
一种提高连铸高拉速下无取向电工钢铸坯等轴晶率的方法.pdf

Jo****34

1/9
2/9
3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高连铸高拉速下无取向电工钢铸坯等轴晶率的方法.pdf
本发明提供了一种提高连铸高拉速下无取向电工钢铸坯等轴晶率的方法,工艺为:转炉吹炼、出钢、合金微调站测温、RH精炼处理、连铸开浇、二冷水控制、电磁搅拌。控制钢水化学成分:[C]≤25ppm,0.3%<[Si]≤2.0%,0.15%<[Mn]≤0.45%,0.1%<[Als]≤0.5%,控制拉速控制范围1.4‑2.0m/min;与现有技术相比,本发明通过对钢水过热度的稳定控制、电磁搅拌过热度的耦合控制、连铸冷却水的优化使中低牌号电工钢等轴晶率控制在65%以上。
一种小方坯连铸高拉速生产方法.pdf
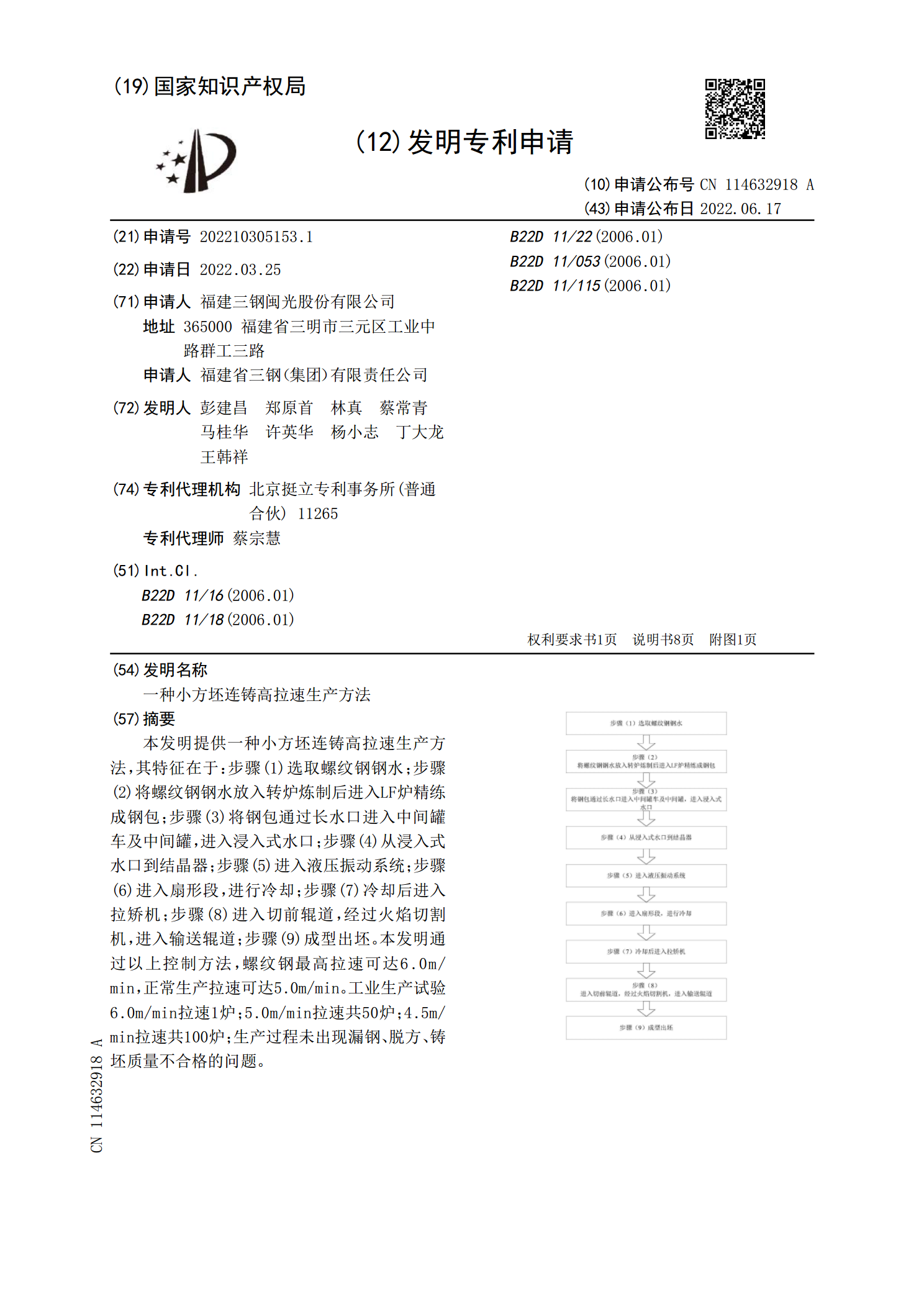
