
一种金属铜带的整平加工工艺.pdf

邻家****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种金属铜带的整平加工工艺.pdf
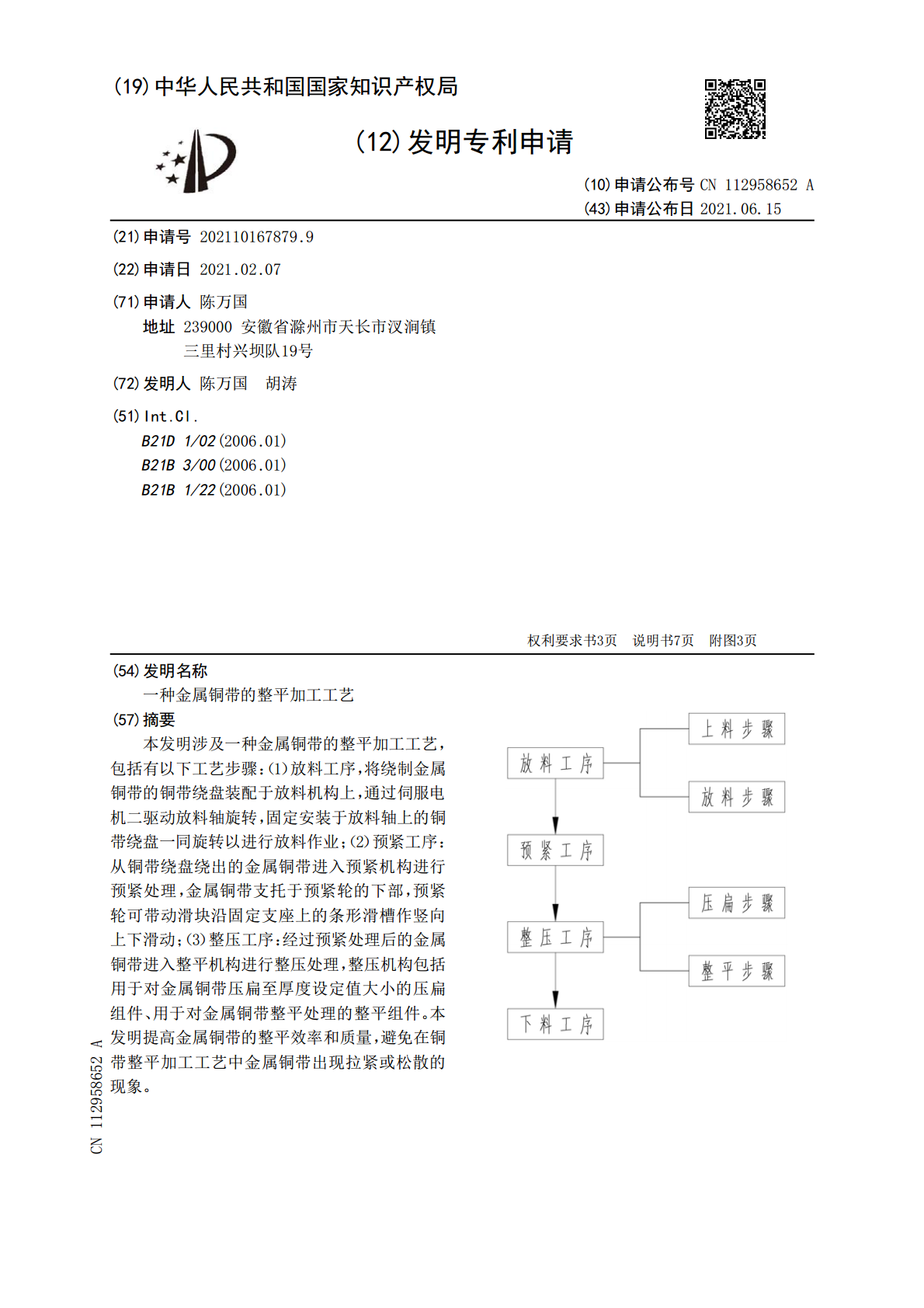
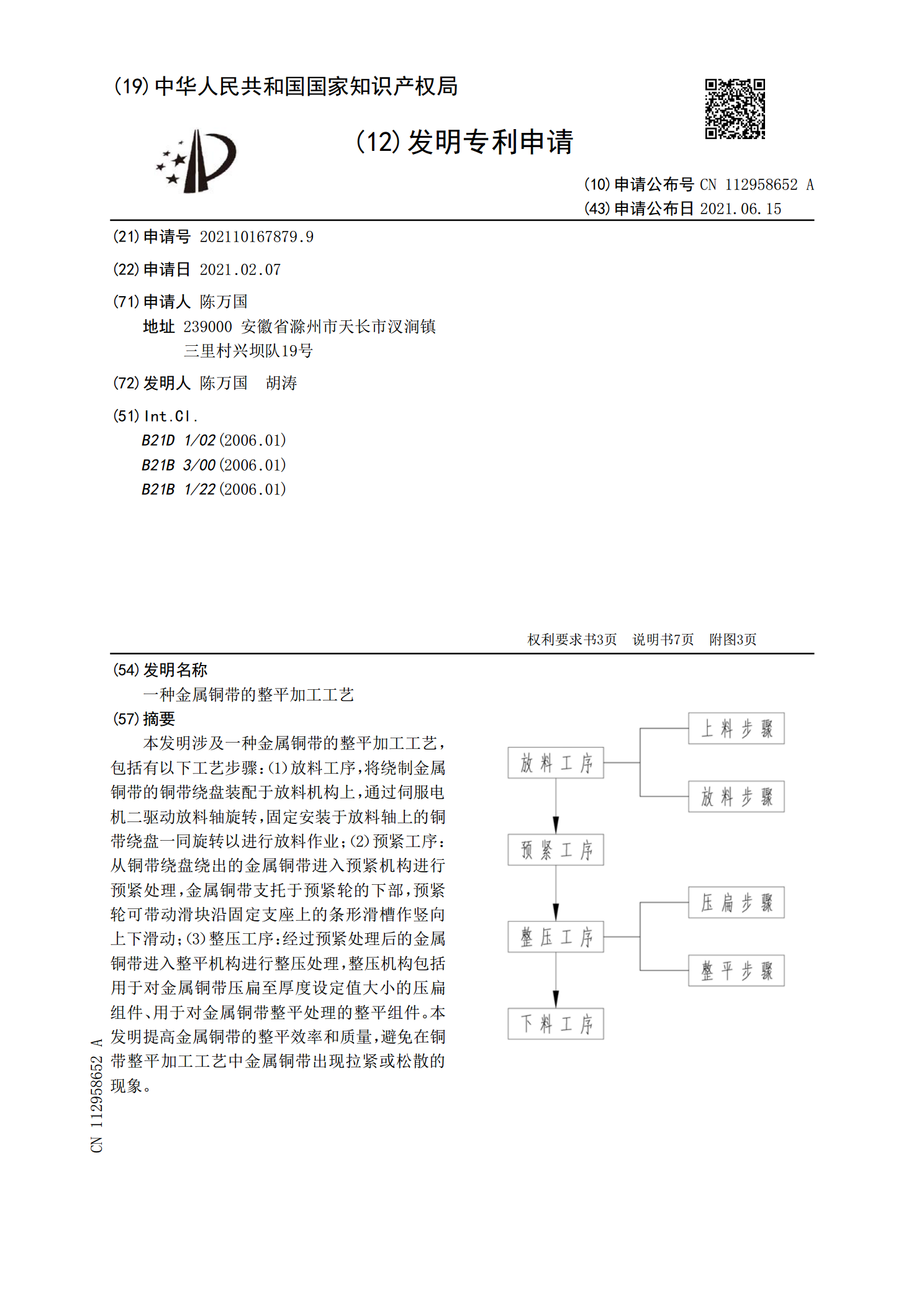
本发明涉及一种金属铜带的整平加工工艺,包括有以下工艺步骤:(1)放料工序,将绕制金属铜带的铜带绕盘装配于放料机构上,通过伺服电机二驱动放料轴旋转,固定安装于放料轴上的铜带绕盘一同旋转以进行放料作业;(2)预紧工序:从铜带绕盘绕出的金属铜带进入预紧机构进行预紧处理,金属铜带支托于预紧轮的下部,预紧轮可带动滑块沿固定支座上的条形滑槽作竖向上下滑动;(3)整压工序:经过预紧处理后的金属铜带进入整平机构进行整压处理,整压机构包括用于对金属铜带压扁至厚度设定值大小的压扁组件、用于对金属铜带整平处理的整平组件。本发明

