
一种板坯连铸流线辊缝开口度的标定方法.pdf

飞舟****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种板坯连铸流线辊缝开口度的标定方法.pdf
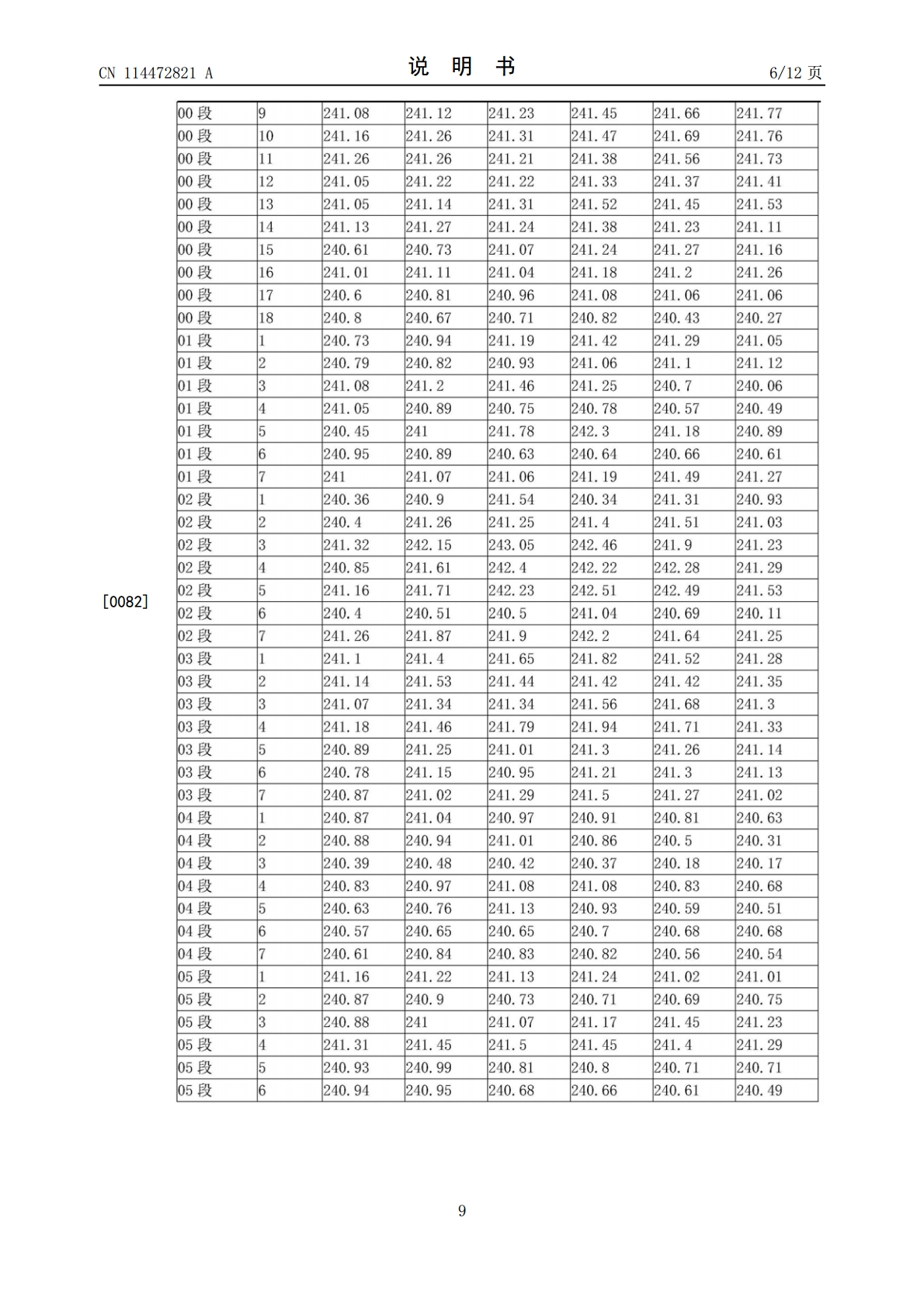
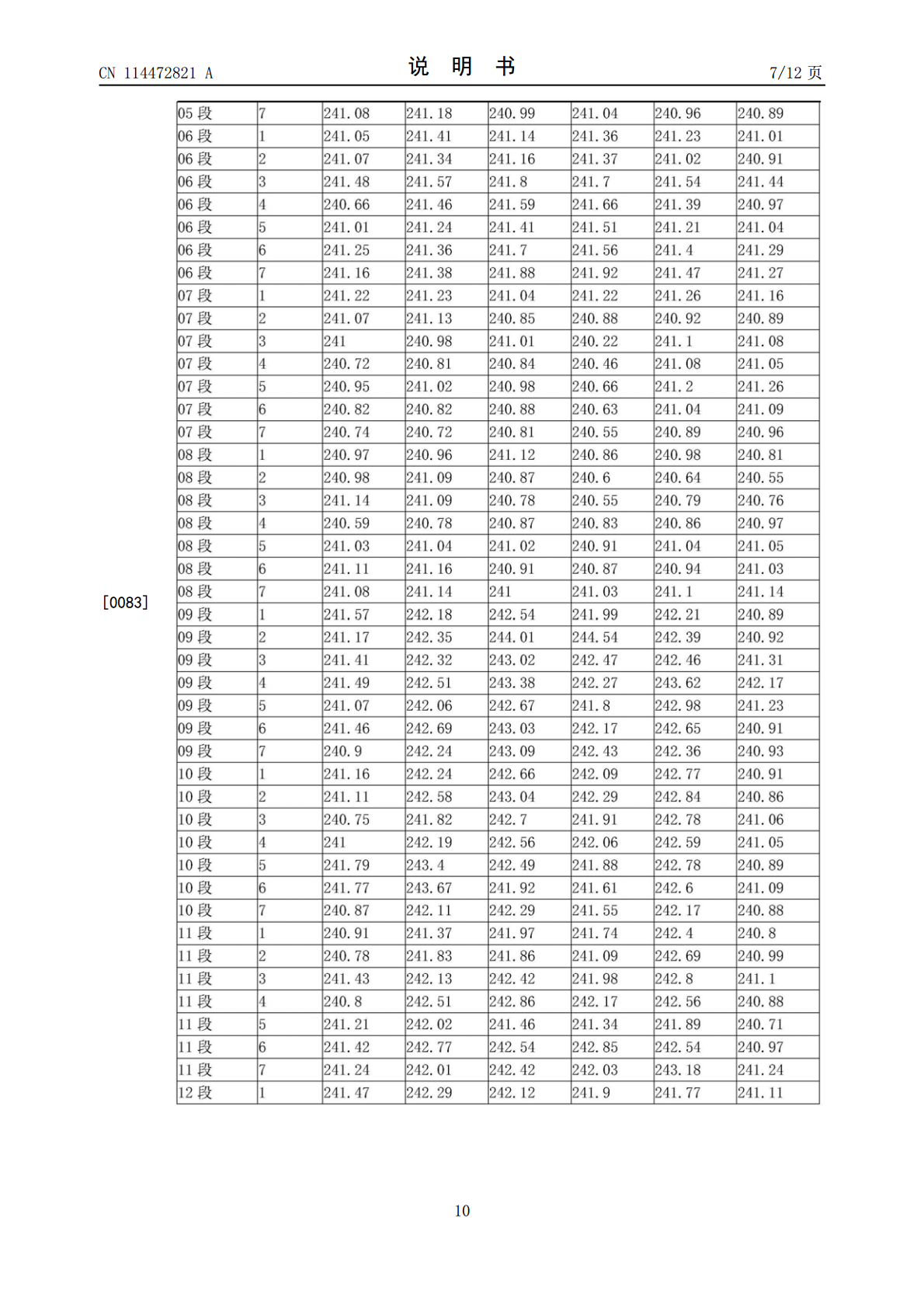
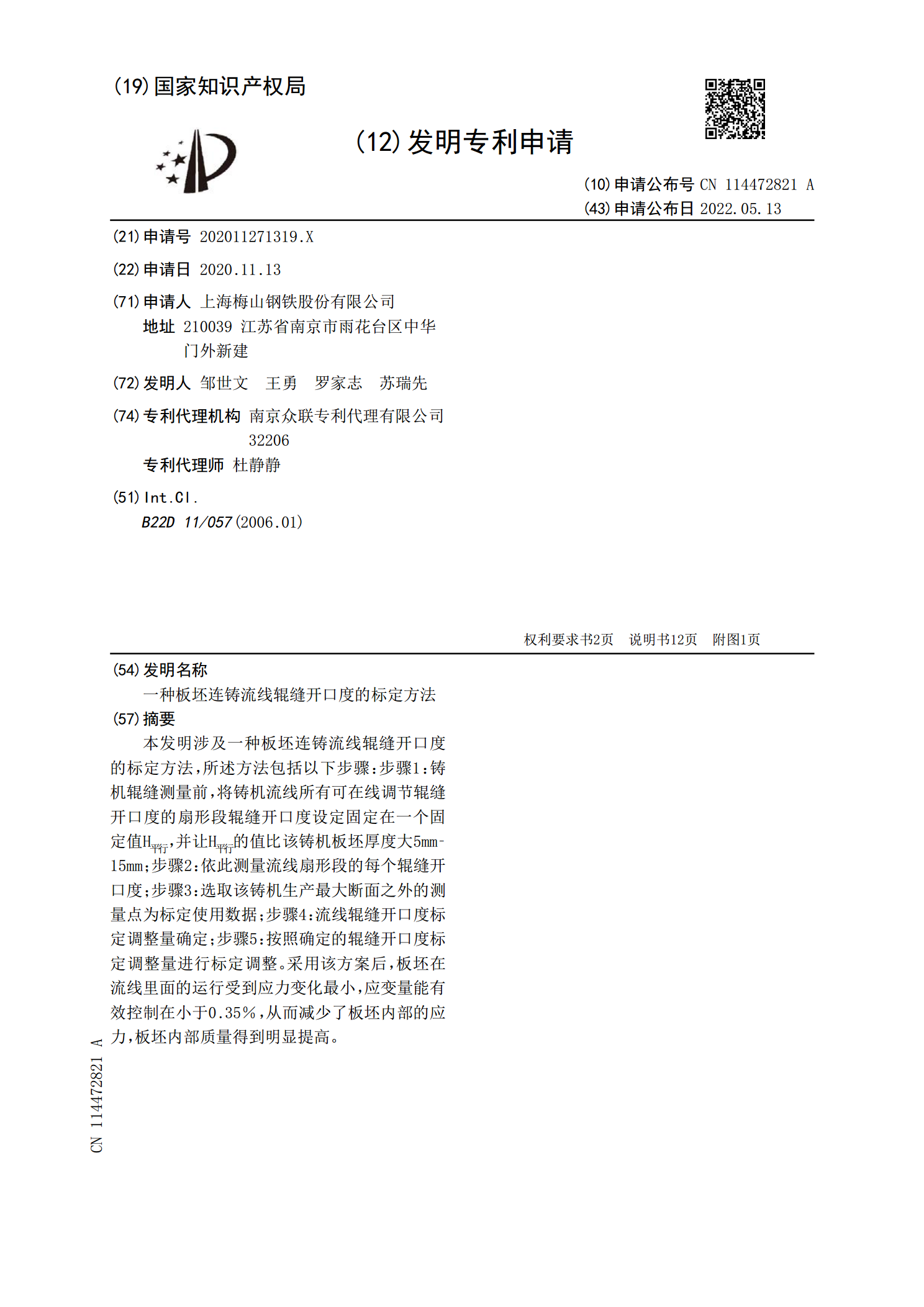
本发明涉及一种板坯连铸流线辊缝开口度的标定方法,所述方法包括以下步骤:步骤1:铸机辊缝测量前,将铸机流线所有可在线调节辊缝开口度的扇形段辊缝开口度设定固定在一个固定值H<base:Sub>平行</base:Sub>,并让H<base:Sub>平行</base:Sub>的值比该铸机板坯厚度大5