
导轨磨削装置、导轨的磨削方法以及导轨磨削装置的调整方法.pdf

茂学****23

1/10
2/10
3/10
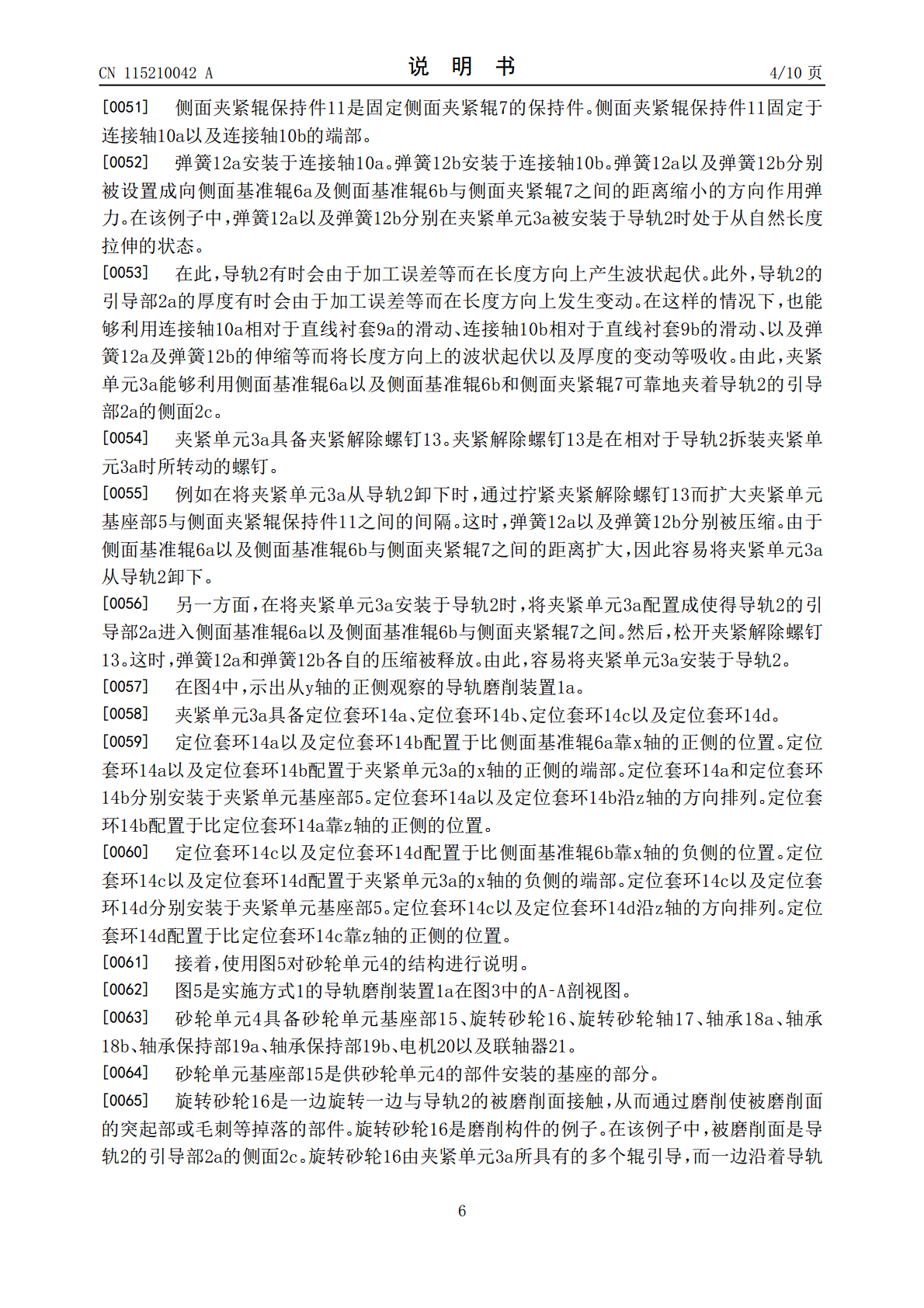
4/10

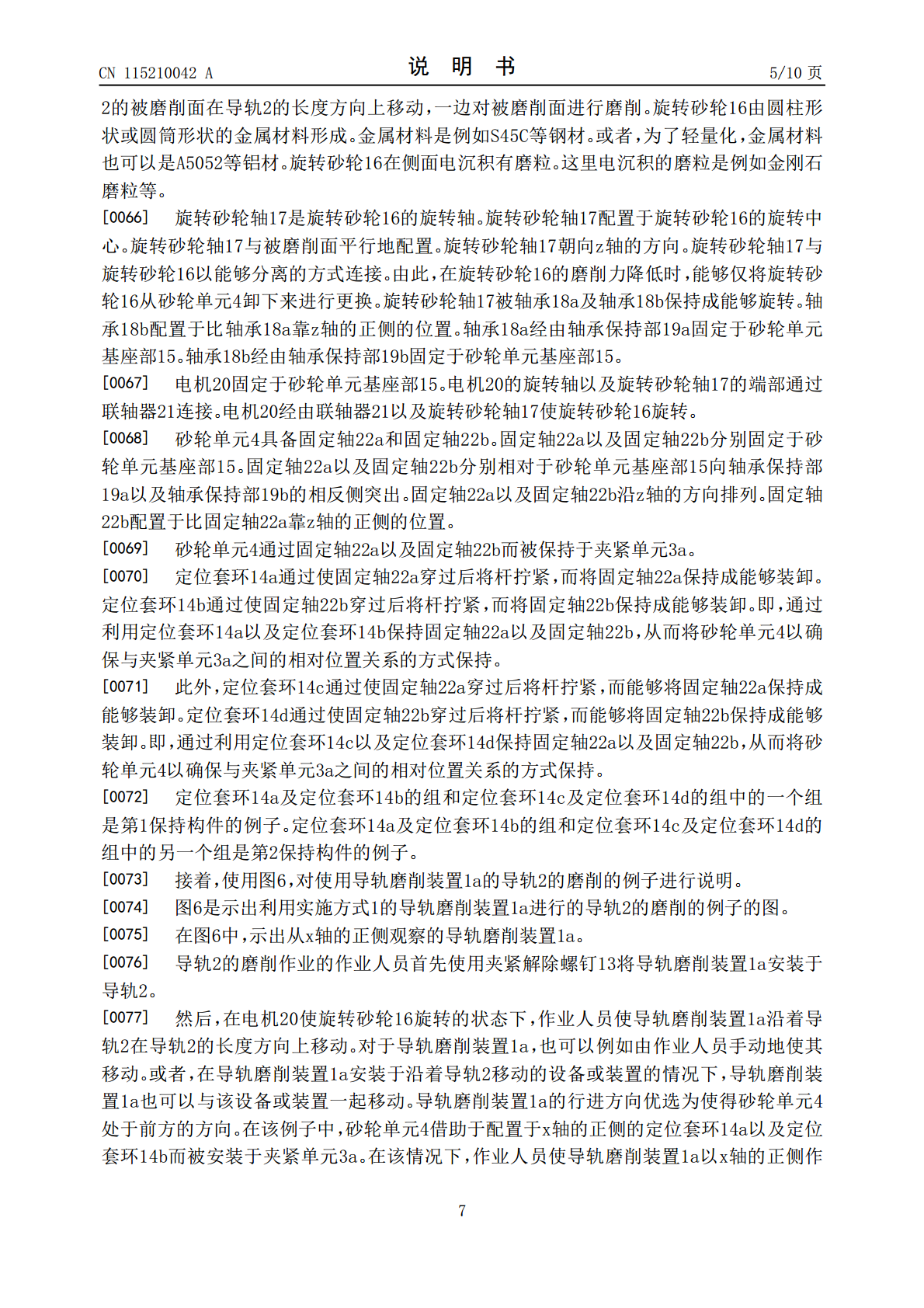
5/10
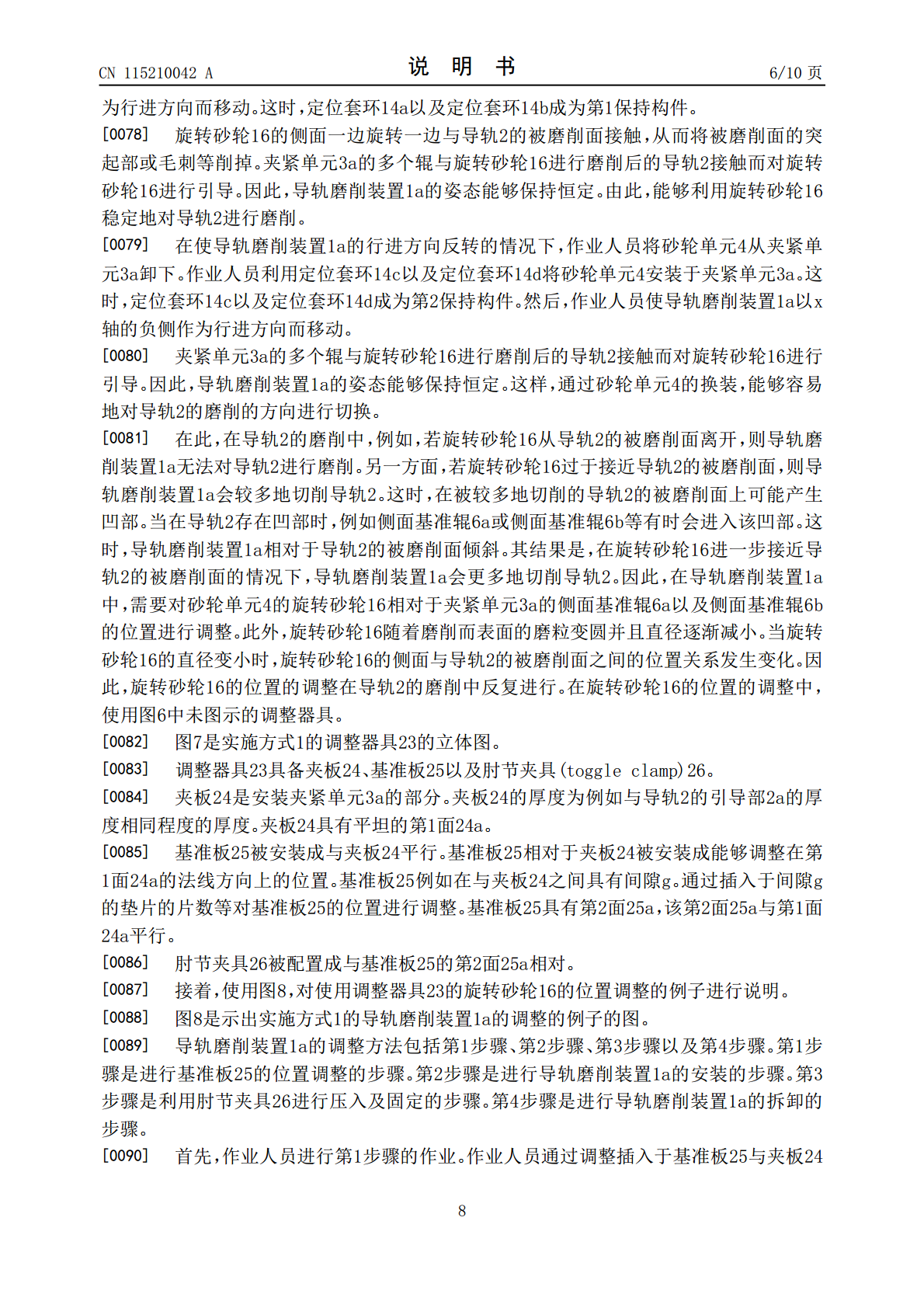
6/10
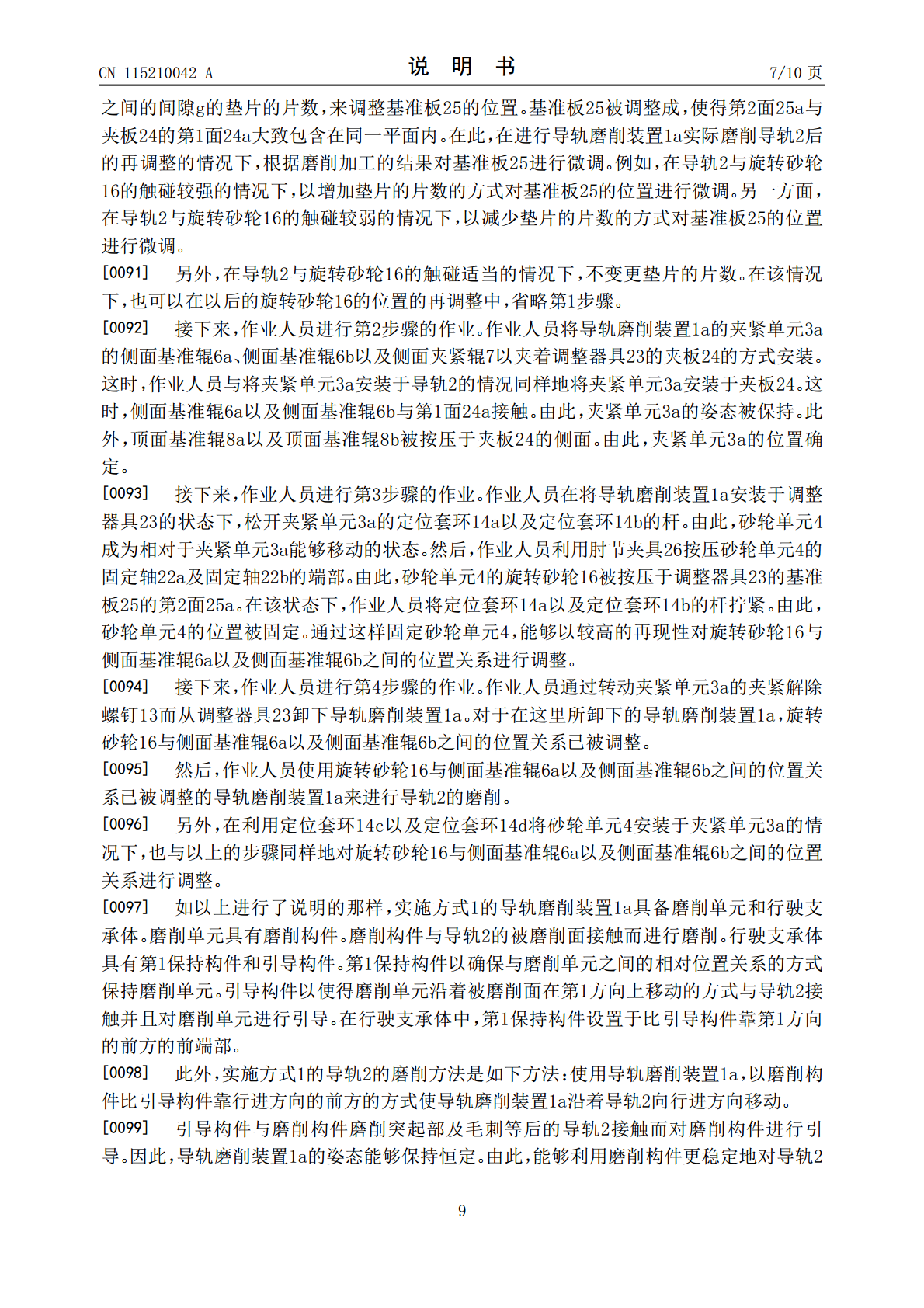
