
一种多工位线切割钼丝的安装方法.pdf

是浩****32

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种多工位线切割钼丝的安装方法.pdf
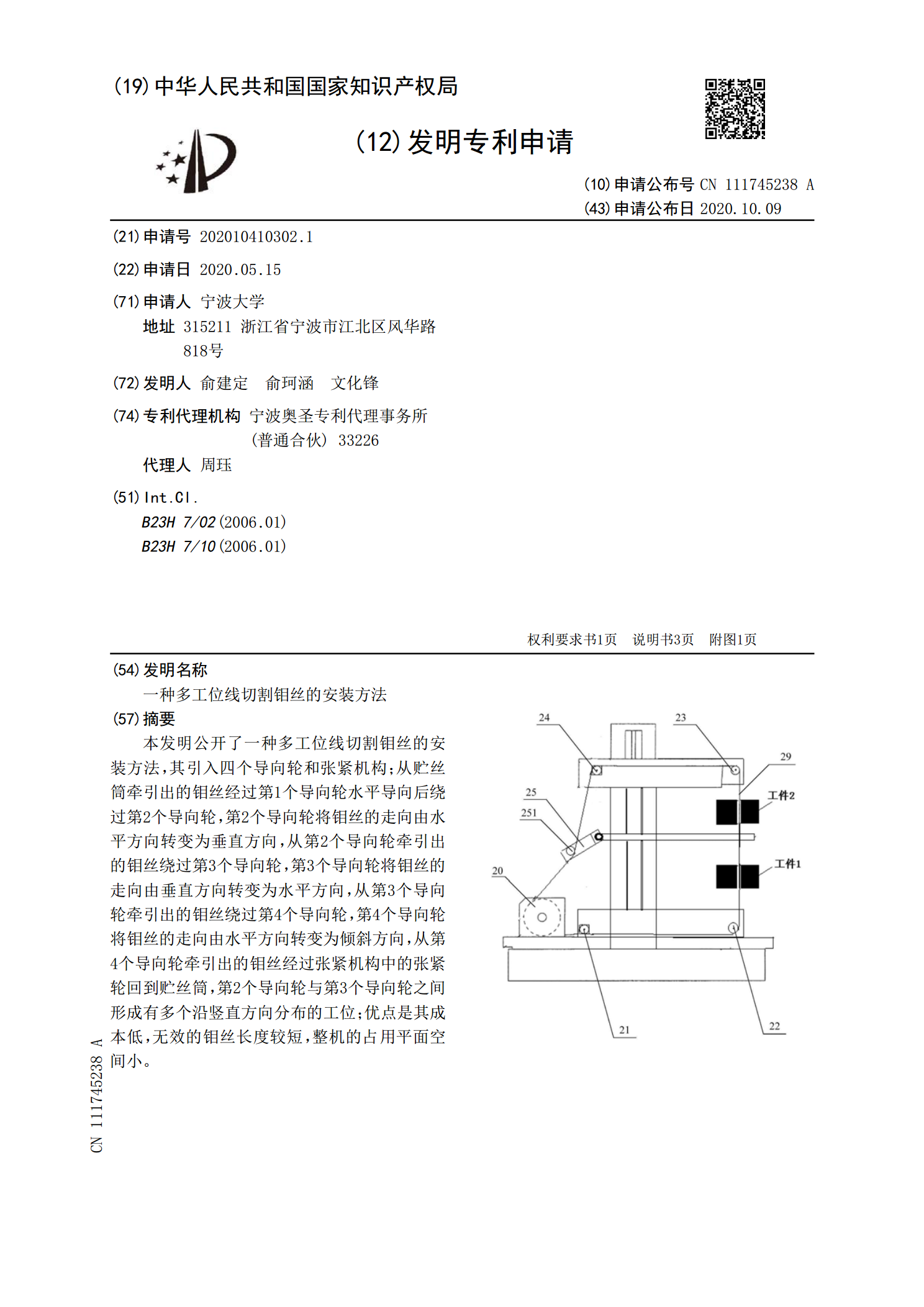
本发明公开了一种多工位线切割钼丝的安装方法,其引入四个导向轮和张紧机构;从贮丝筒牵引出的钼丝经过第1个导向轮水平导向后绕过第2个导向轮,第2个导向轮将钼丝的走向由水平方向转变为垂直方向,从第2个导向轮牵引出的钼丝绕过第3个导向轮,第3个导向轮将钼丝的走向由垂直方向转变为水平方向,从第3个导向轮牵引出的钼丝绕过第4个导向轮,第4个导向轮将钼丝的走向由水平方向转变为倾斜方向,从第4个导向轮牵引出的钼丝经过张紧机构中的张紧轮回到贮丝筒,第2个导向轮与第3个导向轮之间形成有多个沿竖直方向分布的工位;优点是其成本低
多工位线切割装置及线切割方法.pdf
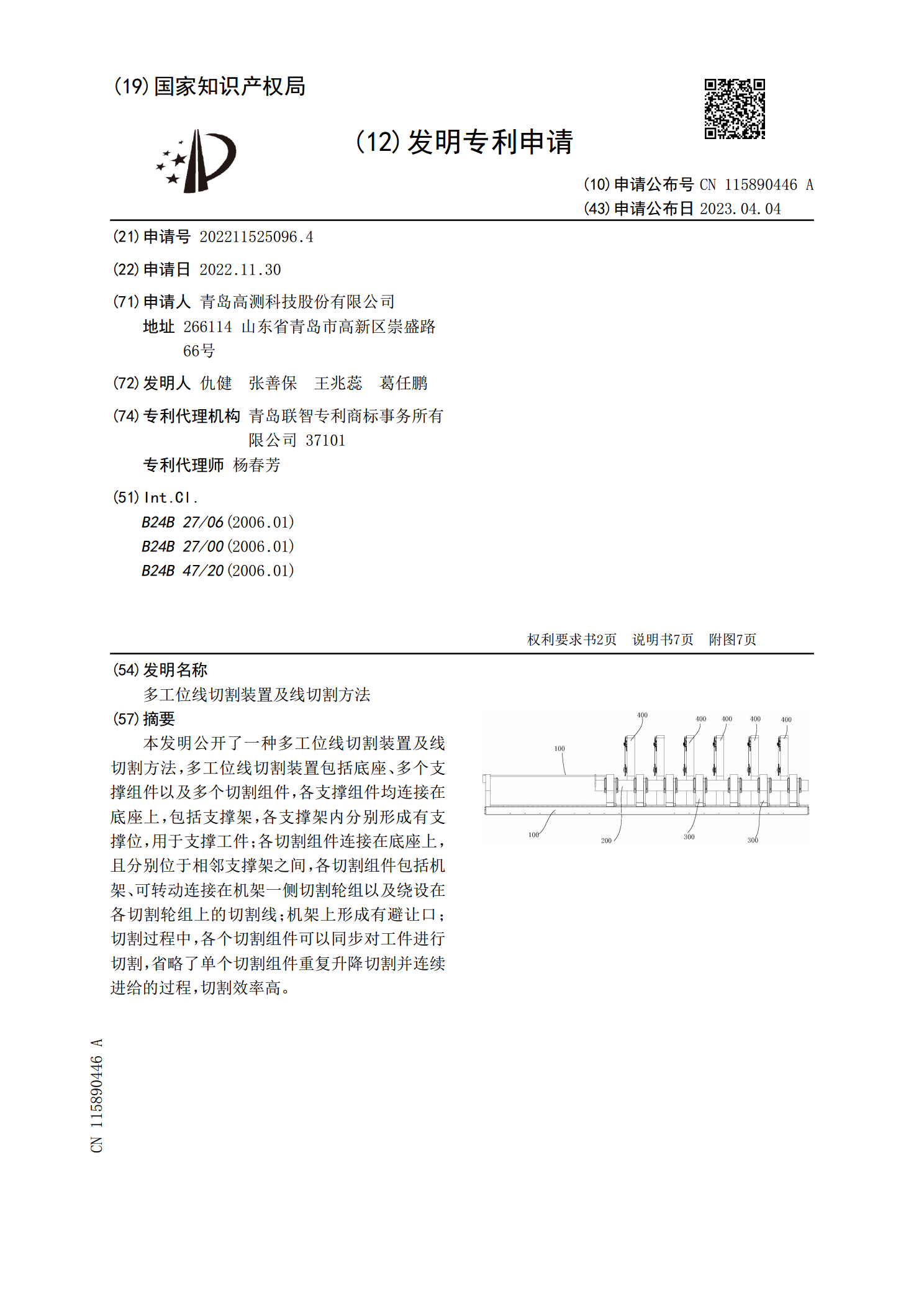
