
一种变截面环形辗扩锻件的预成型反挤压凹模.pdf

曾琪****是我

1/6
2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种变截面环形辗扩锻件的预成型反挤压凹模.pdf
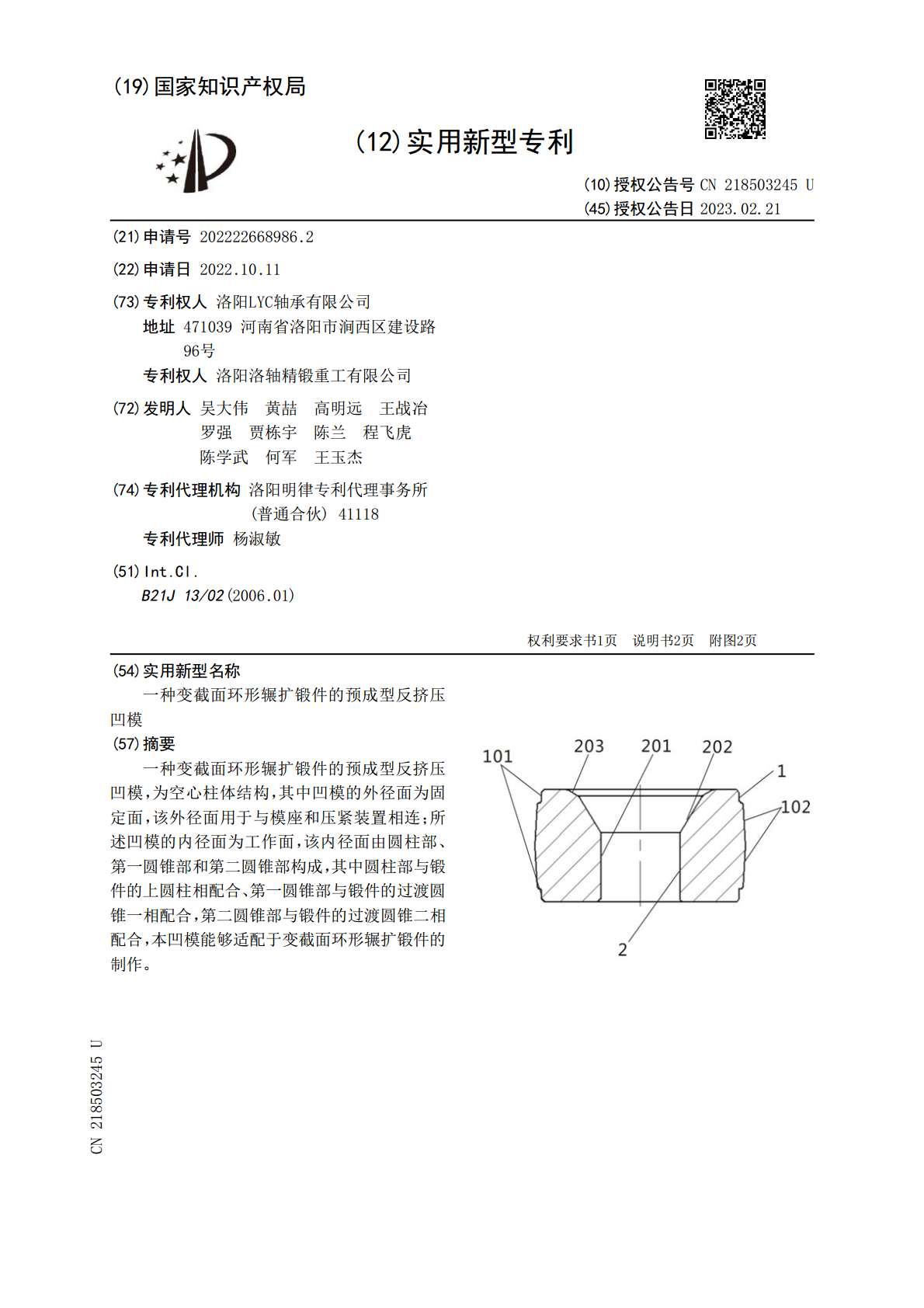
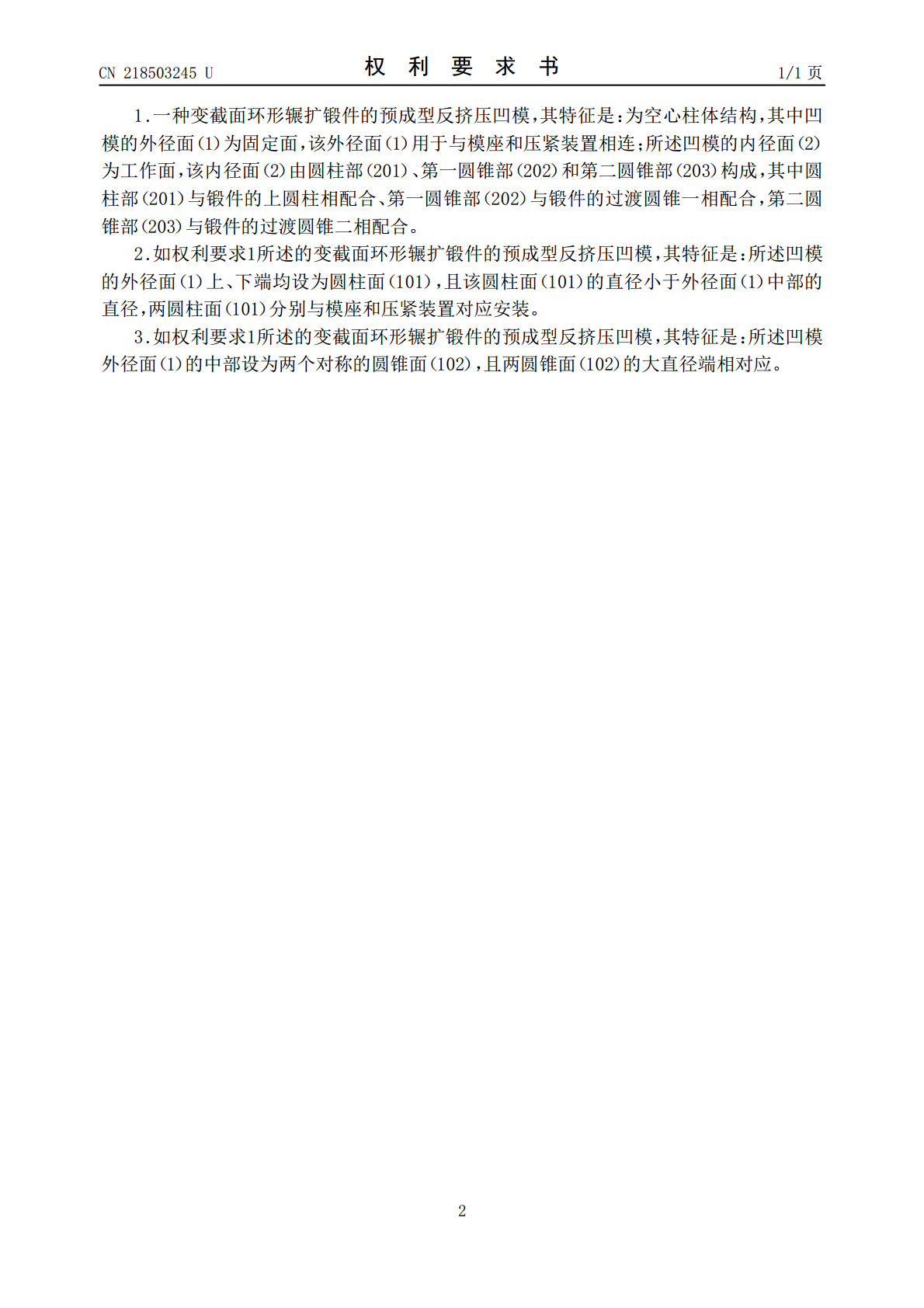
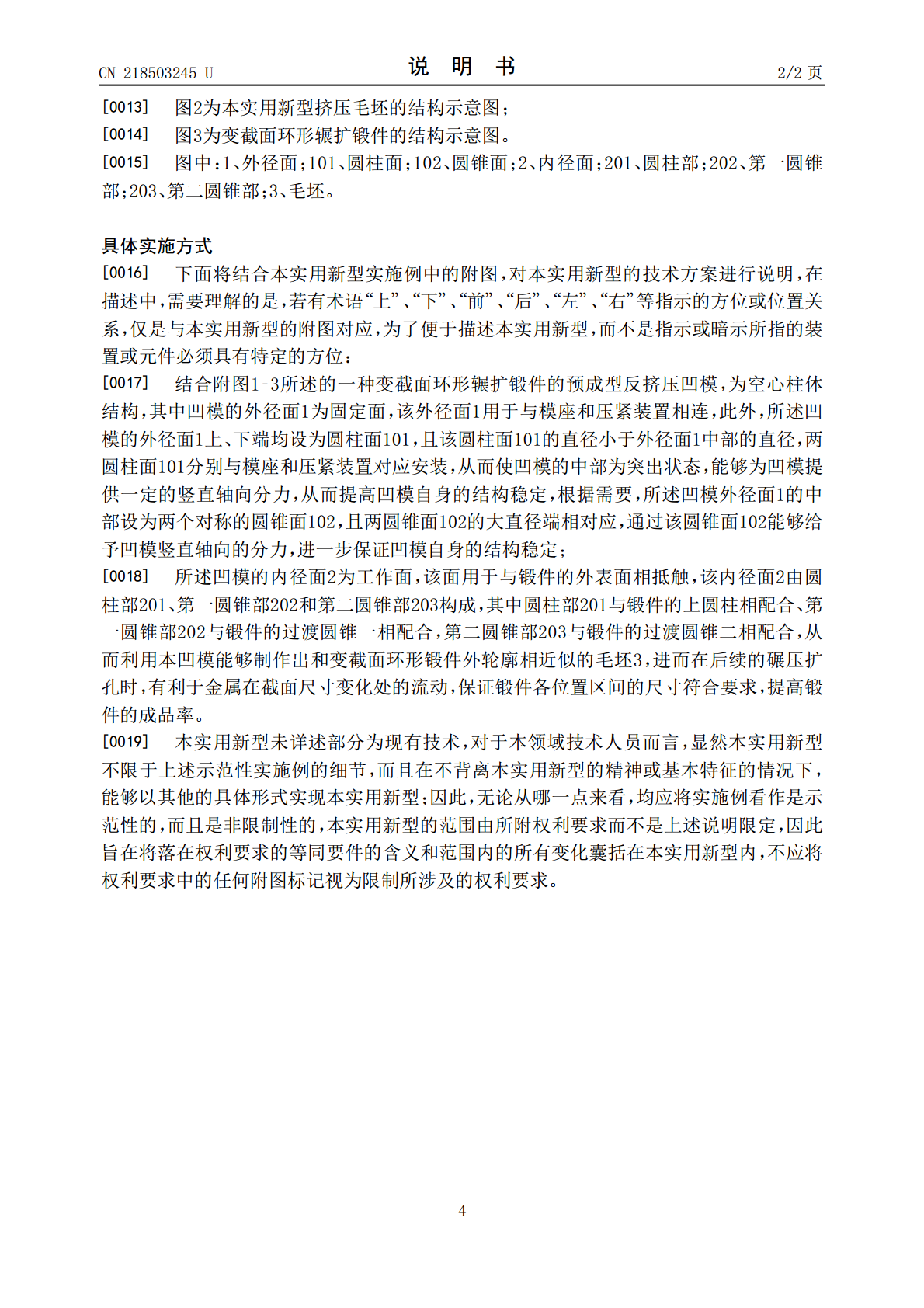
