
一种宽幅钛合金中厚板压矫方法.pdf

贤惠****66

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种宽幅钛合金中厚板压矫方法.pdf
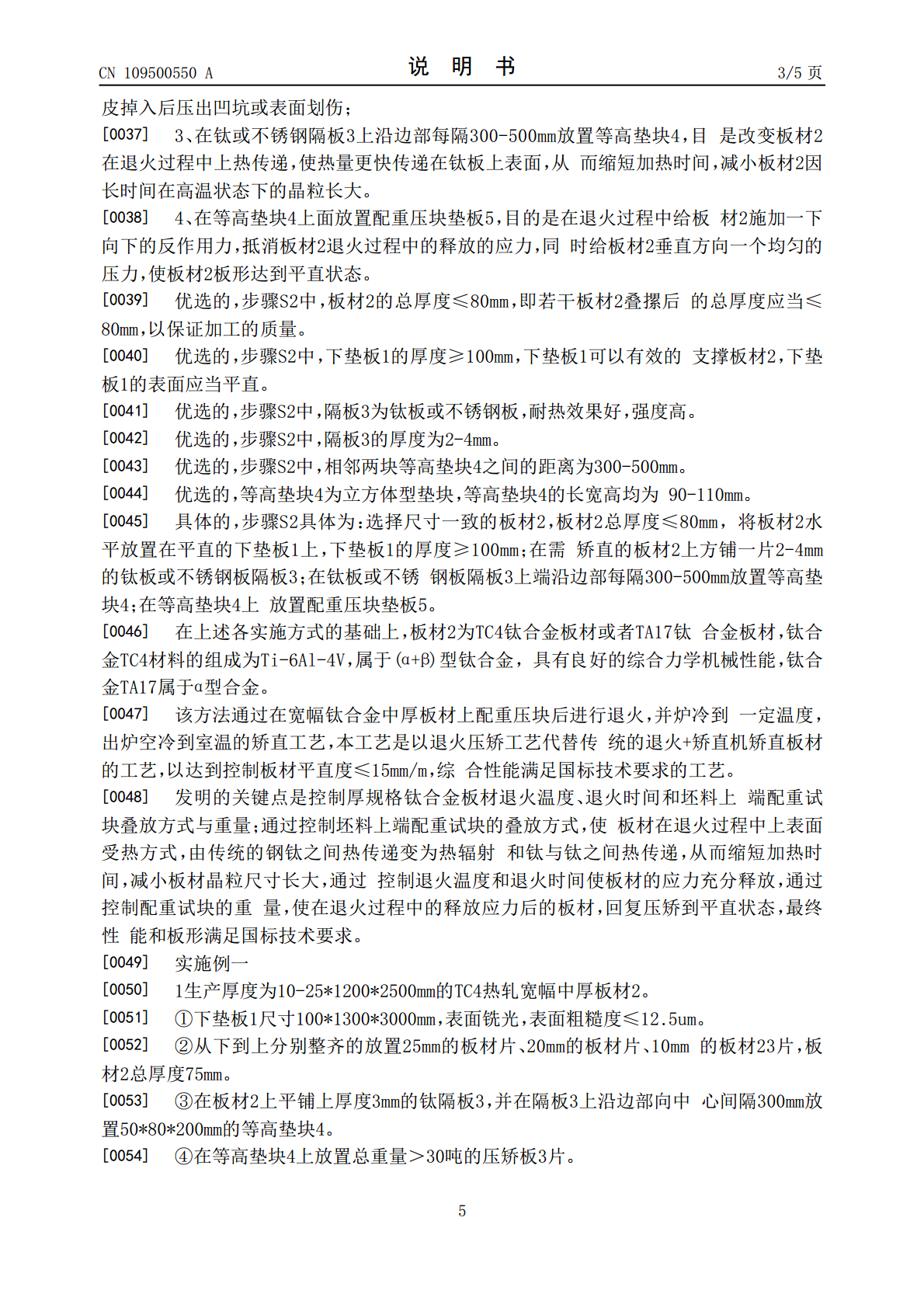
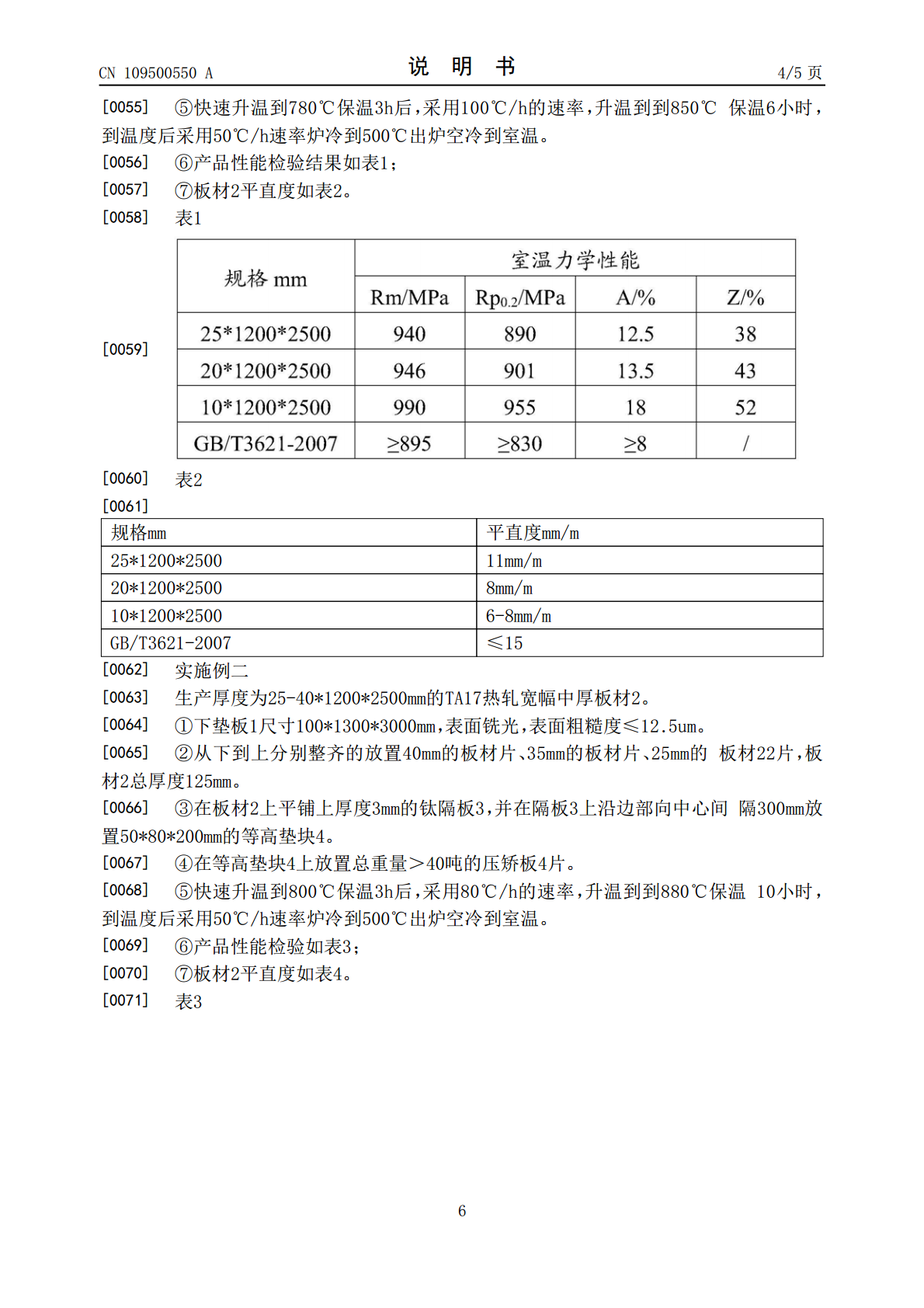
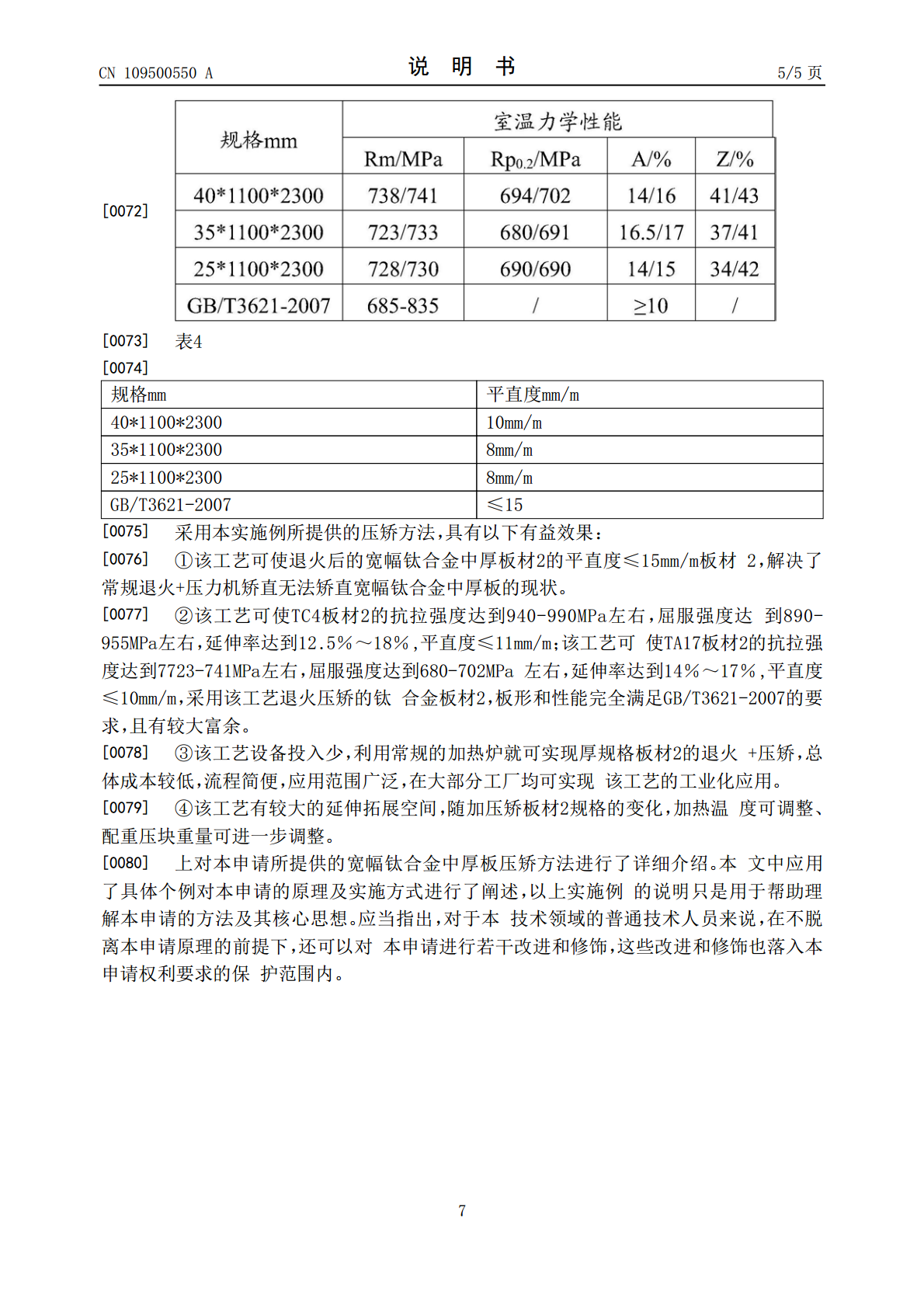
