
一种增材制造钛合金的内部缺陷修复方法.pdf

小忆****ng


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种增材制造钛合金的内部缺陷修复方法.pdf
本发明涉及一种增材制造钛合金的内部缺陷修复方法,包括:进行内部缺陷检测,确定缺陷类型和缺陷区域;根据缺陷区域,规划修复区域,由修复区域确定焊接修复路径,根据缺陷类型规划焊接修复方式;根据缺陷区域的厚度位置,采用与缺陷区域等效厚度的钛合金试板进行焊接修复热输入试验;根据焊接修复热输入试验,在试板表面和内部质量满足标准要求的前提下确定修复热输入能量值;对钛合金在外围制造修复余量;将外围制造有修复余量的钛合金进行修复前的准备工作;根据焊接修复路径、焊接修复方式以及修复热输入能量值对钛合金进行焊接修复,其目的是对
一种用于钛合金成型的激光选区熔化的增材制造方法及增材制造装置.pdf
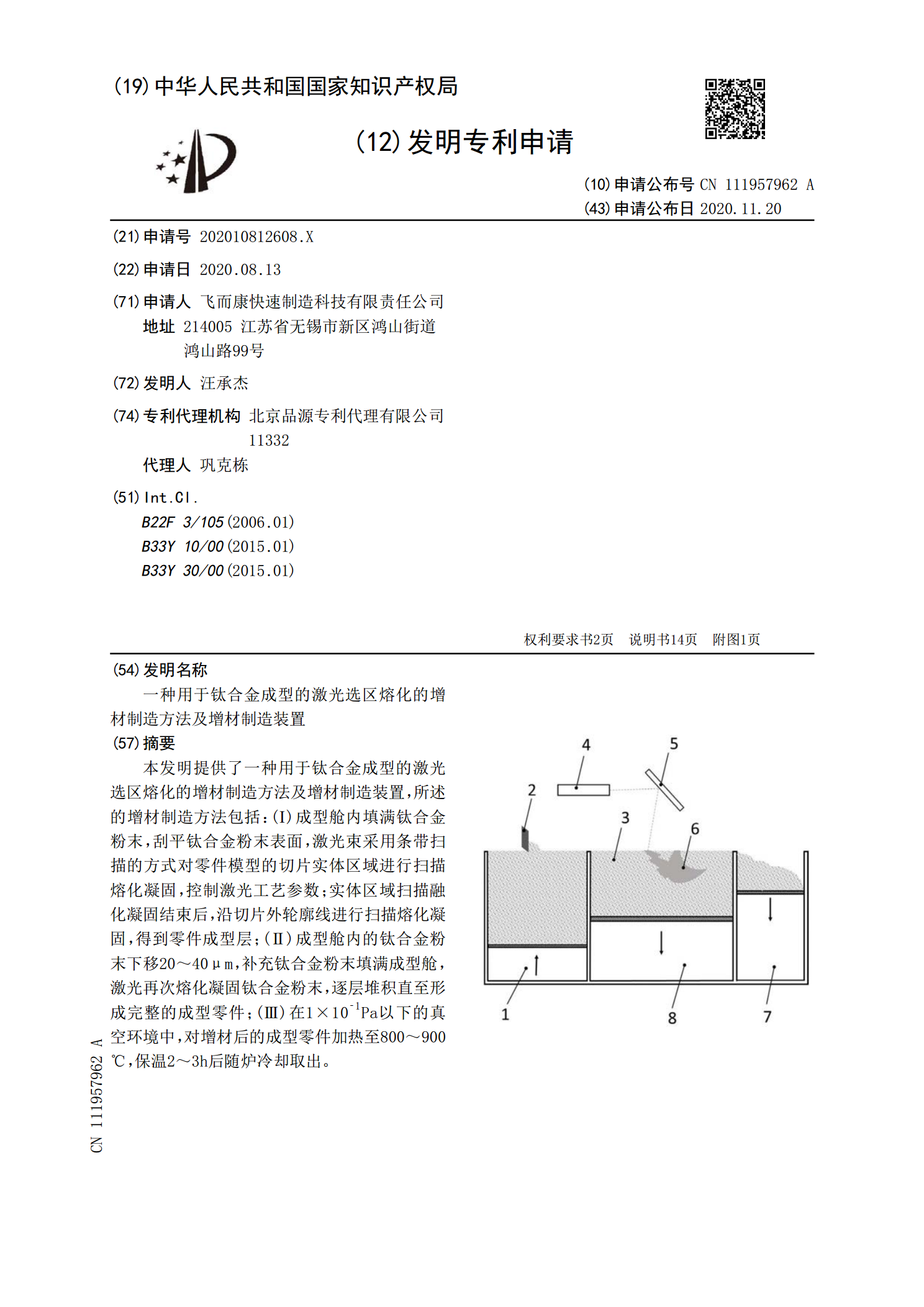
本发明提供了一种用于钛合金成型的激光选区熔化的增材制造方法及增材制造装置,所述的增材制造方法包括:(Ⅰ)成型舱内填满钛合金粉末,刮平钛合金粉末表面,激光束采用条带扫描的方式对零件模型的切片实体区域进行扫描熔化凝固,控制激光工艺参数;实体区域扫描融化凝固结束后,沿切片外轮廓线进行扫描熔化凝固,得到零件成型层;(Ⅱ)成型舱内的钛合金粉末下移20~40μm,补充钛合金粉末填满成型舱,激光再次熔化凝固钛合金粉末,逐层堆积直至形成完整的成型零件;(Ⅲ)在1×10

