
一种微通道铝扁管生产用封口装置.pdf

一吃****成益


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种微通道铝扁管生产用封口装置.pdf
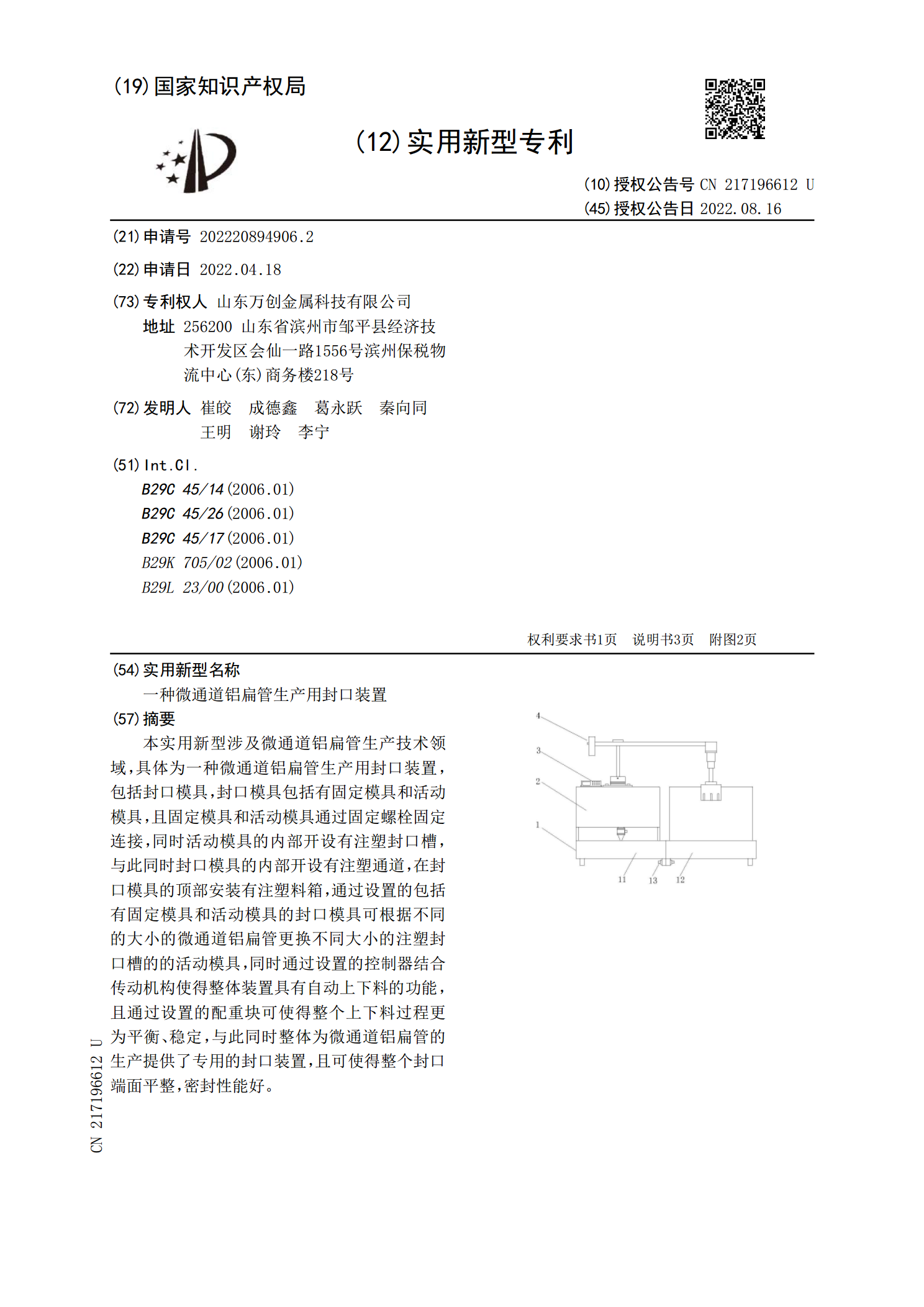
本实用新型涉及微通道铝扁管生产技术领域,具体为一种微通道铝扁管生产用封口装置,包括封口模具,封口模具包括有固定模具和活动模具,且固定模具和活动模具通过固定螺栓固定连接,同时活动模具的内部开设有注塑封口槽,与此同时封口模具的内部开设有注塑通道,在封口模具的顶部安装有注塑料箱,通过设置的包括有固定模具和活动模具的封口模具可根据不同的大小的微通道铝扁管更换不同大小的注塑封口槽的的活动模具,同时通过设置的控制器结合传动机构使得整体装置具有自动上下料的功能,且通过设置的配重块可使得整个上下料过程更为平衡、稳定,与此

一种微通道铝扁管的生产方法.pdf
本发明公开了一种微通道铝扁管的生产方法,控制铝扁管的输送速度,并根据该输送速度调整挤压机的挤压压力。利用该方法,可以较为方便地控制铝扁管的生产,提高产品的质量合格率,并及时地将不合格的产品检测出来。

一种微通道铝扁管挤压模具.pdf
本发明涉及一种微通道铝扁管挤压模具,包括顺序相接的模环、模垫和模套,模套内设有上模和下模,在模垫朝向模套的一面上设有两个凹坑,凹坑内均设有散热器,在模环上设有进气孔和出气孔,进气孔与散热器的进气口连通,出气孔与散热器的出气口连通。本发明解决现有技术中铝扁管挤压模具设计方面的不足,提供一种微通道铝扁管挤压模具,其散热效果好,使用寿命长,有利于提高挤压速度,从而提高铝扁管产量。

一种微通道铝扁管的挤出速度的控制方法.pdf
本发明公开了一种微通道铝扁管的挤出速度的控制方法,包括1)、采用挤出设备对原材料铝棒进行挤压,挤压开始后,微通道铝扁管挤出速度从0开始以第一加速度A1匀加速增加;2)、监测到微通道铝扁管挤出速度达到稳定速度V1时,挤出设备控制微通道铝扁管以稳定速度V1匀速挤出,以稳定速度V1匀速挤出的持续时间为T;3)、挤出设备控制微通道铝扁管挤出速度从V1开始以第二加速度A2匀加速增加,至微通道铝扁管挤出速度达到最大速度Vmax,然后以最大速度Vmax匀速挤出。本发明采用挤压设备自动控制,分段对微通道铝扁管挤出速度进行

一种微通道铝扁管挤压模具及其制备方法.pdf
本发明公开了一种微通道铝扁管挤压模具及其制备方法,微通道铝扁管挤压模具包括工作带和后型腔,后型腔为锥形孔,工作带为直孔,后型腔通过其截面较小的一端与工作带连通。该微通道铝扁管挤压模具的工作带和后型腔采用线切割加工成型。工作带和后型腔的表面粗糙度为0.3—0.5μm。相对工作带,后型腔的内壁为倾斜面,当铝材经过挤压从工作带流出后,进入后型腔中,由于后型腔的内壁为一个倾斜面,则流入后型腔中初成型的微通道铝扁管在受到挤压力的推动下,渐渐地沿着后型腔壁一直滑出模具,形成微通道铝扁管产品,有效的防止了初成型的微通道