本发明公开了一种多工位线切割装置及线切割方法,多工位线切割装置包括底座、多个支撑组件以及多个切割组件,各支撑组件均连接在底座上,包括支撑架,各支撑架内分别形成有支撑位,用于支撑工件;各切割组件连接在底座上,且分别位于相邻支撑架之间,各切割组件包括机架、可转动连接在机架一侧切割轮组以及绕设在各切割轮组上的切割线;机架上形成有避让口;切割过程中,各个切割组件可以同步对工件进行切割,省略了单个切割组件重复升降切割并连续进给的过程,切割效率高。

提高线切割机钼丝寿命的方法.docx
提高线切割机钼丝寿命的方法Title:MethodsforImprovingtheLifespanofEDMWireCuttingMachinesIntroduction:Thewirecuttingprocessiswidelyusedinvariousindustries,includingmetalworking,jewelrymaking,andmanufacturing.OneofthemostcommonlyusedwirecuttingmachinesistheElectricalDisch
一种线切割自动缠绕钼丝的装置及工作方法.pdf
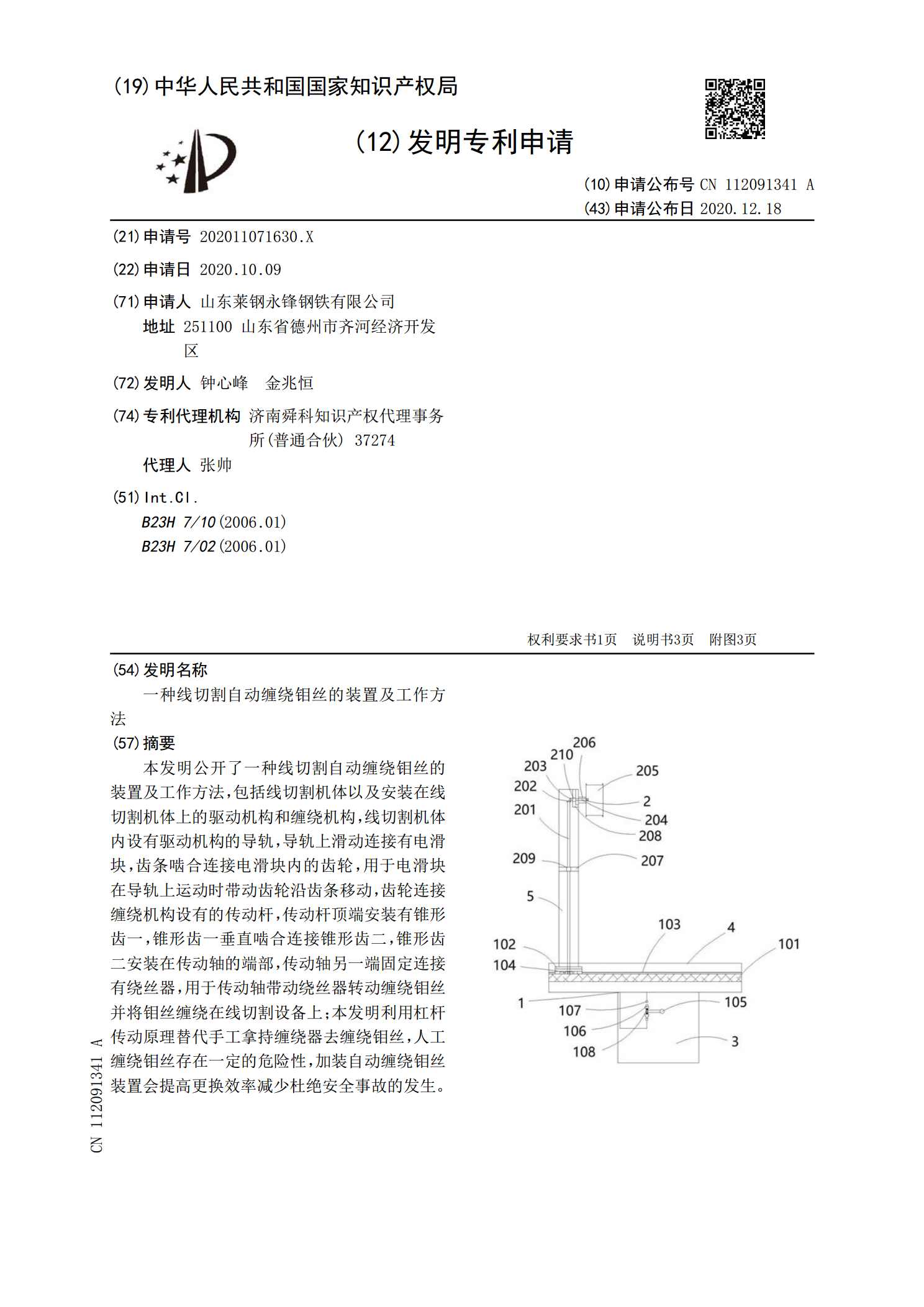
