
侧浇口喷嘴和注射模具.pdf

景山****魔王


1/10
2/10

3/10
4/10
5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
侧浇口喷嘴和注射模具.pdf
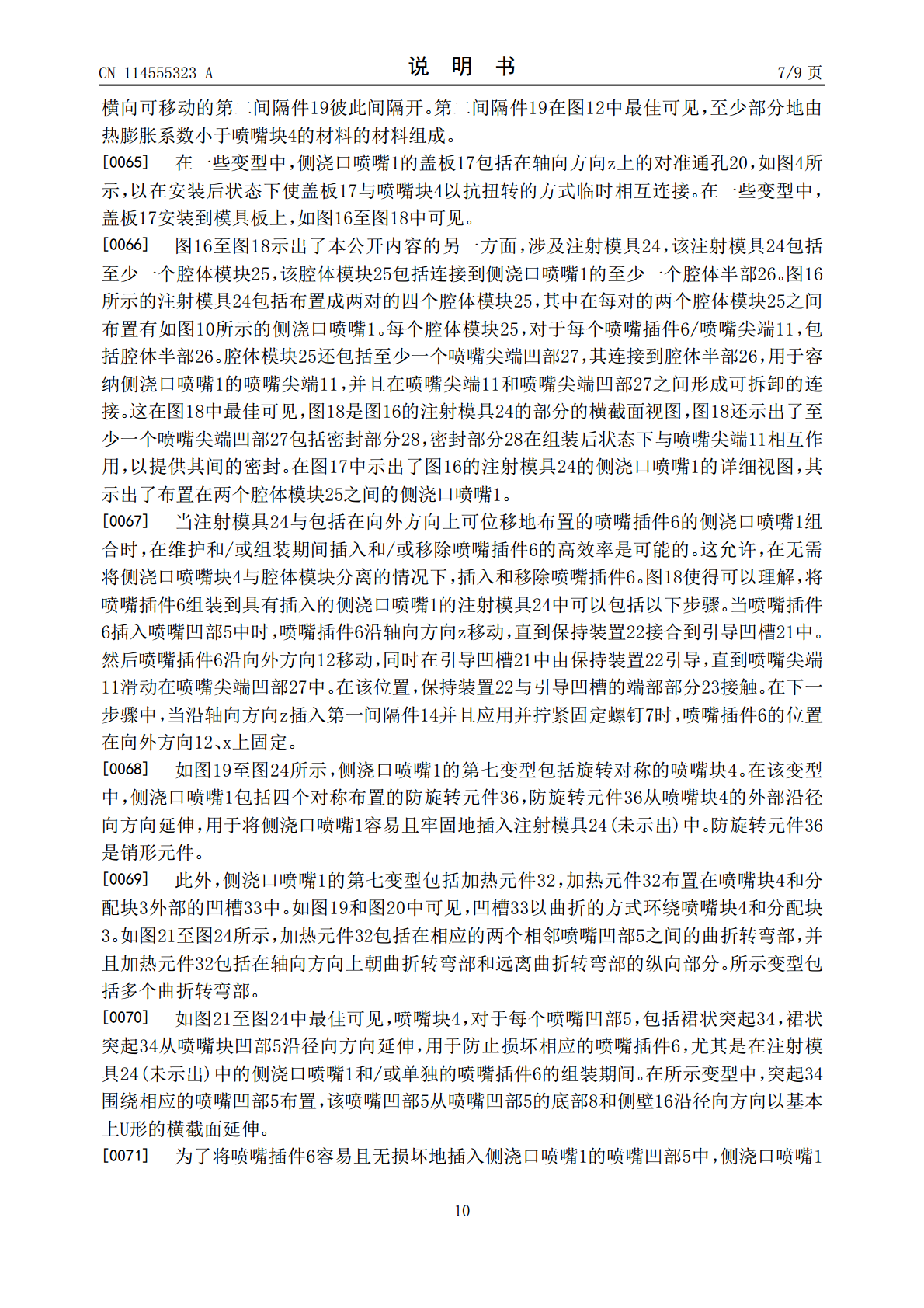
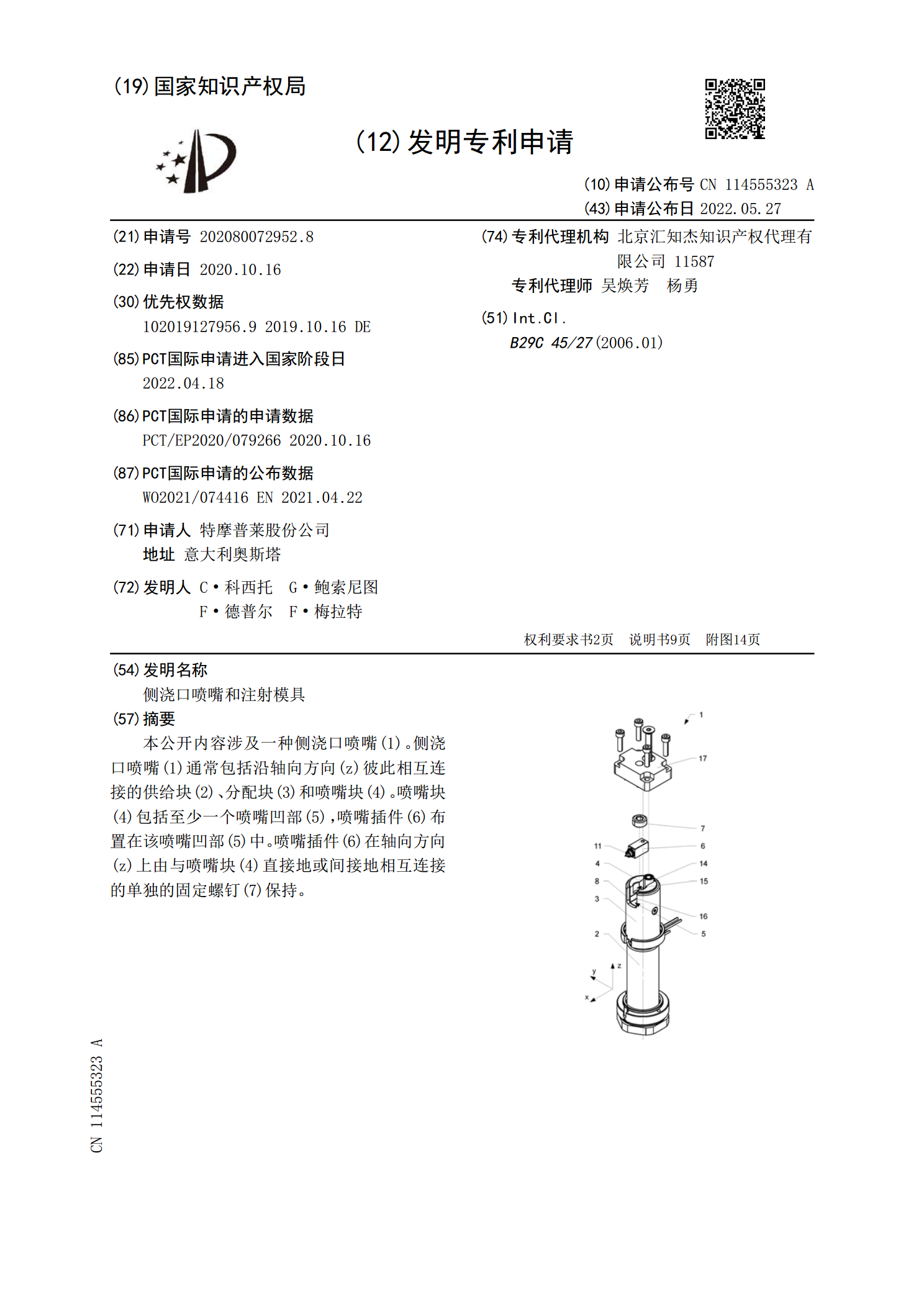
本公开内容涉及一种侧浇口喷嘴(1)。侧浇口喷嘴(1)通常包括沿轴向方向(z)彼此相互连接的供给块(2)、分配块(3)和喷嘴块(4)。喷嘴块(4)包括至少一个喷嘴凹部(5),喷嘴插件(6)布置在该喷嘴凹部(5)中。喷嘴插件(6)在轴向方向(z)上由与喷嘴块(4)直接地或间接地相互连接的单独的固定螺钉(7)保持。
具有侧浇口喷嘴的注塑模具.pdf