mm?15mm;步骤2:依此测量流线扇形段的每个辊缝开口度;步骤3:选取该铸机生产最大断面之外的测量点为标定使用数据;步骤4:流线辊缝开口度标定调整量确定;步骤5:按照确定的辊缝开口度标定调整量进行标定调整。采用该方案
板坯连铸辊缝技术与铸坯质量控制.pdf
连铸设备技术研讨会2010年6月济南连铸辊缝设计与控制技术——工艺角度的认识张家泉北京科技大学钢铁冶金系jqzhang@metall.ustb.edu.cnTel:13911171237引言当前常规连铸如同早期的模铸只是钢水向钢材转化技术发展过程中的一个阶段性技术。从节能、降耗、增效、降低排放角度来看铸轧

板坯连铸辊缝远程动态控制技术的综述报告.docx
板坯连铸辊缝远程动态控制技术的综述报告板坯连铸是钢铁生产中的重要工艺之一,其质量和效率的稳定与提高对整个钢铁产业的发展具有重要意义。在板坯连铸过程中,辊缝控制作为关键环节之一,直接影响板坯质量和成品率。因此,板坯连铸辊缝远程动态控制技术的研究和应用受到了广泛关注。板坯连铸辊缝的远程动态控制技术主要分为两种:机械控制和电子控制。机械控制主要指的是通过改变辊缝宽度来控制板坯的厚度变化,通常采用机械方式控制辊缝宽度,精度很难保证。电子控制则是运用现代控制技术和传感器实现自动控制,具有精度高、响应速度快等优点。目
一种热轧立辊辊缝的标定方法.pdf
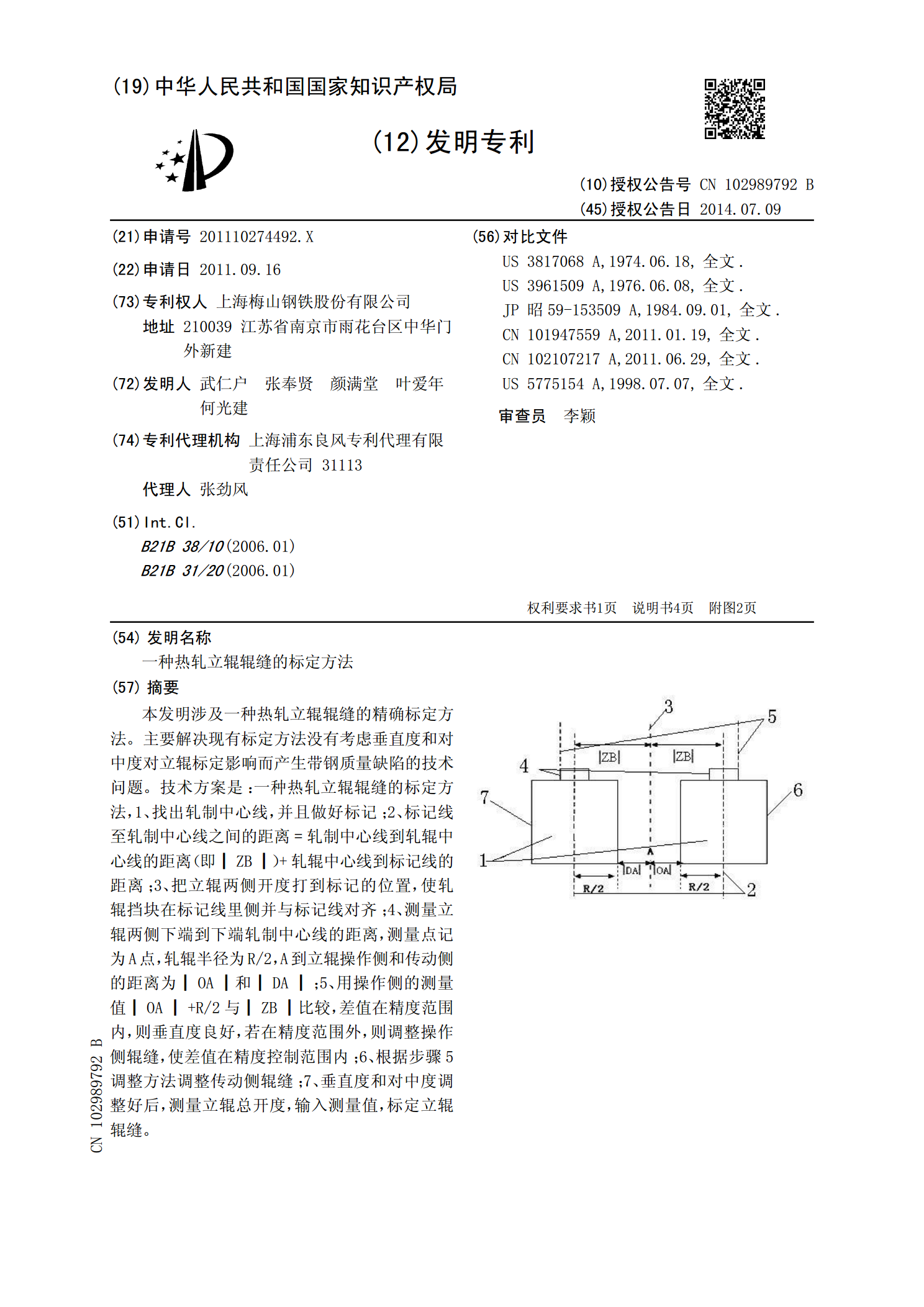
本发明涉及一种热轧立辊辊缝的标定方法。主要解决现有标定方法没有考虑垂直度和对中度对立辊标定影响而产生带钢质量缺陷的技术问题。技术方案是:一种热轧立辊辊缝的标定方法,1、找出轧制中心线,并且做好标记;2、在热轧立辊设备的横向滑道上增设两个位置标记,该标记到轧制中心线的距离,记为┃ZB┃;3、把立辊两侧开度打到标记的位置,使轧辊挡块在标记线里侧并与标记线对齐;4、测量立辊两侧下端到下端轧制中心线的距离,测量点记为A点,轧辊半径为R/2,A到立辊操作侧和传动侧的距离为┃OA┃和┃DA┃;5、用操作侧的测量值┃O

一种连铸板坯切割下辊道及使用方法.pdf
本发明涉及一种连铸板坯切割下辊道及使用方法,包括切前辊道架和切前辊道辊,还包括沿着出坯方向设置的切割下托辊和设置在切割下托辊下方的托辊固定架,所述切割下托辊为朝内相对设置的两个,中间留有间隔,通过托辊固定架对称地设置在流中心线的两侧,并可沿着出坯方向前后进行调节位置。采用本发明装置和方法可以最大程度地降低切割下辊道的投资,减少切割下辊道的维护量,同时也可以避免割枪遇到辊子时需停枪避辊的情况,确保整个切割过程的连续性,延长切割下辊道的使用寿命。