7/10
8/10
9/10
10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
导轨磨削装置、导轨的磨削方法以及导轨磨削装置的调整方法.pdf
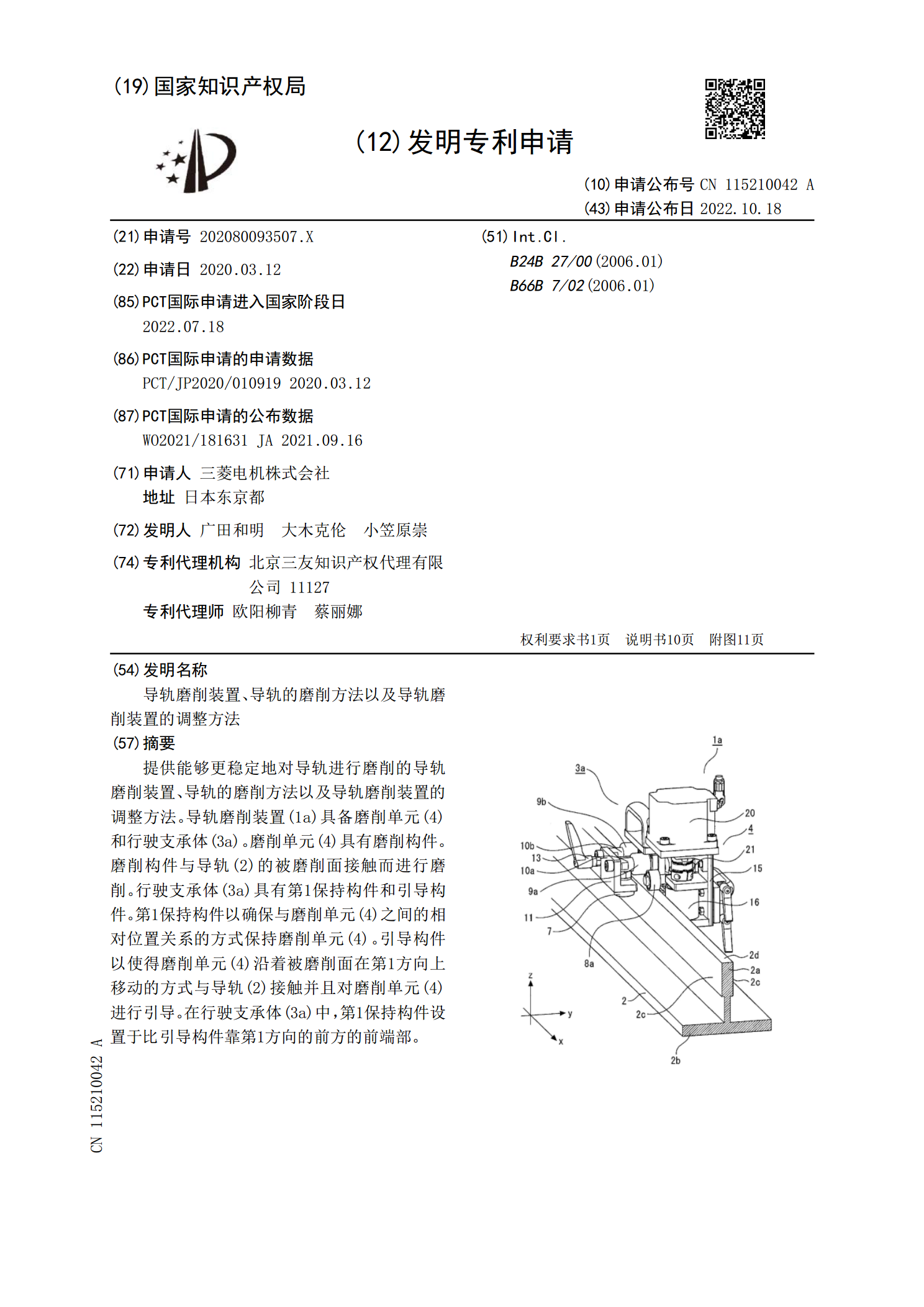
提供能够更稳定地对导轨进行磨削的导轨磨削装置、导轨的磨削方法以及导轨磨削装置的调整方法。