一种金属板材整平加工处理工艺.pdf
本发明涉及一种金属板材整平加工处理工艺,主要由一种金属板材整平加工处理机械配合完成,所述金属板材整平加工处理机械包括底座、整平架、导料单元和整平单元,该金属板材整平加工处理工艺主要包括以下步骤:S1、板材放置;S2、分隔固定;S3、板材整平;S4、板材码垛;所述的底座上端设置有整平架,整平架下端内壁上设置有整平单元,底座下端内壁上设置有导料单元;本发明通过设计出的分隔机构对条状板材同时达到了分隔、限位以及固定的作用,从而解决了多种规格的条状板材的宽度不一致,从而导致机械难以对板材进行固定,在整平过程中存在
一种高强高导精密铜带加工工艺.pdf
本发明公开了一种高强高导精密铜带加工工艺,包括如下步骤:S1:准备铜原材料和钛原材料,S2:然后将加工好的铜原材料和钛原材料分别放入熔炉中进行熔炼,S3:将融化后的钛倒入铜液体中,并且对铜液体进行充分搅拌,S4:将合金液体倒入到模具中,然后对模具进行冷却,使得合金液体开始凝固,S5:对获得的坯料进行轧制,从而获得初步的加工的铜带,S6:对初步加工的铜带进行升温处理,S7:对铜带进行最后的加工处理,从而得到铜带产品。本发明中,在加工铜带的过程中,向铜原料中加入钛原料,使得钛原料融入到铜原料中,通过钛来增加铜
一种蜂鸣片用铜带加工工艺.pdf
本发明公开了一种蜂鸣片用铜带加工工艺,S1:制备原料A、原料B和原料C锌锭;S2:原料A投入熔炼炉进行熔炼;S3:加入除渣剂,捞渣干净;S4:加入润滑剂,拉铸;S5:将拉铸品表面进行铣面氧化皮、夹渣去除;S6:锭坯在热轧推杆炉中800℃‑900℃的条件下退火;S7:过两连轧将4.2mm厚度的铜带进行粗轧得到1.8mm厚度的