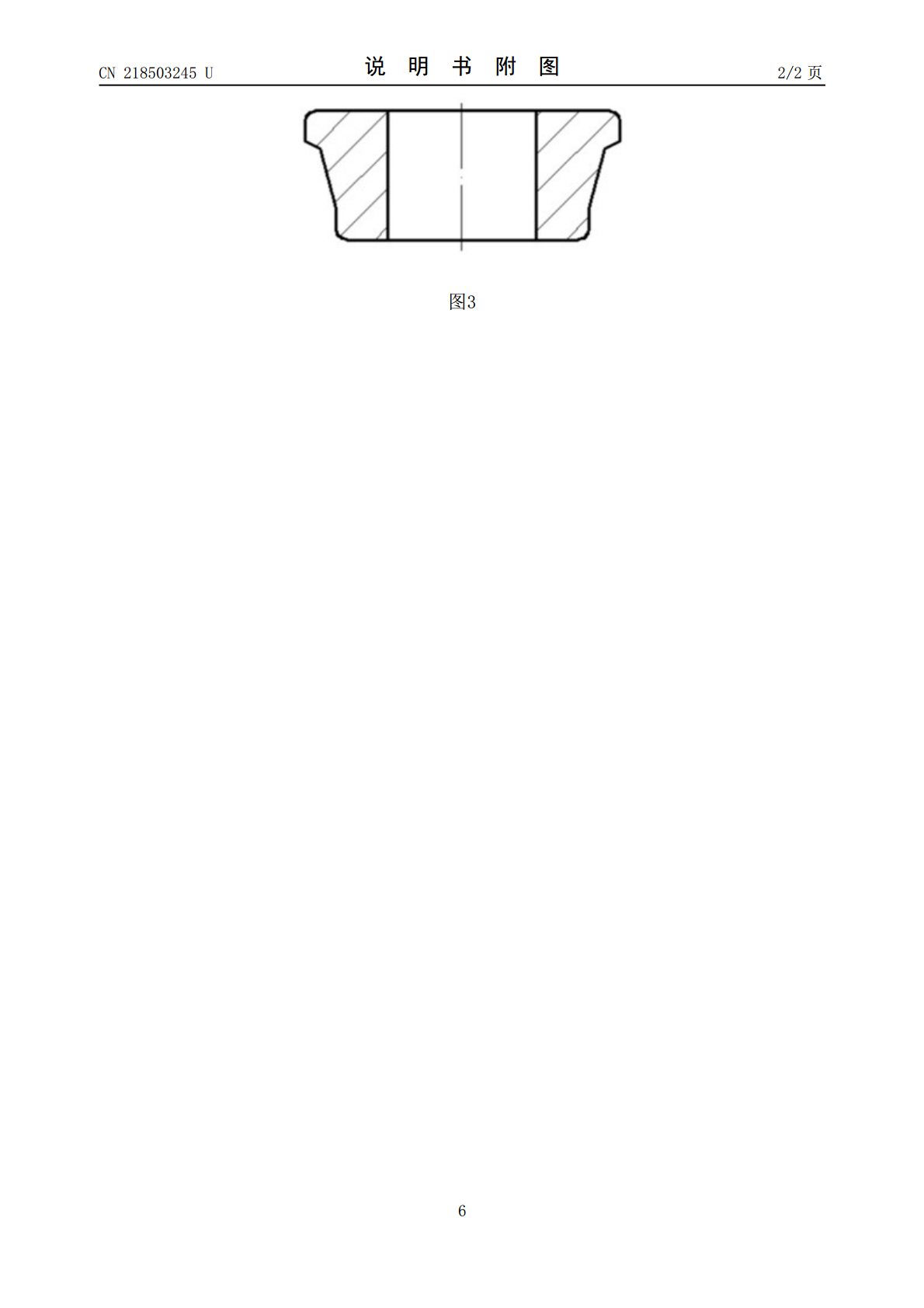
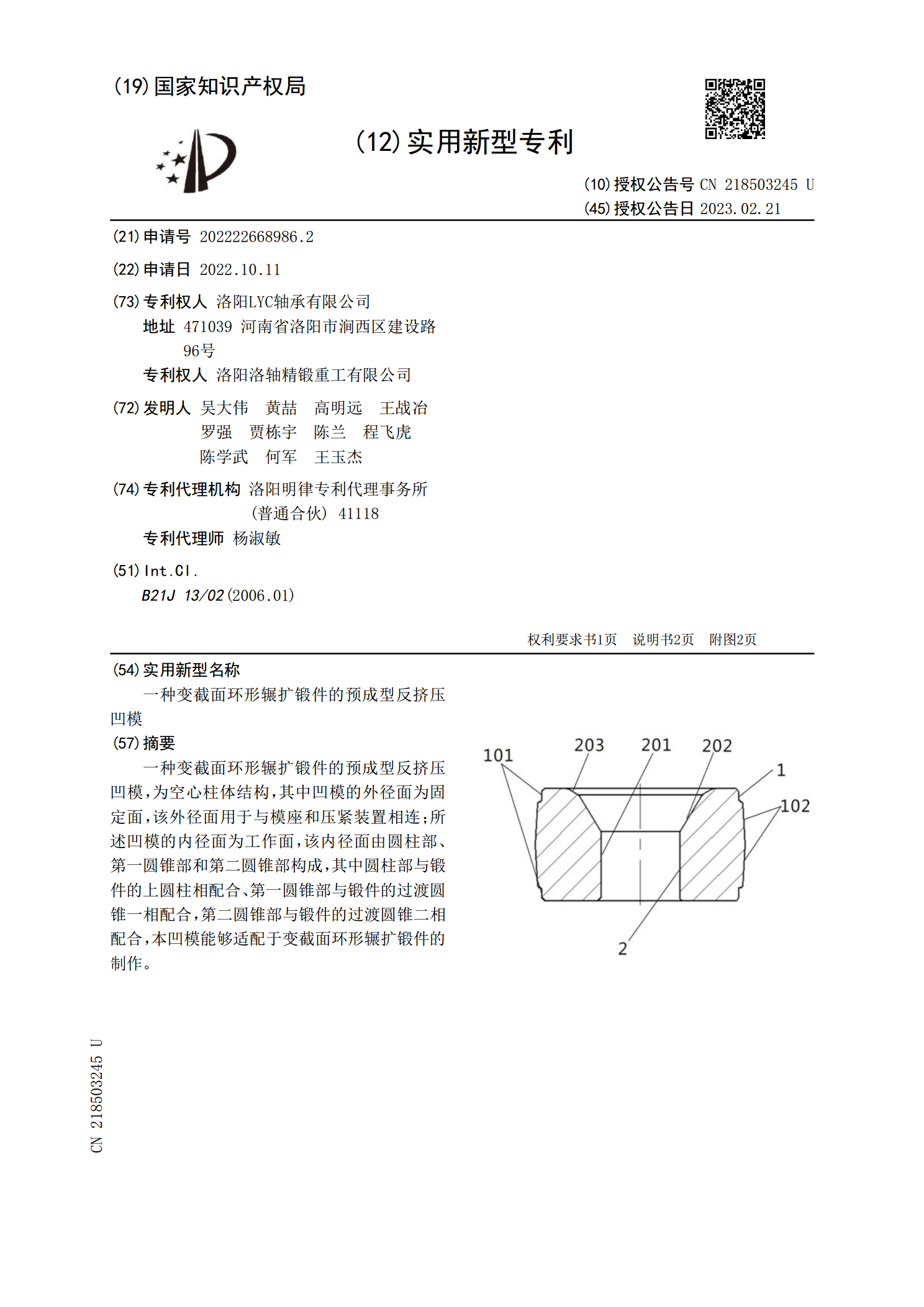
一种变截面环形辗扩锻件的预成型反挤压凹模,为空心柱体结构,其中凹模的外径面为固定面,该外径面用于与模座和压紧装置相连;所述凹模的内径面为工作面,该内径面由圆柱部、第一圆锥部和第二圆锥部构成,其中圆柱部与锻件的上圆柱相配合、第一圆锥部与锻件的过渡圆锥一相配合,第二圆锥部与锻件的过渡圆锥二相配合,本凹模能够适配于变截面环形辗扩锻件的制作。