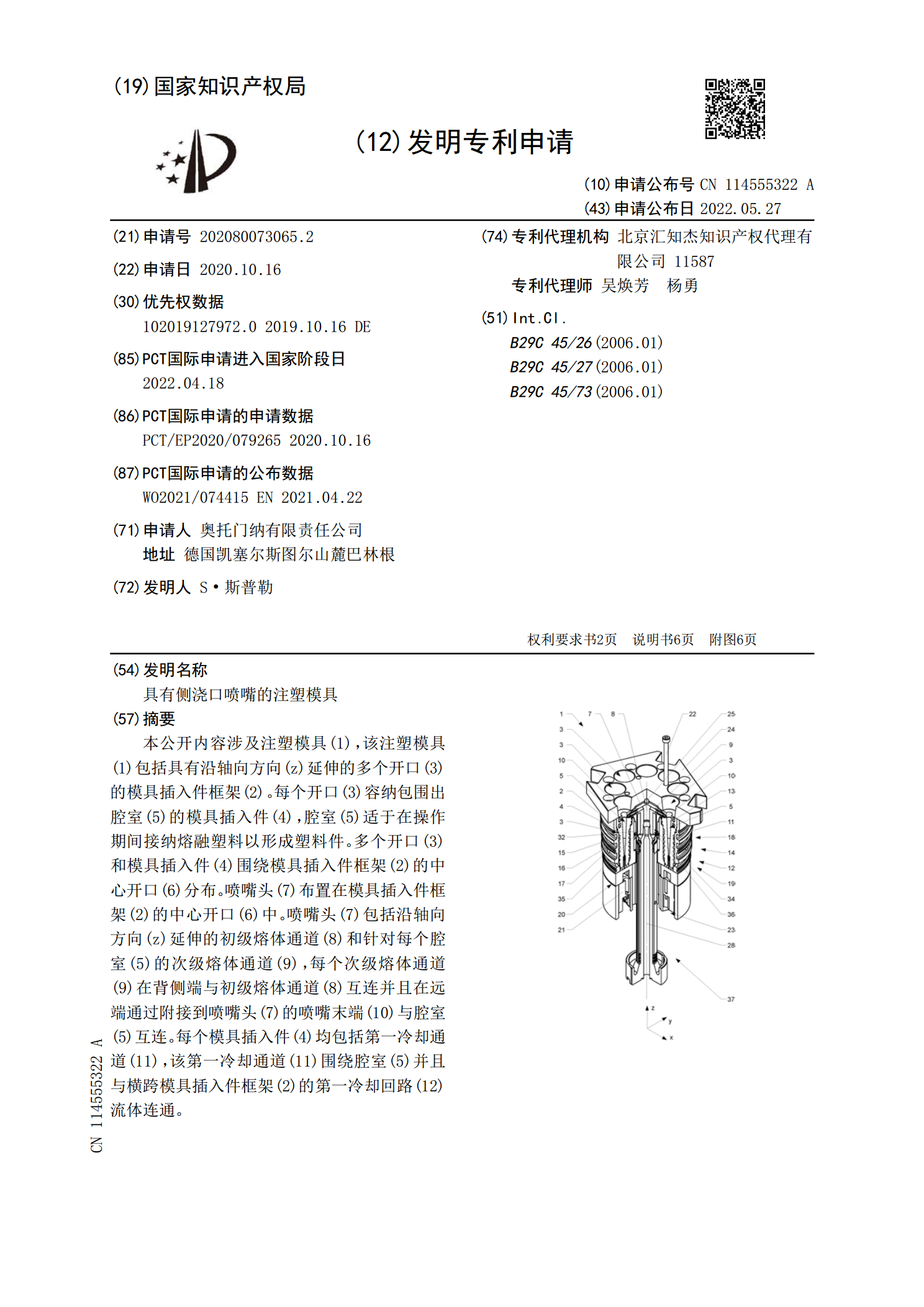
本公开内容涉及注塑模具(1),该注塑模具(1)包括具有沿轴向方向(z)延伸的多个开口(3)的模具插入件框架(2)。每个开口(3)容纳包围出腔室(5)的模具插入件(4),腔室(5)适于在操作期间接纳熔融塑料以形成塑料件。多个开口(3)和模具插入件(4)围绕模具插入件框架(2)的中心开口(6)分布。喷嘴头(7)布置在模具插入件框架(2)的中心开口(6)中。喷嘴头(7)包括沿轴向方向(z)延伸的初级熔体通道(8)和针对每个腔室(5)的次级熔体通道(9),每个次级熔体通道(9)在背侧端与初级熔体通道(8)互连并且

84注射模具-4浇注系统-2浇口.pptx
8.4.4浇口的设计浇口的基本作用2.4.4.1浇口的类型注意事项:1)在浇口对侧布置一个相当于塑件厚度的1/2