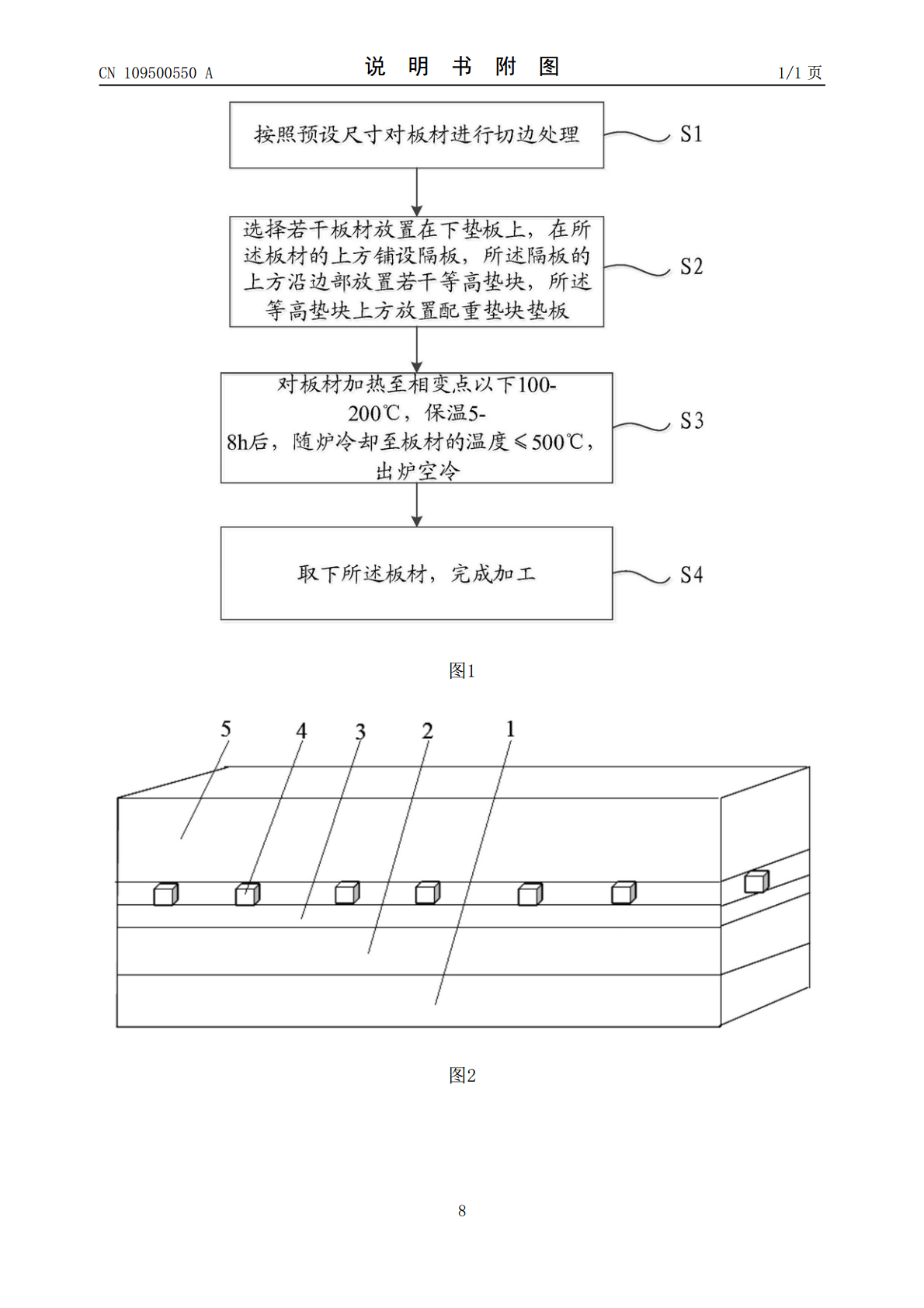
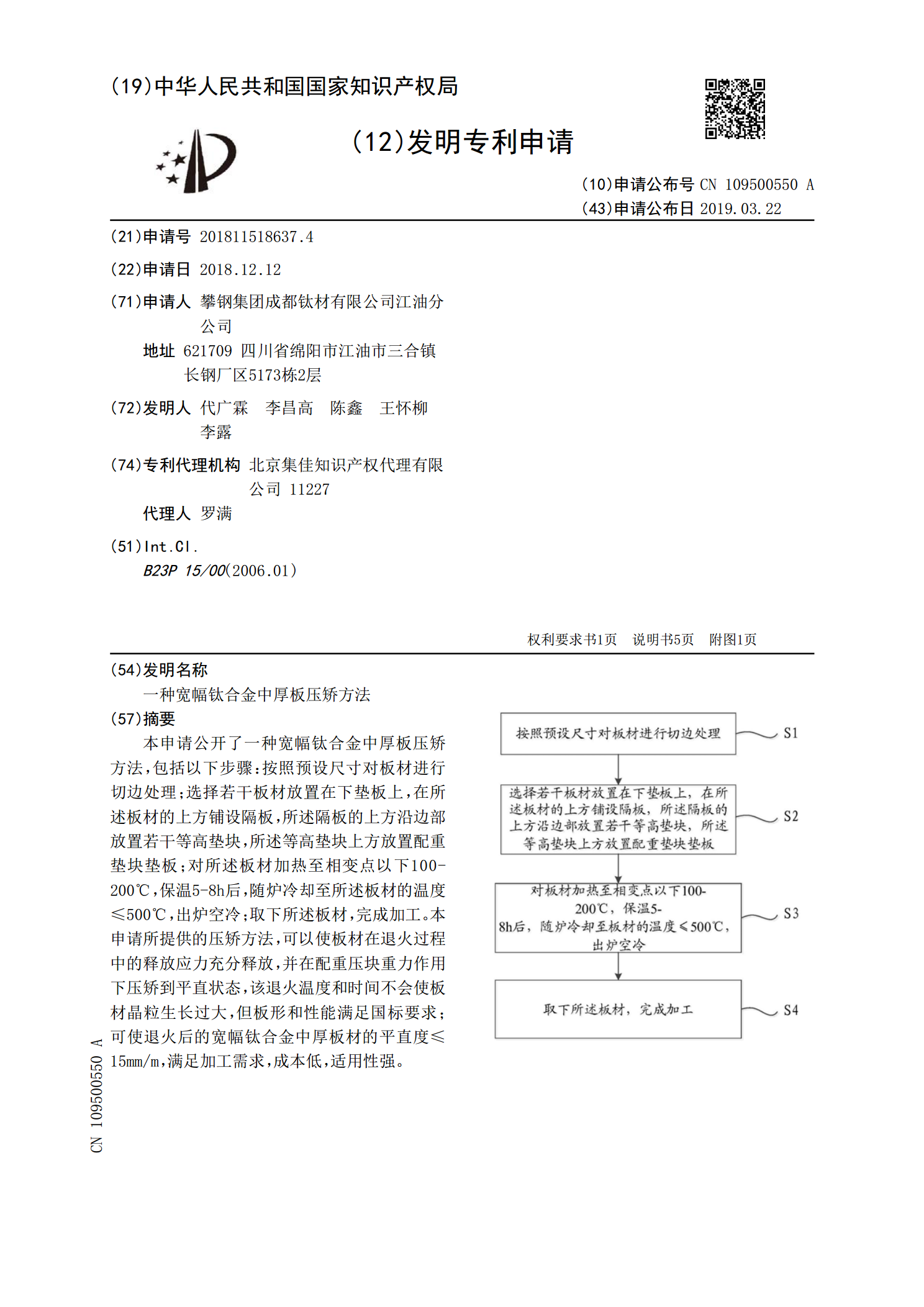
本申请公开了一种宽幅钛合金中厚板压矫方法,包括以下步骤:按照预设尺寸对板材进行切边处理;选择若干板材放置在下垫板上,在所述板材的上方铺设隔板,所述隔板的上方沿边部放置若干等高垫块,所述等高垫块上方放置配重垫块垫板;对所述板材加热至相变点以下100‑200℃,保温5‑