所述第二过线轮的旋转中心线不重合;所述错位补偿组件用于补偿所述错位设置的距离。多线切割装置,包括闭环切割线、罗拉轮组合和错位转向机构。多线切割系统,包括驱动机构和多线切割装置。本申请提供的错位转向机构,使得多线切割装置和多线切割系统使用一根闭合的切割线即可,无需附属放线辊和收线
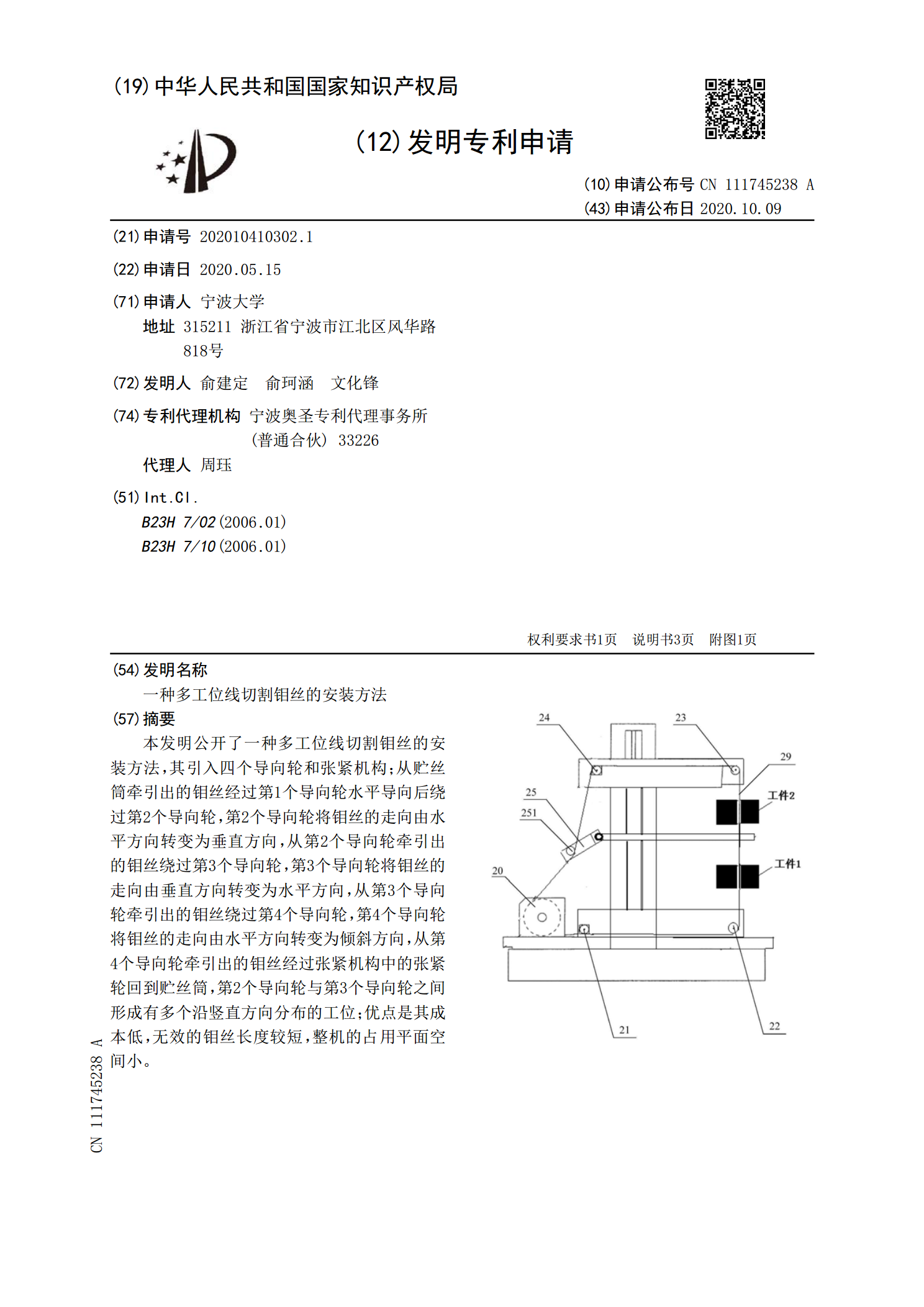
一种多工位线切割钼丝的安装方法.pdf
本发明公开了一种多工位线切割钼丝的安装方法,其引入四个导向轮和张紧机构;从贮丝筒牵引出的钼丝经过第1个导向轮水平导向后绕过第2个导向轮,第2个导向轮将钼丝的走向由水平方向转变为垂直方向,从第2个导向轮牵引出的钼丝绕过第3个导向轮,第3个导向轮将钼丝的走向由垂直方向转变为水平方向,从第3个导向轮牵引出的钼丝绕过第4个导向轮,第4个导向轮将钼丝的走向由水平方向转变为倾斜方向,从第4个导向轮牵引出的钼丝经过张紧机构中的张紧轮回到贮丝筒,第2个导向轮与第3个导向轮之间形成有多个沿竖直方向分布的工位;优点是其成本低

一种用于多线切割机床的多线切割装置.pdf
本申请公开了一种用于多线切割机床的多线切割装置,包括基座和多个设置于基座的切割线组,切割线组之间相互垂直交叉设置,切割线组均包括轴对称的第一切割单元、第二切割单元,以及绕于切割单元之间的切割线;第一切割单元和第二切割单元均包括隔板、轴对称设置于隔板两侧面的两个纠正轮与两个切割轮组,以及驱动纠正轮的驱动装置,切割轮组由两个相互靠近并设置于隔板的上切割轮和下切割轮。由此,可以一次同时对多个棒料进行切割,由此,通过设有多个切割线组垂直交叉组成形成多个切割点,可以一次同时对多个棒料进行切割,大大提高了切割效率。

线切割装置的主轮结构、其制作方法及线切割装置.pdf
本发明公开了一种线切割装置的主轮结构、其制作方法及线切割装置,主要是采用由出线端向入线端进行切割加工成型出若干环形的沟槽的方法,利用该方法所制作的主轮结构,其靠近出线端的环形的沟槽具有对称型态,可以是正V型或U型,可以有效补偿在出线端的因线损而形成小线径的线材,进而提高晶圆切片的良率,并延长主轮结构的使用寿命,进而达到节省成本的目的,本发明所提供的线切割装置是具有本发明主轮结构的线切割装置,具有本发明主轮结构所具有的优点及功效。