导轨磨削装置(1a)具备磨削单元(4)和行驶支承体(3a)。磨削单元(4)具有磨削构件。磨削构件与导轨(2)的被磨削面接触而进行磨削。行驶支承体(3a)具有第1保持构件和引导构件。第1保持构件以确保与磨削单元(4)之间的相对位置关系的方式保持磨削单元(4)。引导构件以使得磨削单元(4)沿着被磨削面在第1方向上移动的方式与导轨(2)接触并且对磨削单元(4)进行引导。在行驶支承体(3a)中,第1保持构件设置于比引导构件靠第

磨削装置以及磨削方法.pdf
一种磨削装置及磨削方法,能在不使装置变大的前提下,在圆盘状的外周区域上形成了加强用凸部的半导体晶片上抑制对加强用凸部磨削时损伤半导体晶片。半导体晶片表面具有形成有器件(61)的器件形成区域(62)及其周围的外周区域(63),以去除背面的与器件形成区域(62)对应的区域且从背面的与外周区域对应的区域突出加强用凸部(64)的方式形成凹部(65),将半导体晶片的表面载置在卡盘(34)的吸附保持面(34a)上,以磨削砂轮(54)的磨削面(54a)与内底面(65a)的间隔相对于半导体晶片的凹部的内底面(65a)向凹
