
一种小方坯连铸高拉速生产方法.pdf

An****99

1/10
2/10
3/10
4/10

5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种小方坯连铸高拉速生产方法.pdf
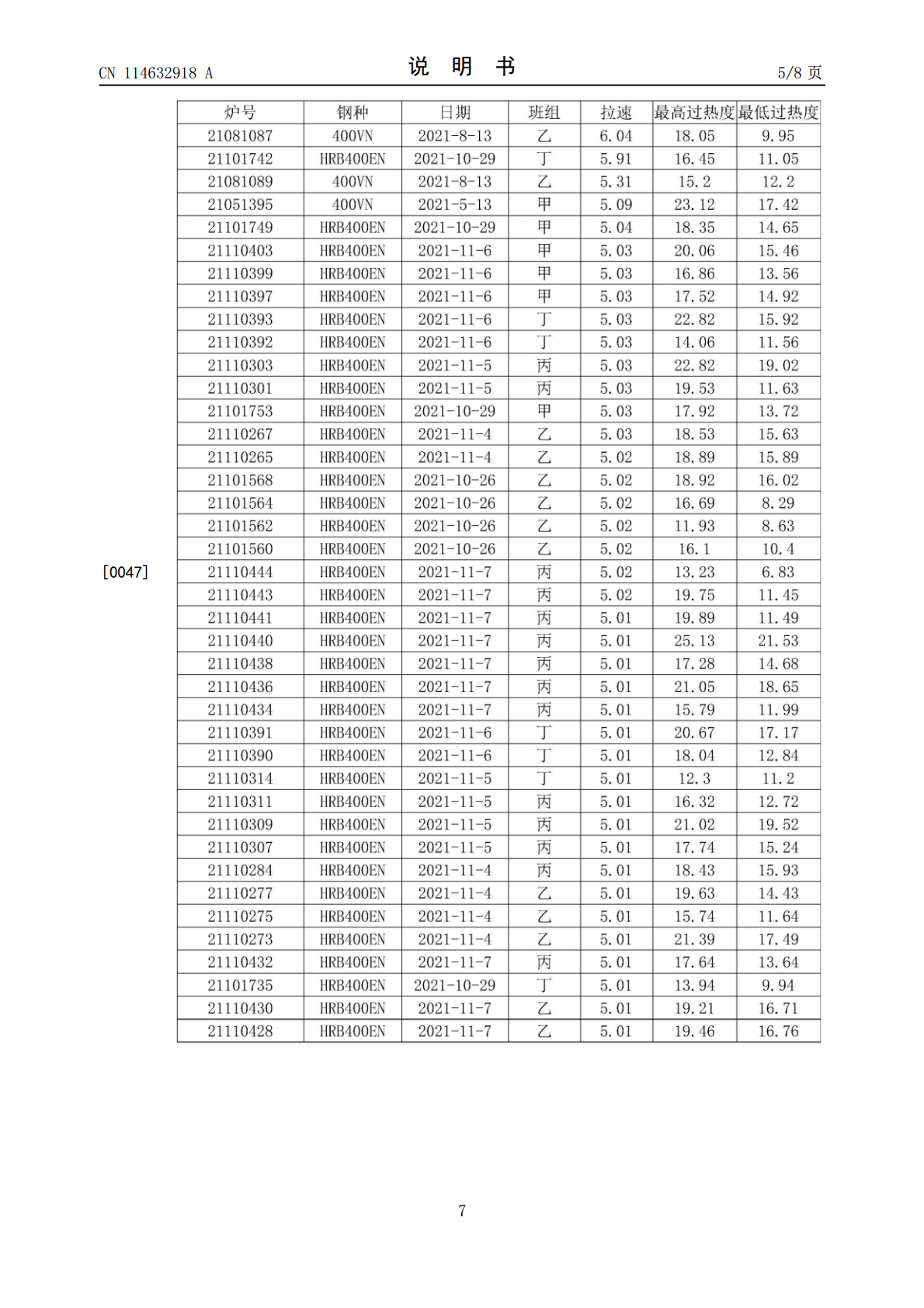
本发明提供一种小方坯连铸高拉速生产方法,其特征在于:步骤(1)选取螺纹钢钢水;步骤(2)将螺纹钢钢水放入转炉炼制后进入LF炉精练成钢包;步骤(3)将钢包通过长水口进入中间罐车及中间罐,进入浸入式水口;步骤(4)从浸入式水口到结晶器;步骤(5)进入液压振动系统;步骤(6)进入扇形段,进行冷却;步骤(7)冷却后进入拉矫机;步骤(8)进入切前辊道,经过火焰切割机,进入输送辊道;步骤(9)成型出坯。本发明通过以上控制方法,螺纹钢最高拉速可达6.0m/min,正常生产拉速可达5.0m/min。工业生产试验6.0m/
一种提高连铸高拉速下无取向电工钢铸坯等轴晶率的方法.pdf
本发明提供了一种提高连铸高拉速下无取向电工钢铸坯等轴晶率的方法,工艺为:转炉吹炼、出钢、合金微调站测温、RH精炼处理、连铸开浇、二冷水控制、电磁搅拌。控制钢水化学成分:[C]≤25ppm,0.3%<[Si]≤2.0%,0.15%<[Mn]≤0.45%,0.1%<[Als]≤0.5%,控制拉速控制范围1.4‑2.0m/min;与现有技术相比,本发明通过对钢水过热度的稳定控制、电磁搅拌过热度的耦合控制、连铸冷却水的优化使中低牌号电工钢等轴晶率控制在65%以上。
一种小方坯连铸轴承钢的生产方法.pdf
本发明公开了一种小方坯连铸轴承钢的生产方法,该方法包括:从钢包中向中间包连续注入钢水,当中间包中的钢水的容量达到10-20%时,将中间包中的钢水注入结晶器中,其中,钢包中向中间包连续注入钢水之前,向中间包吹氩;所述中间包包括至少3个塞棒式水口,将中间包中的钢水注入结晶器的过程中,先打开中间水口的塞棒,再打开与中间水口相邻的水口的塞棒,最后依次扩展到两端水口的塞棒,使钢水先后从所述水口注入结晶器中。本发明无需对钢水夹杂物进行变性处理即可保证单中间包连浇炉数≥8炉,连铸坯表面无清理率≥99%,连铸坯低倍检查中

小方坯连铸拉矫机控制系统设计.doc
毕业设计(论文)题目小方坯连铸拉矫机控制系统设计毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。作者签名:日期: 使用授权说明
小方坯连铸拉矫机控制系统设计.doc
3432毕业设计(论文)题目小方坯连铸拉矫机控制系统设计毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。作者签名:日期: 使用授权说明本人完全了解大学关于收集、保