本发明公开了一种线切割自动缠绕钼丝的装置及工作方法,包括线切割机体以及安装在线切割机体上的驱动机构和缠绕机构,线切割机体内设有驱动机构的导轨,导轨上滑动连接有电滑块,齿条啮合连接电滑块内的齿轮,用于电滑块在导轨上运动时带动齿轮沿齿条移动,齿轮连接缠绕机构设有的传动杆,传动杆顶端安装有锥形齿一,锥形齿一垂直啮合连接锥形齿二,锥形齿二安装在传动轴的端部,传动轴另一端固定连接有绕丝器,用于传动轴带动绕丝器转动缠绕钼丝并将钼丝缠绕在线切割设备上;本发明利用杠杆传动原理替代手工拿持缠绕器去缠绕钼丝,人工缠绕钼丝存在

一种线切割机的钼丝调节装置.pdf
一种线切割机的钼丝调节装置,包括紧丝主轴、齿轮、紧丝座和紧丝活动块,所述紧丝主轴依次穿过所述齿轮、所述紧丝座和所述紧丝活动块;所述紧丝座与所述紧丝活动块之间设置有弹簧发条,所述弹簧发条的一端固定于所述紧丝主轴的固定槽内,另一端通过长杆螺栓固定于所述紧丝活动块上;所述紧丝座上安装有紧丝固定块和紧丝弹力调节块,所述紧丝固定块和所述紧丝弹力调节块分别位于所述齿轮的两侧;所述紧丝活动块是由两个不在同一直线的连接板组成,所述连接板通过固定孔安装有导轮。本发明通过采用具有夹角的所述紧丝活动块,极大的提高了线切割的稳定