带有固定导轨和可移动磨削单元的、用于辊的磨削装置.pdf
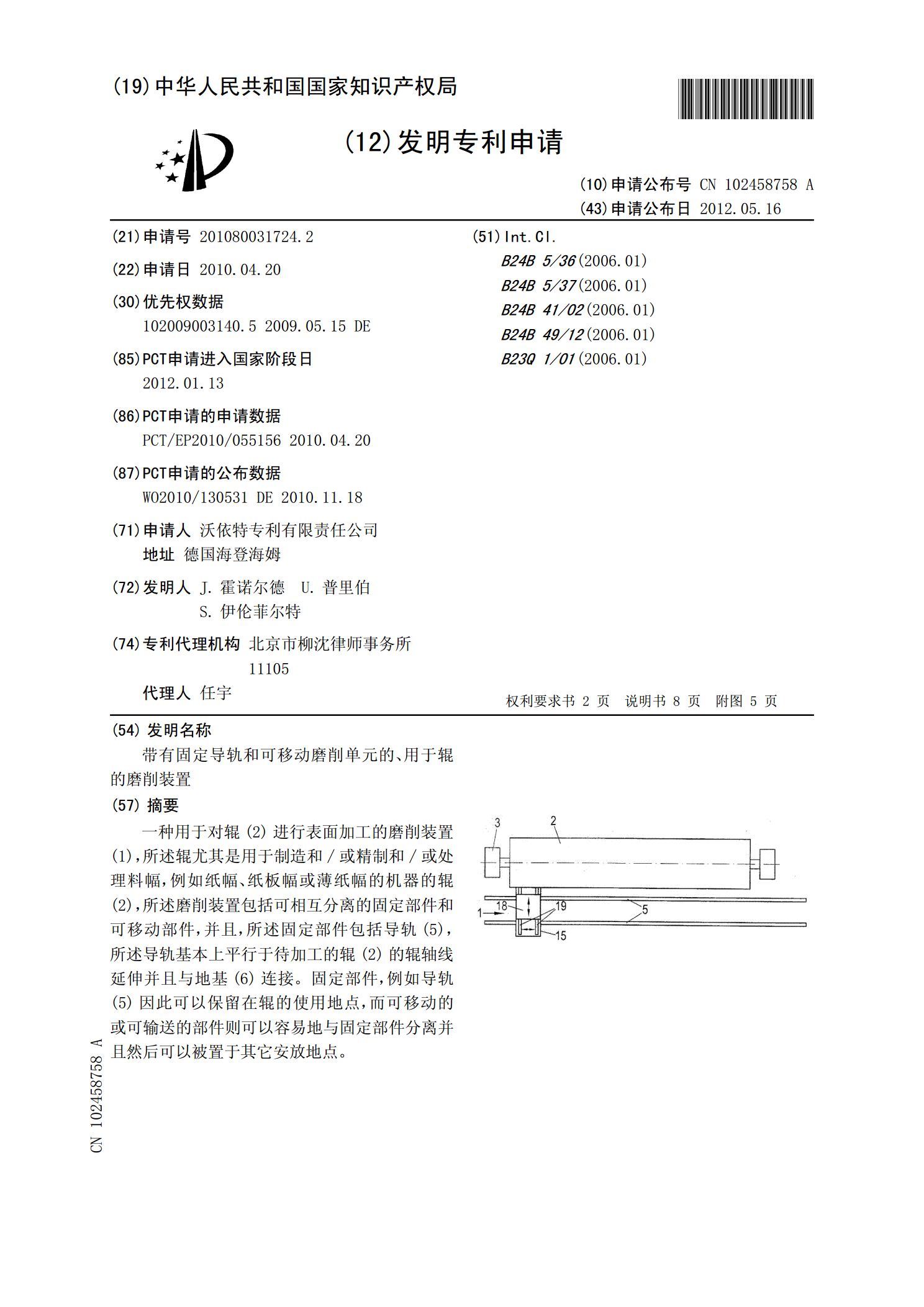
一种用于对辊(2)进行表面加工的磨削装置(1),所述辊尤其是用于制造和/或精制和/或处理料幅,例如纸幅、纸板幅或薄纸幅的机器的辊(2),所述磨削装置包括可相互分离的固定部件和可移动部件,并且,所述固定部件包括导轨(5),所述导轨基本上平行于待加工的辊(2)的辊轴线延伸并且与地基(6)连接。