
一种薄壁铝合金锻件的加工方法.pdf

白真****ng


1/5
2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄壁铝合金锻件的加工方法.pdf
本发明公开了一种薄壁铝合金锻件的加工方法,S1:下料;S2:锻前加热;S3:锻造,初锻温度为450℃,终锻温度为400℃,采用三拔三墩进行作业,将坯料锻造成薄片状,薄片厚度小于3cm,且坯料锻造后的厚度大于工件厚度0.2‑0.4cm;S4:快速模切,利用液压冲切机在薄片状坯料上模切若干单元坯料,多余边角料送入天然气加热炉中升温并保温继续作为下一批次的锻造坯料;S5:回炉加热,将若干单元坯料置入加热炉内随炉升温至450℃±10℃,并保温1‑2h;S6:坯料成型,对单元坯料进行冲孔,而后进行旋压;S7:冷却;

一种铝合金模锻件制备方法.pdf
本发明一种铝合金模锻件制备方法,属于铝合金热加工工艺。本发明解决了现有大型模锻件在制备过程中由于变形程度不同带来的组织、性能均匀性的差异问题。本发明将轧制后/挤压后/初步锻压后制备的坯材,冷却至室温后,重新加热到一定温度下保温一段时间,然后进行一定量变形量的变形。变形完毕后的坯料进行高温保温后,随炉降温至锻造温度进行模锻至最终所需的形状。本发明在坯料制备过程中引入一定量的中温变形,结合后续的高温加热处理,可以使坯料发生一定程度的再结晶,消除坯料中的部分组织缺陷,同时,改善坯料不同方向上组织及性能的差异性,