一种钛合金阀杆激光增材修复方法.pdf
本发明一种钛合金阀杆激光增材修复方法,通过前期钛合金粉末激光增材单道工艺实验,优化参数进行多道多层激光增材实验,对熔覆层金相观察,获得最佳工艺参数;在钛合金基板上进行钛合金的性能测试样块的激光增材制造打印,并完成性能测试,评估试验结果,确定修复工艺;对待修复区域进行拍照记录,完成表面清理;对钛合金阀杆进行精确装夹,端部顶针锁紧;采用激光同轴送粉的增材修复损伤区域留有加工余量,扫描路径为螺旋前进,起始点位置左右端交替且相差顺时针转动,控制工件温升;采用荧光检测,按照图纸要求机械加工恢复尺寸,交付并使用。本发

一种钛及钛合金型材增-等材制造方法.pdf
本发明属于钛合金增材等材制造领域,具体涉及一种钛及钛合金型材增‑等材制造方法。本发明在现有技术的基础上提出一种用于改善传统钛合金型材制造效率和产量低下的方法。通过前置的钛合金型材增材制造工艺来制造半成型钛合金型材构件,以替代传统熔铸的方式,极大地提升工业生产效率,缩短生产周期和生产成本;再利用预制模具对增材后的型材进行挤压最终成型,得到尺寸合适,致密性良好的钛合金型材成型件。
增材制造的缺陷检测装置、缺陷检测系统及缺陷检测方法.pdf
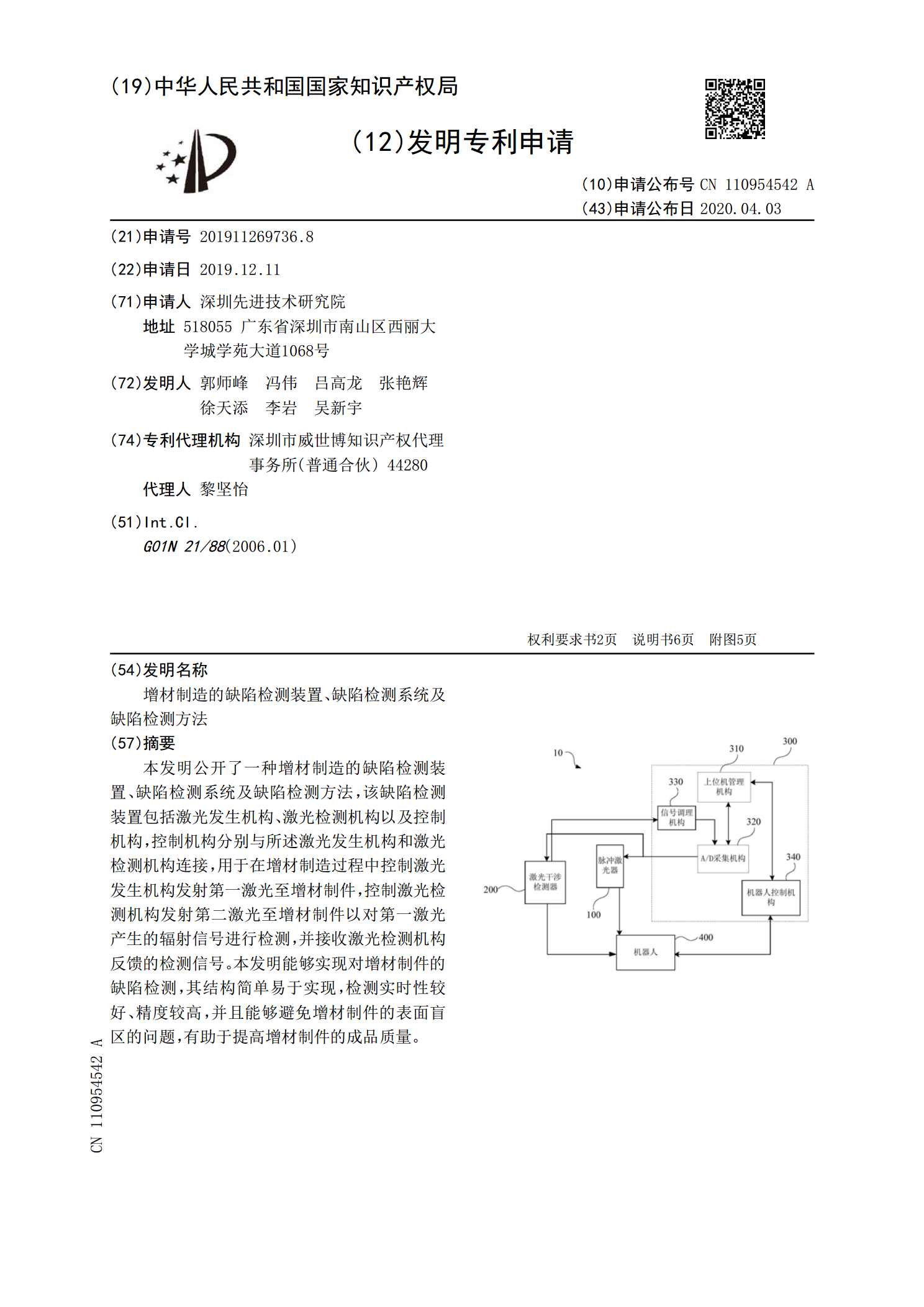
本发明公开了一种增材制造的缺陷检测装置、缺陷检测系统及缺陷检测方法,该缺陷检测装置包括激光发生机构、激光检测机构以及控制机构,控制机构分别与所述激光发生机构和激光检测机构连接,用于在增材制造过程中控制激光发生机构发射第一激光至增材制件,控制激光检测机构发射第二激光至增材制件以对第一激光产生的辐射信号进行检测,并接收激光检测机构反馈的检测信号。本发明能够实现对增材制件的缺陷检测,其结构简单易于实现,检测实时性较好、精度较高,并且能够避免增材制件的表面盲区的问题,有助于提高增材制件的成品质量。