固定部件,例如导轨(5)因此可以保留在辊的使用地点,而可移动的或可输送的部件则可以容易地与固定部件分离并且然后可以被置于其它安放地点。

一种V形导轨的磨削方法.pdf
本发明属于机械加工方法类,具体是一种V形导轨的磨削方法,其特征在于:利用导轨磨加工V形导轨,当导轨磨本身主导轨运动直线度较差时,首先设导轨磨主导轨运动起点为误差零点,采用数控系统记录导轨磨主导轨在各个位置时的直线度误差值,分水平方向误差与垂直方向误差,将V形导轨工件装在导轨磨主导轨上,将磨头砂轮装在一横向导轨上,横向导轨在水平方向上移动,并垂直于导轨磨主导轨,利用横向导轨的运动带动磨头砂轮作横向运动,由数控系统控制补偿由于导轨磨主导轨运动各点的直线度误差,即可磨削出直线度误差很小的V形导轨。本
磨削加工方法以及磨削装置.pdf
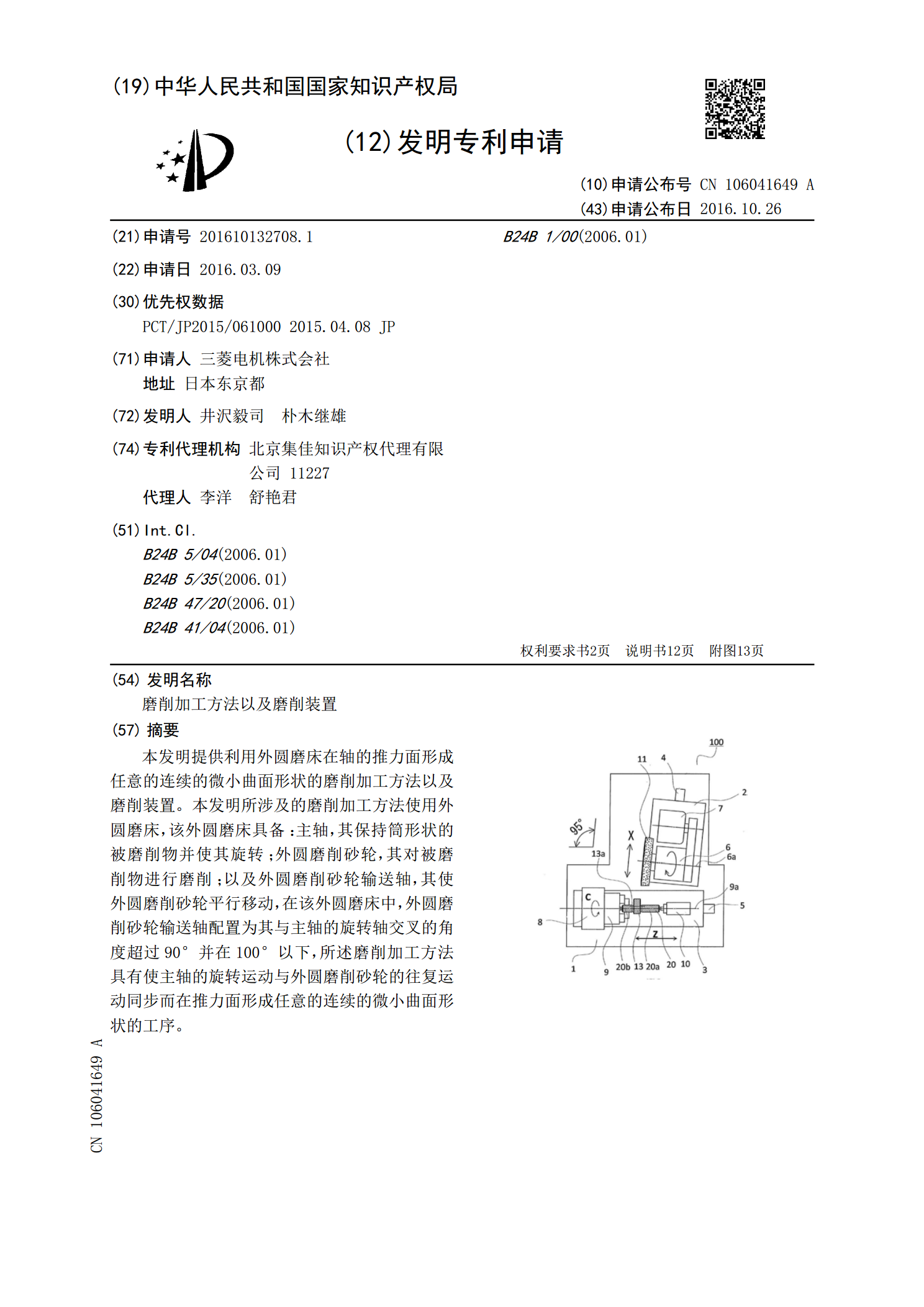
本发明提供利用外圆磨床在轴的推力面形成任意的连续的微小曲面形状的磨削加工方法以及磨削装置。本发明所涉及的磨削加工方法使用外圆磨床,该外圆磨床具备:主轴,其保持筒形状的被磨削物并使其旋转;外圆磨削砂轮,其对被磨削物进行磨削;以及外圆磨削砂轮输送轴,其使外圆磨削砂轮平行移动,在该外圆磨床中,外圆磨削砂轮输送轴配置为其与主轴的旋转轴交叉的角度超过90°并在100°以下,所述磨削加工方法具有使主轴的旋转运动与外圆磨削砂轮的往复运动同步而在推力面形成任意的连续的微小曲面形状的工序。