一种铝合金锻件的锻造方法.pdf
本发明公开了一种铝合金锻件的锻造方法,S1:下料;S2:锻前加热;S3:锻造,初锻温度为450℃,终锻温度为400℃,采用三拔三墩进行作业,将坯料锻造成薄片状,坯料锻造后的厚度大于工件厚度0.5‑1cm;S4:快速模切,利用液压冲切机在薄片状坯料上模切若干单元坯料,多余边角料送入天然气加热炉中升温并保温继续作为下一批次的锻造坯料;S5:回炉加热;S6:坯料成型;S7:冷却,坯料在旋压机上冷却至180℃以下后,将其取出旋压机后冷却至室温;S8:固溶处理;S9:机加工后进行外观检查并打标入库。
一种模锻锻件加工方法及加工夹具.pdf
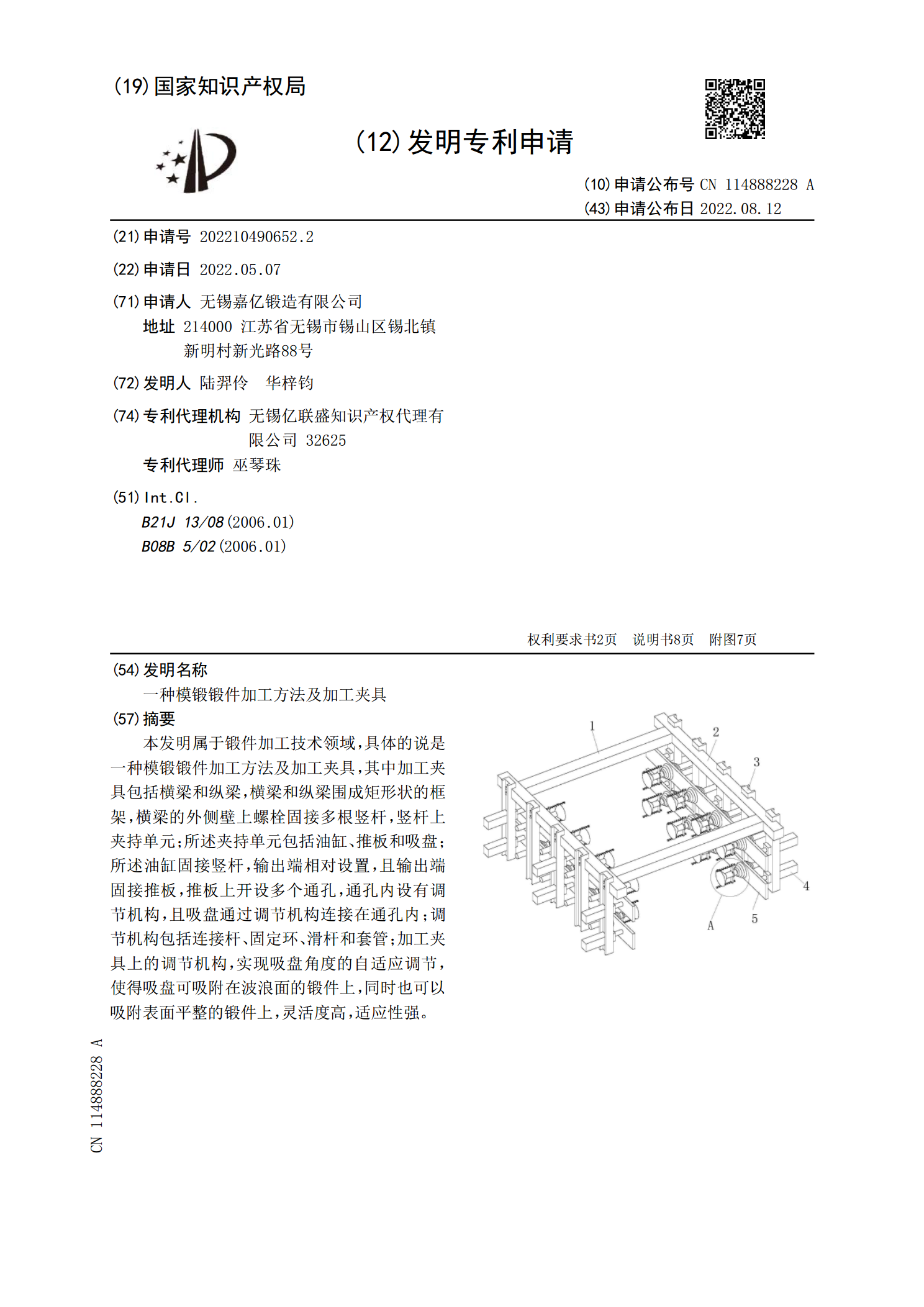
本发明属于锻件加工技术领域,具体的说是一种模锻锻件加工方法及加工夹具,其中加工夹具包括横梁和纵梁,横梁和纵梁围成矩形状的框架,横梁的外侧壁上螺栓固接多根竖杆,竖杆上夹持单元;所述夹持单元包括油缸、推板和吸盘;所述油缸固接竖杆,输出端相对设置,且输出端固接推板,推板上开设多个通孔,通孔内设有调节机构,且吸盘通过调节机构连接在通孔内;调节机构包括连接杆、固定环、滑杆和套管;加工夹具上的调节机构,实现吸盘角度的自适应调节,使得吸盘可吸附在波浪面的锻件上,同时也可以吸附表面平整的锻件上,灵活度高,适应性强。

铝合金锻件加工工艺的改进.docx
铝合金锻件加工工艺的改进铝合金锻件是常用的高强度、耐热、抗腐蚀材料。随着科技的进步,对铝合金锻件加工工艺的要求也逐渐提高。本论文将探讨铝合金锻件加工工艺的改进。铝合金锻件加工工艺的改进可以从以下几个方面来进行:原材料的选择、加热温度控制、变形方式选择、锻压力控制、热处理工艺改进以及后续工艺控制等。首先,原材料的选择对铝合金锻件的性能有着重要影响。合理选择合金成分和原材料的纯度可以提高锻件的力学性能。在选择合金成分时,应考虑到锻件的用途和要求,以确保其满足相应的力学性能和耐腐蚀性能。其次,加热温度的控制对于