
一种耐热型电缆料及其制备方法和用途.pdf

波峻****99

1/10
2/10

3/10

4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种耐热型电缆料及其制备方法和用途.pdf
本发明提供了一种耐热型电缆料及其制备方法和用途。所述耐热型电缆料包括如下重量份数的原料组分:三元乙丙橡胶12‑33份、聚丙烯2‑7份、聚氨酯弹性体2.5‑4.5份、填料52‑63份、超支化聚乙烯亚胺0.1‑0.5份、相容剂0.1‑2份和交联剂0.1‑2份。所述电缆料是通过先将各原料组分通过密炼机密炼,形成料团;然后通过挤出机挤出造粒;然后通过挤出机挤出成线材,最后辐照交联的方法制备得到。本发明提供的电缆料兼具有较高的耐热性、伸长率、柔软度、绝缘性、耐油性和耐寒性,可用作电动汽车车内高压线的绝缘材料。
一种耐热环保电缆料及其制备方法.pdf
本发明公开了一种耐热环保电缆料,包括如下按重量份计的各原料制成:全氟烷基三嗪橡胶8?12份、甲基苯基乙烯基硅橡胶25?35份、三嗪三硫醇TTN5?8份、2,4,6?三乙烯基环硼氧烷1?3份、1,3?双(环氧乙烷基甲基)?5?(2?丙烯基)?1,3,5?