
易切削钢及其制造方法.pdf

努力****星驰

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
易切削钢及其制造方法.pdf
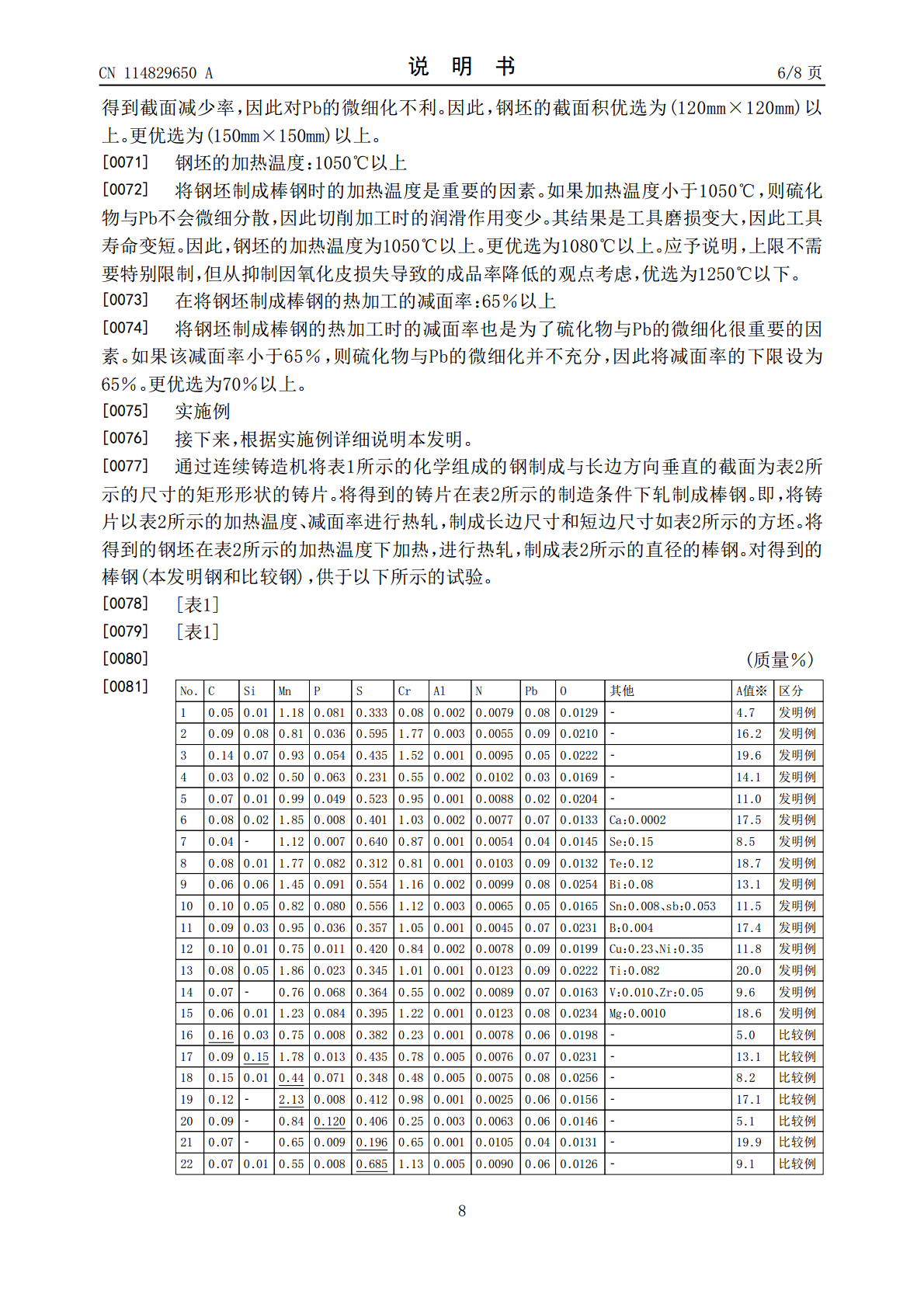
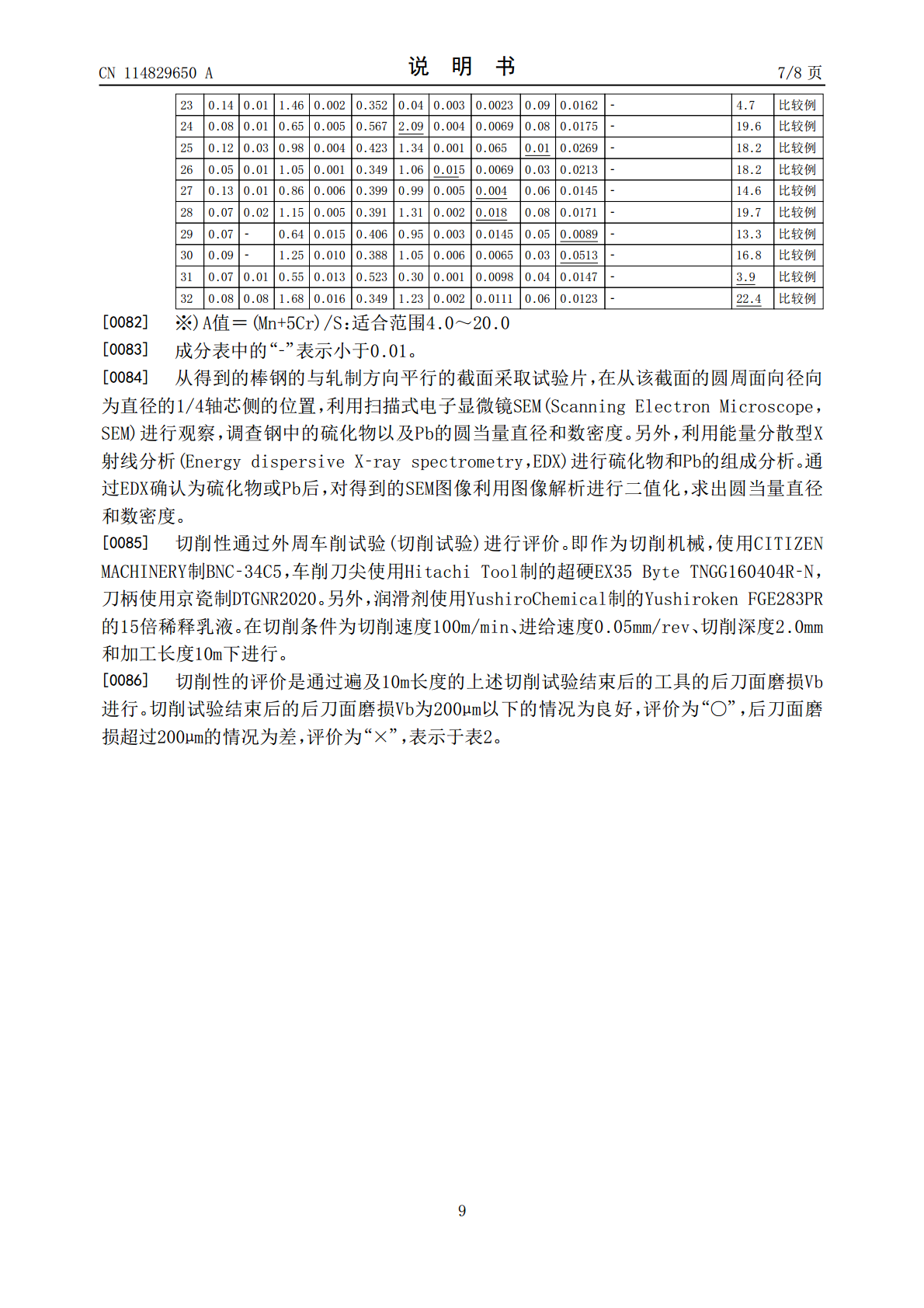
本发明提供一种通过添加与以往的添加量相比大幅减少的Pb,具有与低碳硫铅复合易切削钢同等以上的切削性的易切削钢。该易切削钢具有如下的成分组成:含有C:0.15%以下、Mn:0.5%~2.0%、S:0.200%~0.650%、O:超过0.01%且0.05%以下、Cr:0.05%~2.0%、Pb:0.02%以上且小于0.10%以及N:0.005%~0.015%,并且由下式(1)定义的A值满足4.0~20.0,剩余部分为Fe和不可避免的杂质,且具有如下的组织:以圆当量直径计小于1μm的硫化物为1000个/mm<b