本发明提供一种小方坯连铸高拉速生产方法,其特征在于:步骤(1)选取螺纹钢钢水;步骤(2)将螺纹钢钢水放入转炉炼制后进入LF炉精练成钢包;步骤(3)将钢包通过长水口进入中间罐车及中间罐,进入浸入式水口;步骤(4)从浸入式水口到结晶器;步骤(5)进入液压振动系统;步骤(6)进入扇形段,进行冷却;步骤(7)冷却后进入拉矫机;步骤(8)进入切前辊道,经过火焰切割机,进入输送辊道;步骤(9)成型出坯。本发明通过以上控制方法,螺纹钢最高拉速可达6.0m/min,正常生产拉速可达5.0m/min。工业生产试验6.0m/
一种提高双稳定铁素体不锈钢连铸坯等轴晶率的工艺方法.pdf
本发明提供一种提高双稳定铁素体不锈钢连铸坯等轴晶率的工艺方法,所述工艺方法路线为:初炼炉—AOD—VOD—LF—连铸。本发明工艺方法较大提高双稳定化铁素体不锈钢连铸坯的等轴晶率,改善了铁素体不锈钢的冷加工及成型性能,提高产品的表面质量,有效避免由于过量Ti加入产生的TiN、TiOx而引起的连铸工艺过程中的水口结瘤及堵塞问题。
30CrMo圆管坯钢铸坯的等轴晶率控制方法.pdf
本发明涉及钢铁冶金领域,尤其是一种30CrMo圆管坯钢铸坯的等轴晶率控制方法。所要解决的技术问题是提供一种生产30CrMo圆管坯钢铸坯时,让等轴晶率得到有效控制,铸坯凝固组织得到有效改善的30CrMo圆管坯钢铸坯的等轴晶率控制方法。