三嗪?2,4,6(1H,3H,5H)?三酮1?3份、超支化聚磷酰胺酯3?5份、莫来石纤维1?3份、无机填料10?15份、偶联剂1?3份、引发剂2?4份、抗氧剂1?2份、三乙胺0.7?1份。本发明还公开了一种所述耐热环保电缆料的制备方法。本发明公开的耐热环保电
一种耐热型漆包线漆及其制备方法.pdf
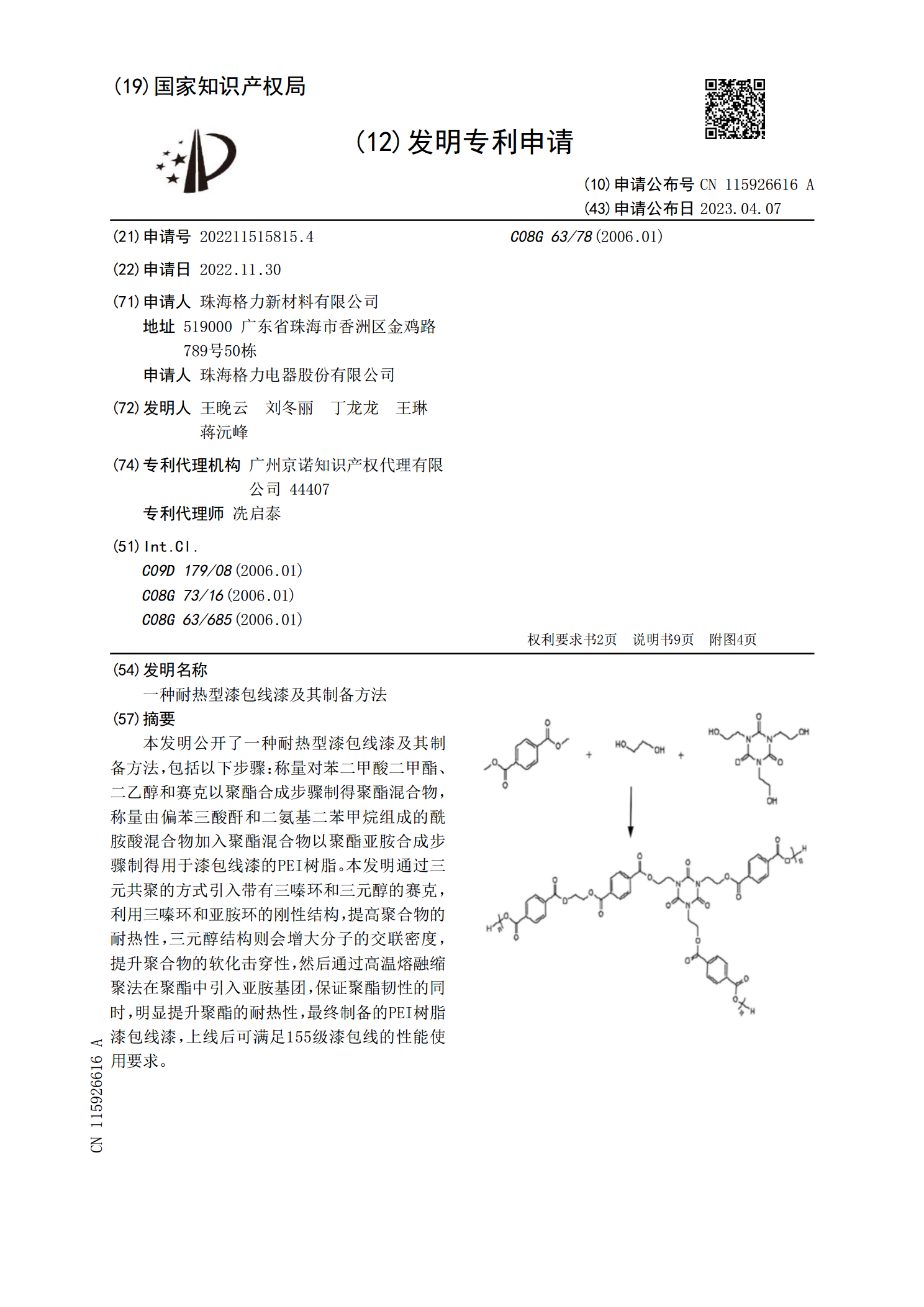
本发明公开了一种耐热型漆包线漆及其制备方法,包括以下步骤:称量对苯二甲酸二甲酯、二乙醇和赛克以聚酯合成步骤制得聚酯混合物,称量由偏苯三酸酐和二氨基二苯甲烷组成的酰胺酸混合物加入聚酯混合物以聚酯亚胺合成步骤制得用于漆包线漆的PEI树脂。本发明通过三元共聚的方式引入带有三嗪环和三元醇的赛克,利用三嗪环和亚胺环的刚性结构,提高聚合物的耐热性,三元醇结构则会增大分子的交联密度,提升聚合物的软化击穿性,然后通过高温熔融缩聚法在聚酯中引入亚胺基团,保证聚酯韧性的同时,明显提升聚酯的耐热性,最终制备的PEI树脂漆包线漆
一种耐热型仙草冻及其制备方法.pdf
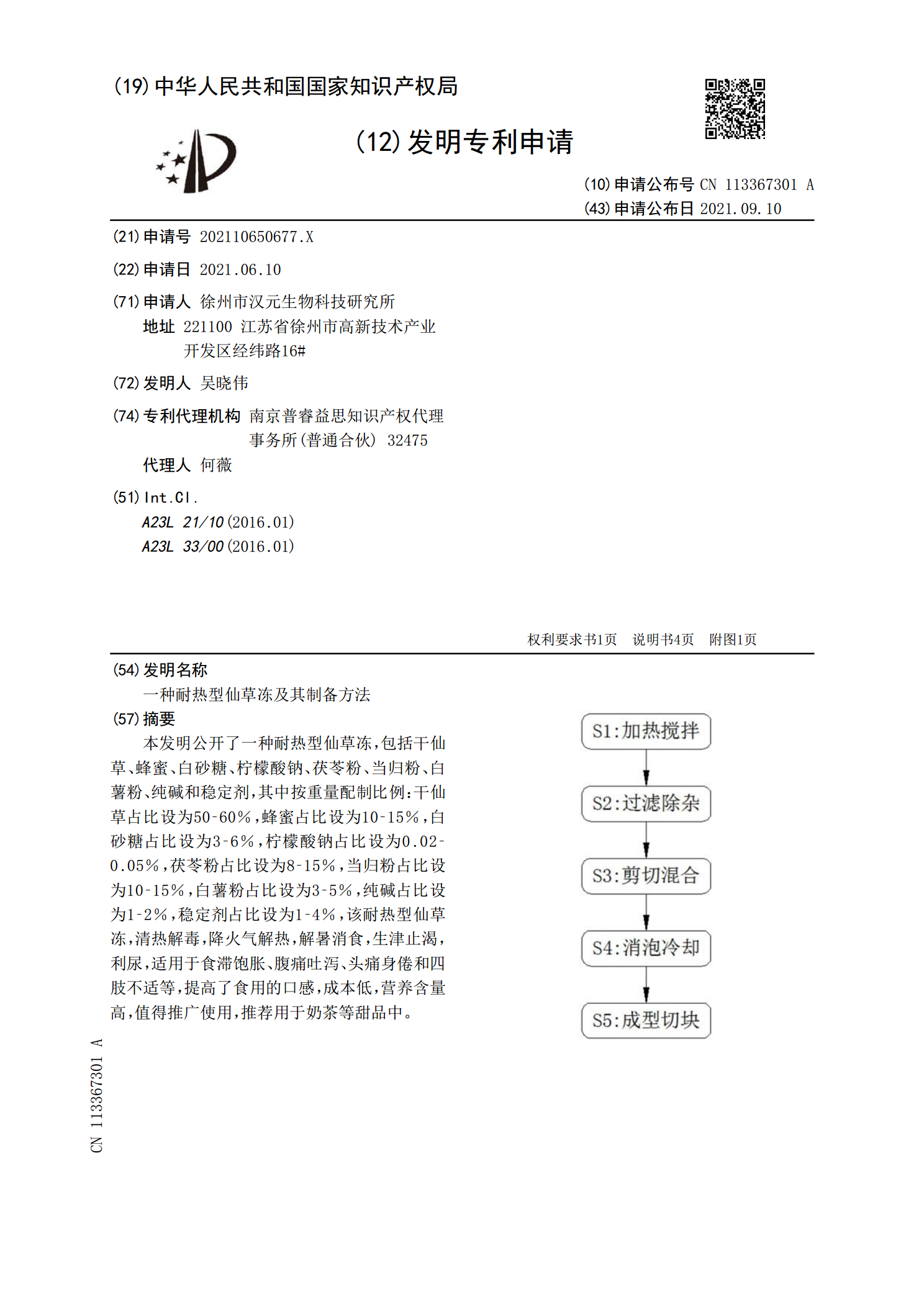