一种易切削连杆用钢及其制造方法.pdf
本发明公开了一种易切削连杆用钢及其制造方法,该钢的化学成分质量百分比为:C:0.43‑0.47%、Si:0.20‑0.35%、Mn:1.10‑1.40%、Cr:0.30‑0.40%、P:≤0.020%、S:0.060‑0.090%、Ni:≤0.10%、Cu:≤0.20%、Mo:≤0.10%、Ti:≤0.015%、Al:0.010‑0.040%、[O]≤0.0015%,其余为Fe和不可避免的杂质。其制造方法包括冶炼、浇注和轧制步骤;冶炼步骤包括电炉冶炼,LF精炼和VD真空脱气处理。本发明通过设计材料的化学成
一种CrNiMo系易切削齿轮钢及其制造方法.pdf
本发明涉及一种CrNiMo系易切削齿轮钢及其制备方法,钢的化学成分重量百分比%为:C0.17~0.23?Si0.15~0.37?Mn0.60~0.95?Cr0.35~0.65?Ni0.35~0.75?Mo0.15~0.25?P≤0.030S0.010~0.040?Al0.005~0.050?Ca/S0.3~0.6;余为Fe和微量杂质。制备方法,包括初炼炉(电炉或转炉)冶炼、LF+VD(或RH)炉外精炼、连铸、轧制,其特征在于,采用炉外精炼及真空脱气处理使钢中氧含量不大于15×10-6;控制微量元素S的含量
含硫易切削钢及其熔炼方法.pdf
本发明公开了一种含硫易切削钢及其熔炼方法,该含硫易切削钢的熔炼方法包括:1)将铁水经顶底复吹转炉进行吹炼,并出钢;2)将步骤1)中吹炼后的钢水吊至精炼工序,进行LF精炼炉进行精炼;3)将步骤2)中LF精炼后的钢水吊运至连铸工序进行全程保护浇铸;其中,步骤1)中,转炉吹炼过程采用高拉补吹方式进行吹炼,且吹炼后的钢水C的含量不大于0.04重量%,P的含量不大于0.045重量%,出钢温度为1630‑1660℃。