该方法包括如下步骤:a、首先为转炉冶炼工艺;b、其次为LF炉精炼钢水工艺;c、其次为RH精炼工艺;d、最后为连铸钢水工艺,其中:结晶器电磁搅拌参数为搅拌电流350~400A、2~4Hz;凝固末端电磁搅拌参数为搅拌电流200~300A、频率6.0~8.0Hz;过热度控制范围为15
一种过共析钢连铸方坯等轴晶率的测定方法.pdf
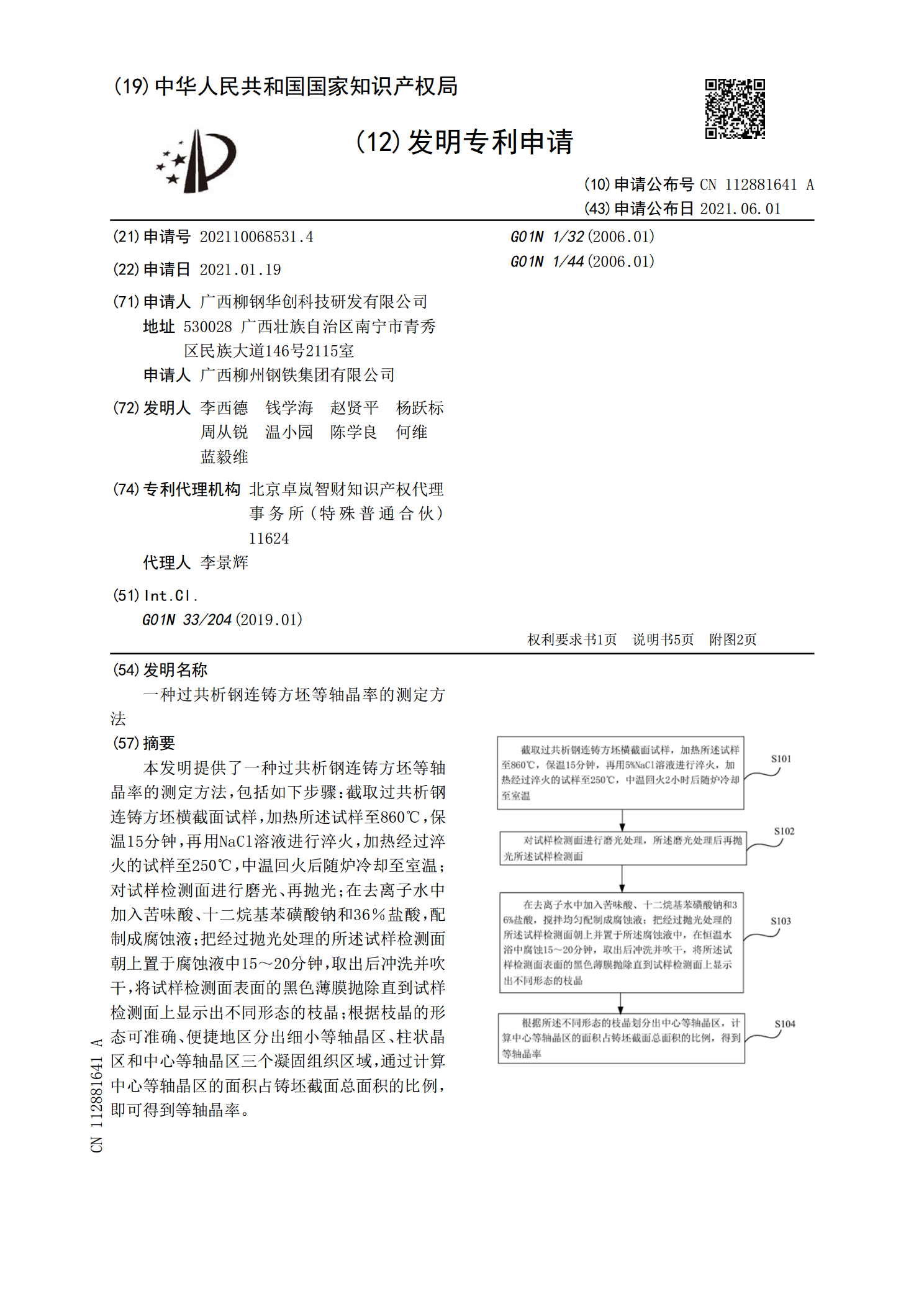
本发明提供了一种过共析钢连铸方坯等轴晶率的测定方法,包括如下步骤:截取过共析钢连铸方坯横截面试样,加热所述试样至860℃,保温15分钟,再用NaCl溶液进行淬火,加热经过淬火的试样至250℃,中温回火后随炉冷却至室温;对试样检测面进行磨光、再抛光;在去离子水中加入苦味酸、十二烷基苯磺酸钠和36%盐酸,配制成腐蚀液;把经过抛光处理的所述试样检测面朝上置于腐蚀液中15~20分钟,取出后冲洗并吹干,将试样检测面表面的黑色薄膜抛除直到试样检测面上显示出不同形态的枝晶;根据枝晶的形态可准确、便捷地区分出细小等轴晶区