铜带,进行裁边然后收卷;S8:1.8mm铜带在推杆炉中700℃的条件下保温6h退火,采用稀硫酸对1.8铜带以70m/min速度进行酸洗;本发明通过选用制备原料A、制备原料B和原料C的多组
一种金属板材整平机.pdf
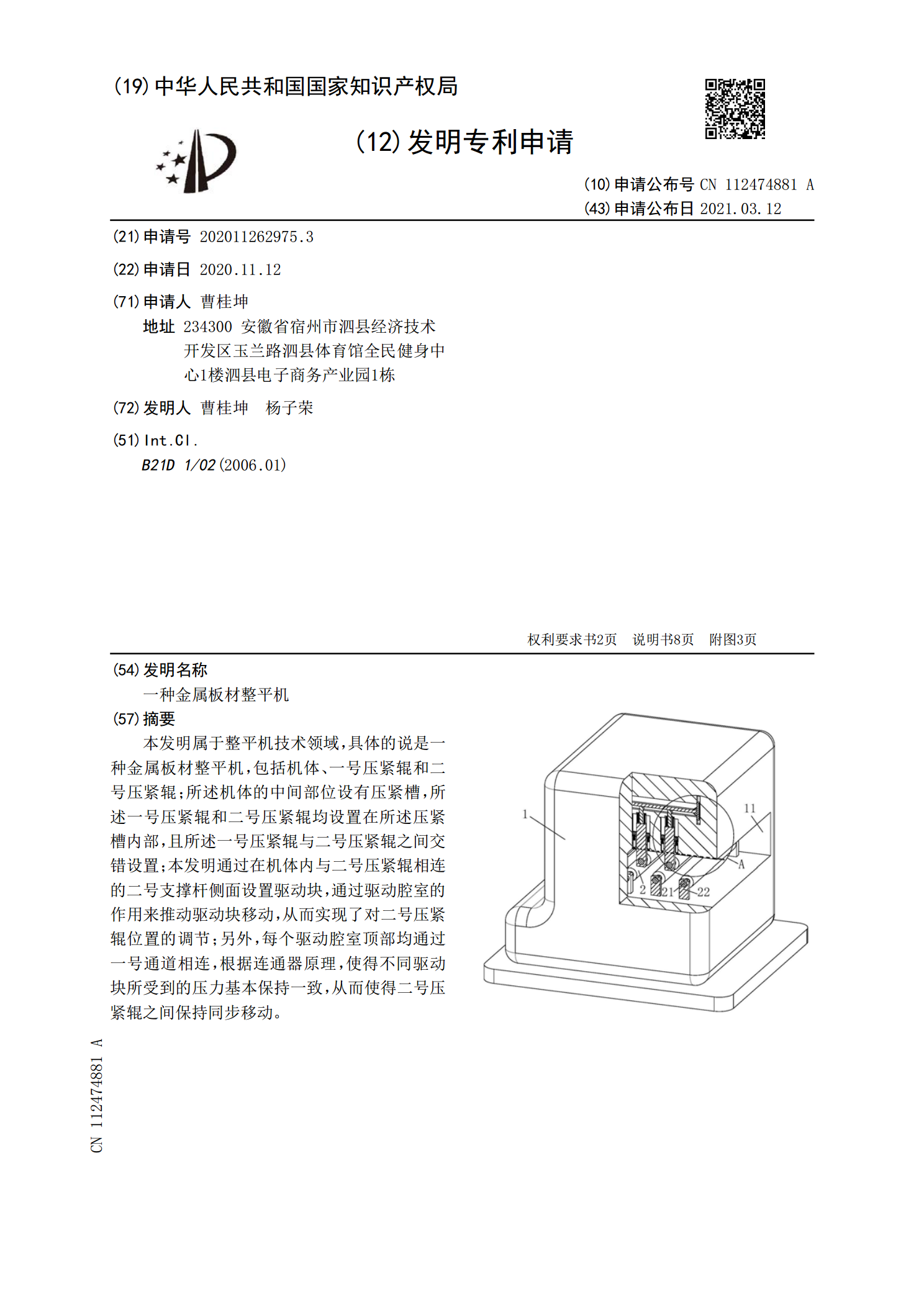
本发明属于整平机技术领域,具体的说是一种金属板材整平机,包括机体、一号压紧辊和二号压紧辊;所述机体的中间部位设有压紧槽,所述一号压紧辊和二号压紧辊均设置在所述压紧槽内部,且所述一号压紧辊与二号压紧辊之间交错设置;本发明通过在机体内与二号压紧辊相连的二号支撑杆侧面设置驱动块,通过驱动腔室的作用来推动驱动块移动,从而实现了对二号压紧辊位置的调节;另外,每个驱动腔室顶部均通过一号通道相连,根据连通器原理,使得不同驱动块所受到的压力基本保持一致,从而使得二号压紧辊之间保持同步移动。