该含硫易切削钢具有优异的切削性能,同时该熔炼方法具有工序简单和便于操作的优点。
易切削不锈钢及其冶炼控制方法.pdf
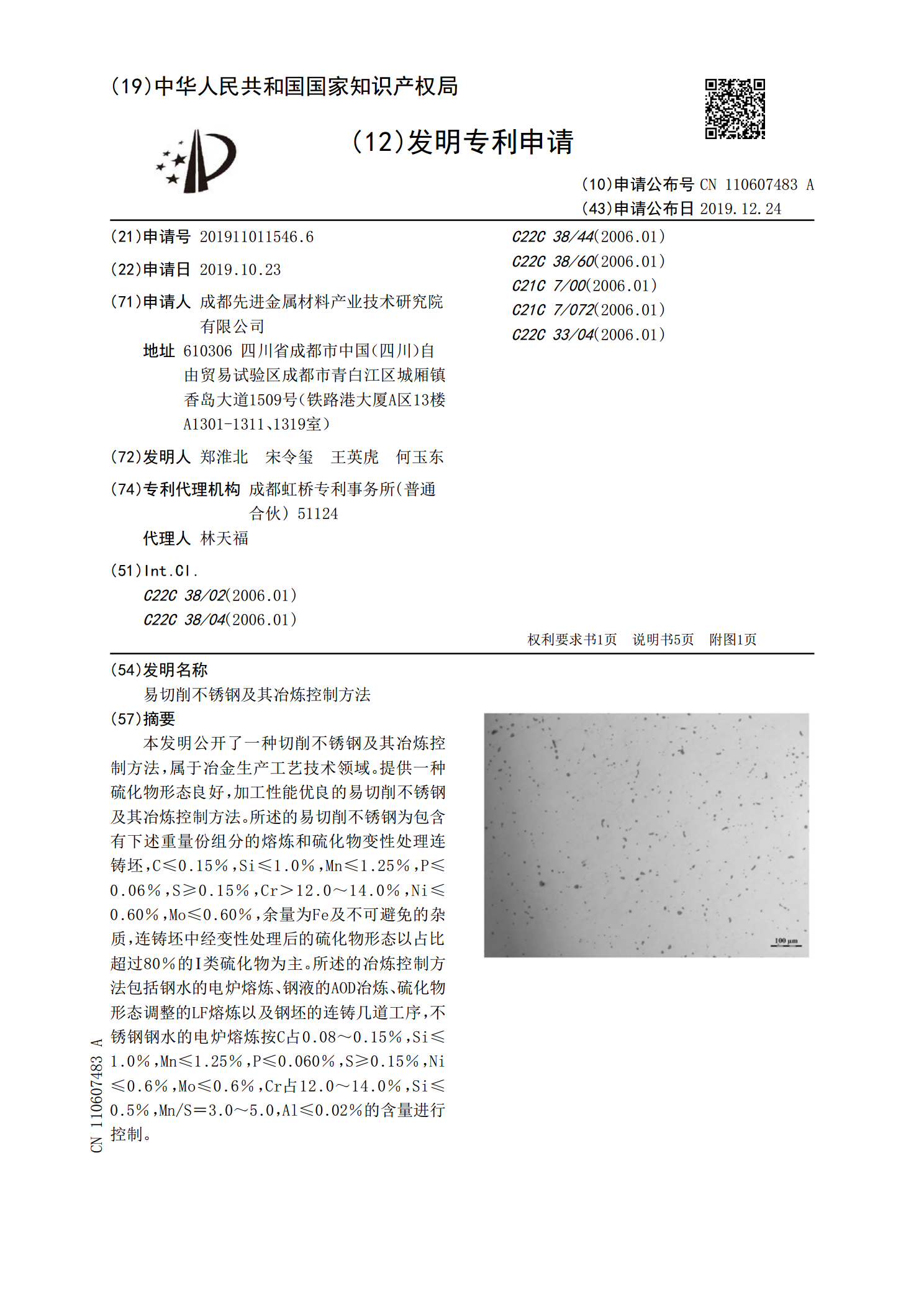
本发明公开了一种切削不锈钢及其冶炼控制方法,属于冶金生产工艺技术领域。提供一种硫化物形态良好,加工性能优良的易切削不锈钢及其冶炼控制方法。所述的易切削不锈钢为包含有下述重量份组分的熔炼和硫化物变性处理连铸坯,C≤0.15%,Si≤1.0%,Mn≤1.25%,P≤0.06%,S≥0.15%,Cr>12.0~14.0%,Ni≤0.60%,Mo≤0.60%,余量为Fe及不可避免的杂质,连铸坯中经变性处理后的硫化物形态以占比超过80%的Ⅰ类硫化物为主。所述的冶炼控制方法包括钢水的电炉熔炼、钢液的AOD冶炼、硫化物