本发明公开了一种耐热型仙草冻,包括干仙草、蜂蜜、白砂糖、柠檬酸钠、茯苓粉、当归粉、白薯粉、纯碱和稳定剂,其中按重量配制比例:干仙草占比设为50‑60%,蜂蜜占比设为10‑15%,白砂糖占比设为3‑6%,柠檬酸钠占比设为0.02‑0.05%,茯苓粉占比设为8‑15%,当归粉占比设为10‑15%,白薯粉占比设为3‑5%,纯碱占比设为1‑2%,稳定剂占比设为1‑4%,该耐热型仙草冻,清热解毒,降火气解热,解暑消食,生津止渴,利尿,适用于食滞饱胀、腹痛吐泻、头痛身倦和四肢不适等,提高了食用的口感,成本低,营养含量
一种环保型电缆料及其制备方法.pdf
本发明提供了一种环保型电缆料及其制备方法,将氧化石墨烯、乙二胺、乙醇溶液和聚氨酯搅拌反应,得改性聚氨酯;取蒙脱石置于二缩三乙二醇中,超声分散;向其中加入聚丙烯酸和氯化铁,通氮气保温反应;随后升温,向其中加入氢氧化钠继续保温反应1?2h;再降温至80?100℃,向其中加入金刚烷胺和1,3?二甲基?6?氨基脲嘧啶,继续反应2?4h,得产物A;向二乙基次磷酸铝、硅烷偶联剂KH570和乙醇混合中滴加镁铝层状双氢氧化物悬浮液,保温反应产物B;取改性聚氨酯、产物A、产物B、柠檬酸三丁酯、马来酸酐接枝聚丙烯、抗氧剂10