的不明显的冷料穴2)流道长度应尽量短3)浇口的大直径D尽量小(D≤2t)优点:缺点:(2)盘形浇口优点:缺点:(3)分流式浇口(4)轮辐式浇口优点:1)进料均匀。2)排气状况良好。3)易于清除浇口凝料。4)比盘形浇口减少了塑件用量。5)克服了盘形浇口因形成真空、塑件难以脱模的问题。缺点:熔接痕的形成(5)爪形浇口(6)侧浇口缺点:注射压力损失较大。侧浇口容易形成熔接痕、缩

一种喷嘴和喷嘴模具以及喷嘴和喷嘴模具的加工方法.pdf
本发明公开了一种喷嘴模具的加工方法,包括以下步骤:(1)制造限定出喷嘴外轮廓的外模和限定出喷嘴内腔的内模;(2)使所述内模的出料端具有导电性嘴的制造方法;本发明利用电化学直写沉积技术在内模的端部沉积得到型;(3)以内模的出料端为基底,通过电化学直写沉积技术在内模的出料端沉积形成限定出喷嘴孔道的型芯;本发明还公开了一种喷嘴、喷嘴模具以及喷嘴的加工方法,使加工出的喷嘴尺寸具有更小孔径、更高深宽比的优点,同时喷嘴孔道的形状可根据需要调节和变化,不受传统加工手段限制,为实际应用中可能的流体流动的期望角度/体积分布

侧抽芯注射模具设计和制造专家讲座.pptx
侧抽芯注射模具设计与制造1、本情景学习型工作任务:2、卡盒侧抽芯模塑成型工艺规程编制3、侧抽芯注射模具设计4、侧抽芯注射模具制造5、侧抽芯注射模装配本情景学习型工作任务单元一:成型工艺编制2、塑件尺寸精度分析:该塑件尺寸要求为MT6级精度,对于聚丙烯为普通精度。其尺寸及公差以下:型腔尺寸(外形尺寸):34-0.52、R3-0.24、30-0.48、40-0.52、10-0.32、24-0.48、37-0.52型芯尺寸(内形尺寸):Φ8+0.32、8+0.32、4+0.283、塑件表面质量分析:该塑件是某仪