8h后,随炉冷却至所述板材的温度≤500℃,出炉空冷;取下所述板材,完成加工。本申请所提供的压矫方法,可以使板材在退火过程中的释放应力充分释放,并在配重压块重力作用下压矫到平直状态,该退火温度和时间不会使板材晶粒生长过大,但板形和性能满足国标要
一种高尺寸精度TA15钛合金宽幅中厚板材的加工方法.pdf
本发明公开了一种高尺寸精度TA15钛合金宽幅中厚板材的加工方法,该方法为:一、将TA15钛合金板坯置于加热炉中,进行第一加热处理;二、将TA15钛合金板坯送入热轧机中进行第一轧制,得到第一半成品板坯;三、将第一半成品板坯切割后置于加热炉中,进行第二加热处理;四、将TA15钛合金板坯送入热轧机中进行第二轧制,得到第二半成品板坯;五、将第二半成品板坯剪切后置于加热炉中,进行第三加热处理;六、将第二半成品板坯送入热轧机中进行第三轧制,得到第三半成品板坯;七、成品退火处理,得到TA15钛合金板材。本发明的加工方法
宽幅钛合金厚板轧制方法.pdf
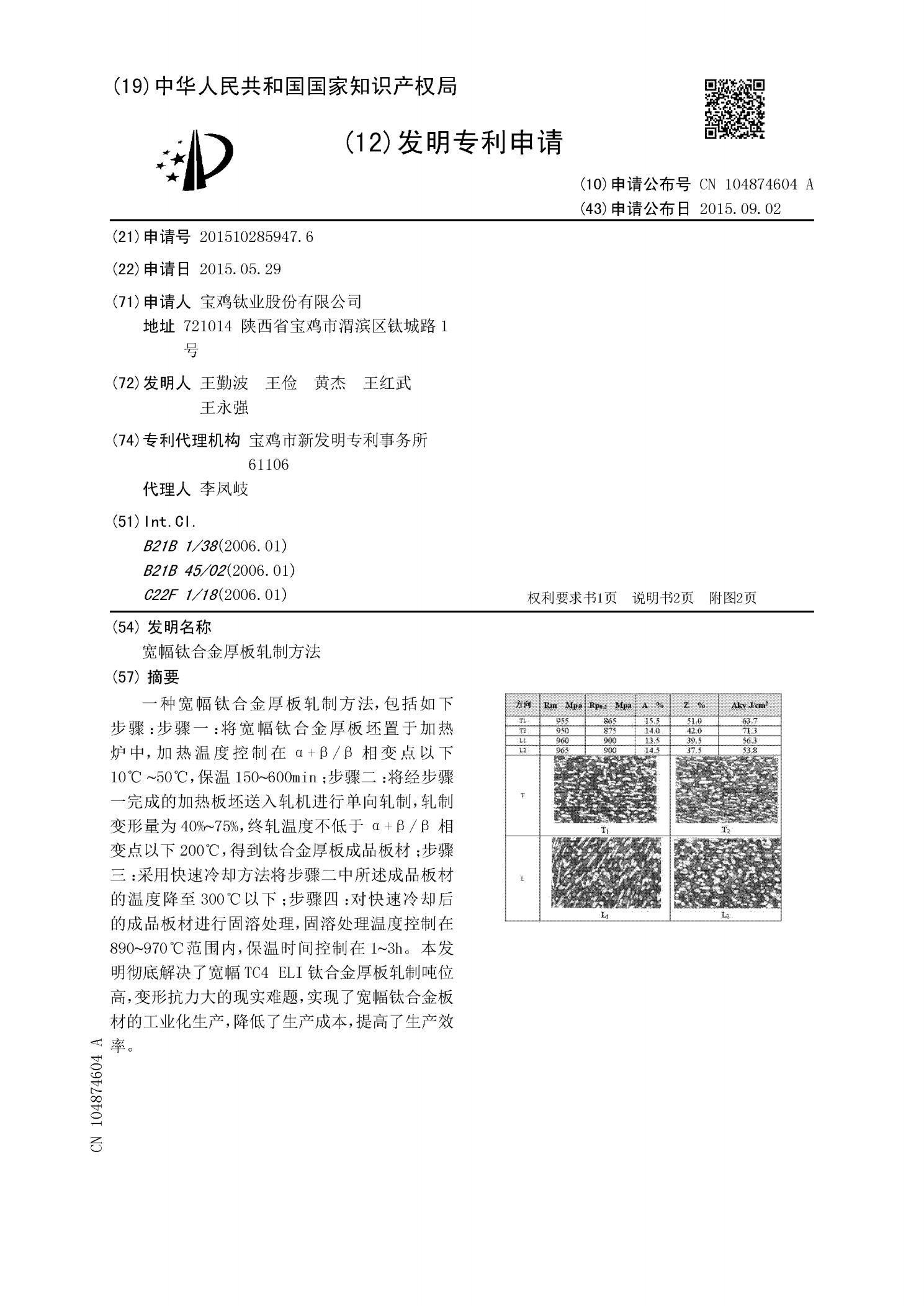
一种宽幅钛合金厚板轧制方法,包括如下步骤:步骤一:将宽幅钛合金厚板坯置于加热炉中,加热温度控制在α+β/β相变点以下10℃~50℃,保温150~600min;步骤二:将经步骤一完成的加热板坯送入轧机进行单向轧制,轧制变形量为40%~75%,终轧温度不低于α+β/β相变点以下200℃,得到钛合金厚板成品板材;步骤三:采用快速冷却方法将步骤二中所述成品板材的温度降至300℃以下;步骤四:对快