变截面空心轴锻件挤压成型方法.pdf
本发明涉变截面空心轴锻件挤压成型方法及一种超高强度钢空心轴成型领域,具体涉及变截面空心轴锻件挤压成型方法,将坯料锻压机上鐓粗;然后加工中心孔;将坯料放入预热炉内加热到预热温度,然后喷涂防氧化剂;将坯料放入锻造加热炉内加热到始锻温度;为坯料、上锻模和下锻模涂覆表面润滑剂;上锻模和下锻模安装在上、下砧上,将坯料转运到下锻模型腔内,合模;去除表面余量,并进行热处理。本发明一步成形制中心带有通孔的轴件,流线完整且分布合理,结构强度高,应变分布均匀,残余应力低,不仅提高了锻件质量、材料利用率、锻件尺寸精度,而且降低
T形截面环形锻件辗压成形工艺.pdf
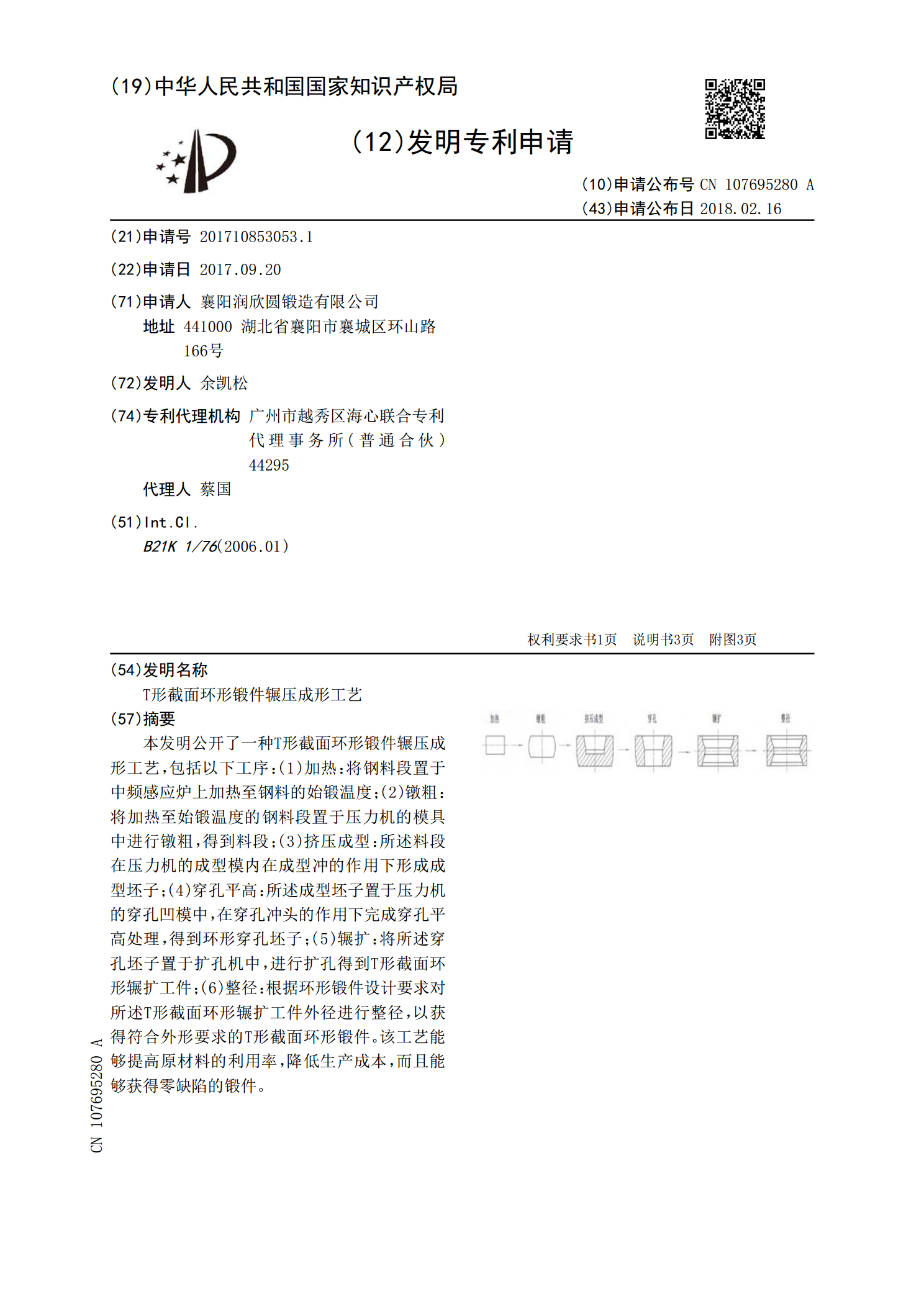
本发明公开了一种T形截面环形锻件辗压成形工艺,包括以下工序:(1)加热:将钢料段置于中频感应炉上加热至钢料的始锻温度;(2)镦粗:将加热至始锻温度的钢料段置于压力机的模具中进行镦粗,得到料段;(3)挤压成型:所述料段