速冷却后的成品板材进行固溶处理,固溶处理温度控制在890~970℃范围内,保温时间控制在1~3h。本发明彻底解决了宽幅T
一种Inconel镍铬合金宽幅中厚板的制备方法.pdf
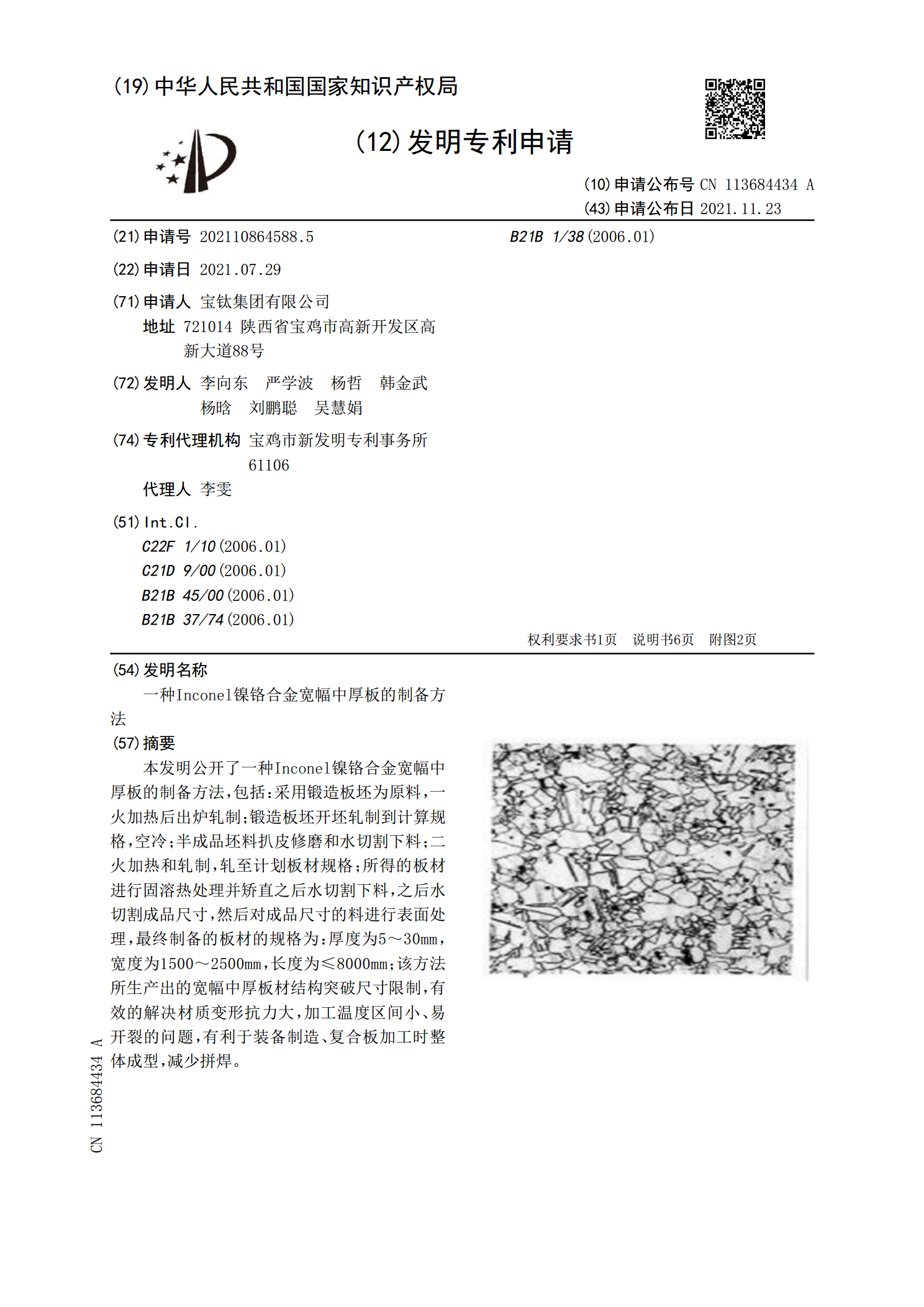
本发明公开了一种Inconel镍铬合金宽幅中厚板的制备方法,包括:采用锻造板坯为原料,一火加热后出炉轧制;锻造板坯开坯轧制到计算规格,空冷;半成品坯料扒皮修磨和水切割下料;二火加热和轧制,轧至计划板材规格;所得的板材进行固溶热处理并矫直之后水切割下料,之后水切割成品尺寸,然后对成品尺寸的料进行表面处理,最终制备的板材的规格为:厚度为5~30mm,宽度为1500~2500mm,长度为≤8000mm;该方法所生产出的宽幅中厚板材结构突破尺寸限制,有效的解决材质变形抗力大,加工温度区间小、易开裂的问题,有利于装
一种钛合金薄板在线加热叠矫方法.pdf
本发明公开了一种钛合金薄板在线加热叠矫方法,该方法包括以下步骤:一、将1张以上的钛合金薄板水平放置在叠放的上垫板和下垫板之间,并与上垫板和下垫板的表面接触,形成叠矫包;二、将叠矫包送入在线加热炉中进行加热,然后送入矫直机中进行叠矫校平,完成后自然冷却,再打开上垫板和下垫板,得到矫直后的钛合金薄板。本发明将钛合金薄板放置在叠放的上垫板和下垫板之间进行在线加热保温并矫直,利用加热保温后上垫板和下垫板的蓄热保温作用,减少了钛合金薄板的温降,增强了矫直校平效果,同时增加了送入热矫机中的来料厚度,进一步增强了热矫直