在压力机的成型模内在成型冲的作用下形成成型坯子;(4)穿孔平高:所述成型坯子置于压力机的穿孔凹模中,在穿孔冲头的作用下完成穿孔平高处理,得到环形穿孔坯子;(5)辗扩:将所述穿孔坯子置于扩孔机中,进行扩孔得到T形截面环形辗扩工件;(6)整径:根据环形锻件设计要求对所述T形截面环形辗扩工件外径进行

圆筒形锻件的挤压胀孔辗扩工艺.docx
圆筒形锻件的挤压胀孔辗扩工艺圆筒形锻件的挤压胀孔辗扩工艺摘要:圆筒形锻件是一种常见的工程零件,其在机械制造和航空航天领域中有广泛的应用。然而,由于其结构的特殊性,圆筒形锻件的加工过程存在一定的困难。本文将重点研究圆筒形锻件的挤压胀孔辗扩工艺,探讨其原理、过程,并对其在工程实践中的应用进行评估和分析。1.引言圆筒形锻件是一种中空的圆筒形工件,通常由金属材料制成。其主要应用于液压缸、气缸、传动轴、曲轴等机械制造和航空航天领域。由于其结构的特殊性,常规加工工艺难以满足其工程需求,因此挤压胀孔辗扩工艺被引入。2.

深止口类复杂环形锻件辗扩成形工艺.pdf
本发明涉及一种深止口类复杂环形锻件辗扩成形工艺,包括如下步骤:中频加热→镦粗→制坯→冲连皮→辗扩成形,其中镦粗、制坯、冲连皮三个工位由1台设备完成,其特征在于:(1)辗扩前环坯设计:辗扩前环坯结构形状设计原则遵循等厚、等重、结构仿形原则,(2)辗扩成形:采用辗扩成形工艺,利用辗环机实现锻件稳定辗扩,其辗压轮、芯轴设计应根据锻件止口结构进行径向分层设计,即辗压轮型腔形状与锻件结构的外圆部分相匹配,芯轴设计包含锻件止口部分,从而在辗压轮与芯轴间形成闭合型腔。采用本发明工艺材料的利用率大幅提高,而且制坯设备吨位