
一种冷轧辊加工用喷雾淬火设备的使用方法.pdf

小沛****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种冷轧辊加工用喷雾淬火设备的使用方法.pdf
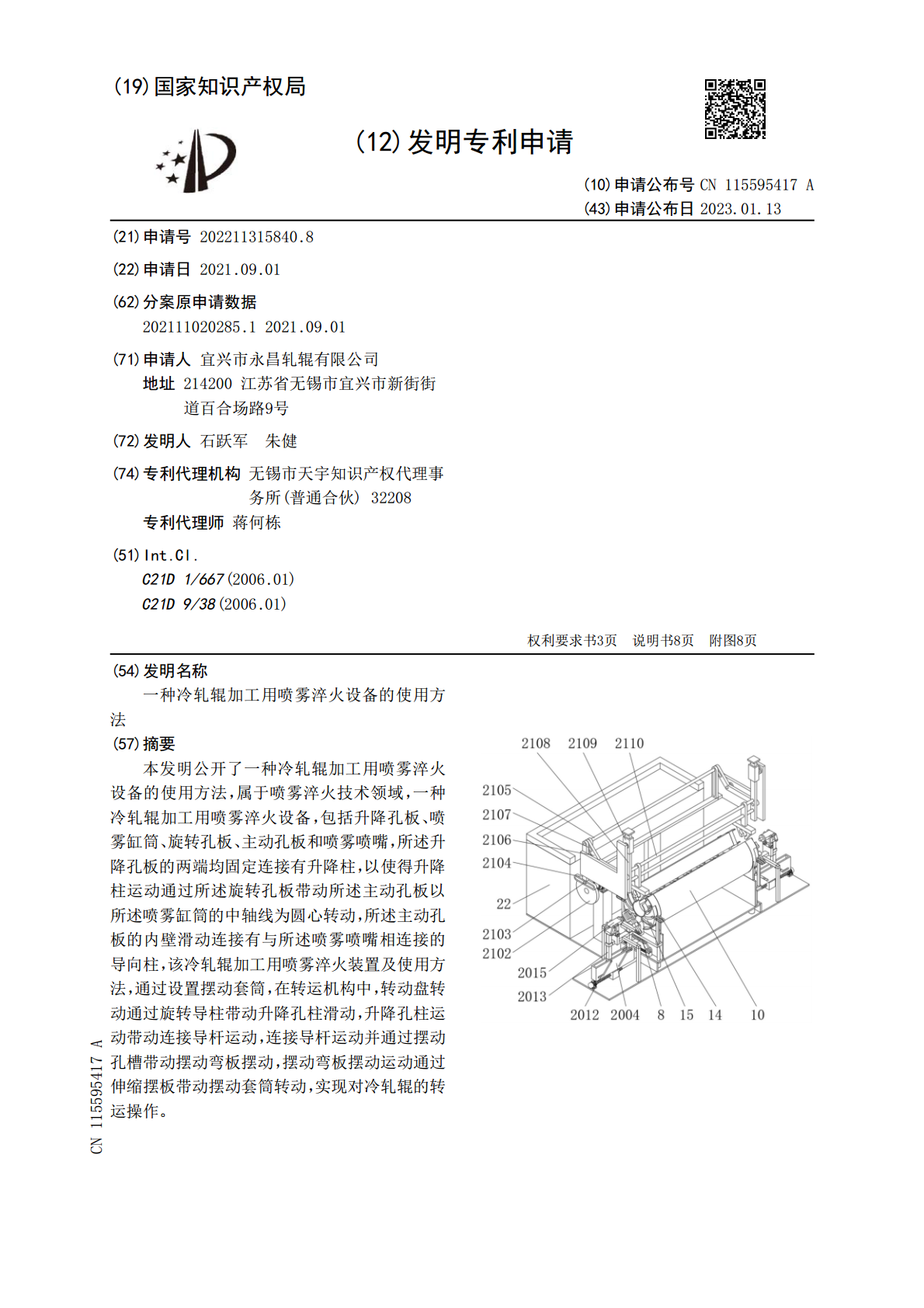
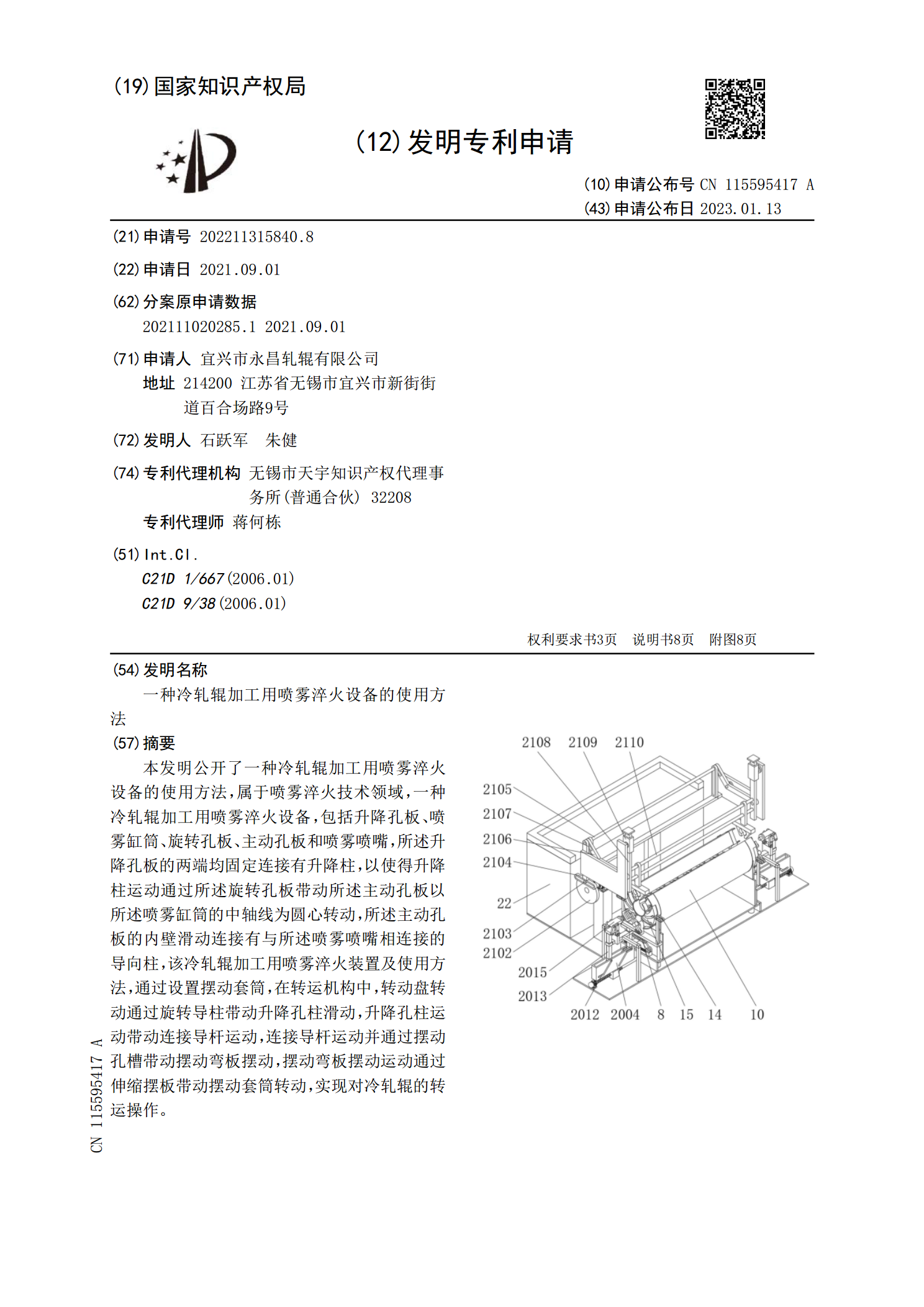
本发明公开了一种冷轧辊加工用喷雾淬火设备的使用方法,属于喷雾淬火技术领域,一种冷轧辊加工用喷雾淬火设备,包括升降孔板、喷雾缸筒、旋转孔板、主动孔板和喷雾喷嘴,所述升降孔板的两端均固定连接有升降柱,以使得升降柱运动通过所述旋转孔板带动所述主动孔板以所述喷雾缸筒的中轴线为圆心转动,所述主动孔板的内壁滑动连接有与所述喷雾喷嘴相连接的导向柱,该冷轧辊加工用喷雾淬火装置及使用方法,通过设置摆动套筒,在转运机构中,转动盘转动通过旋转导柱带动升降孔柱滑动,升降孔柱运动带动连接导杆运动,连接导杆运动并通过摆动孔槽带动摆动
一种轧辊加工用喷雾淬火装置.pdf
一种轧辊加工用喷雾淬火装置,包括:淬火炉、喷雾装置、驱动电机、转辊、冷却装置,所述喷雾装置设置在淬火炉上,所述转辊设置在淬火炉的底部,所述驱动电机设置在淬火炉外部,且所述驱动电机与转辊通过皮带连接,所述冷却装置通过出水管与淬火炉的底部连接。本发明所述的轧辊加工用喷雾淬火装置,加强轧辊的表面硬度,增加使用寿命,降低生产成本;结构设计简单合理,易于生产制造。
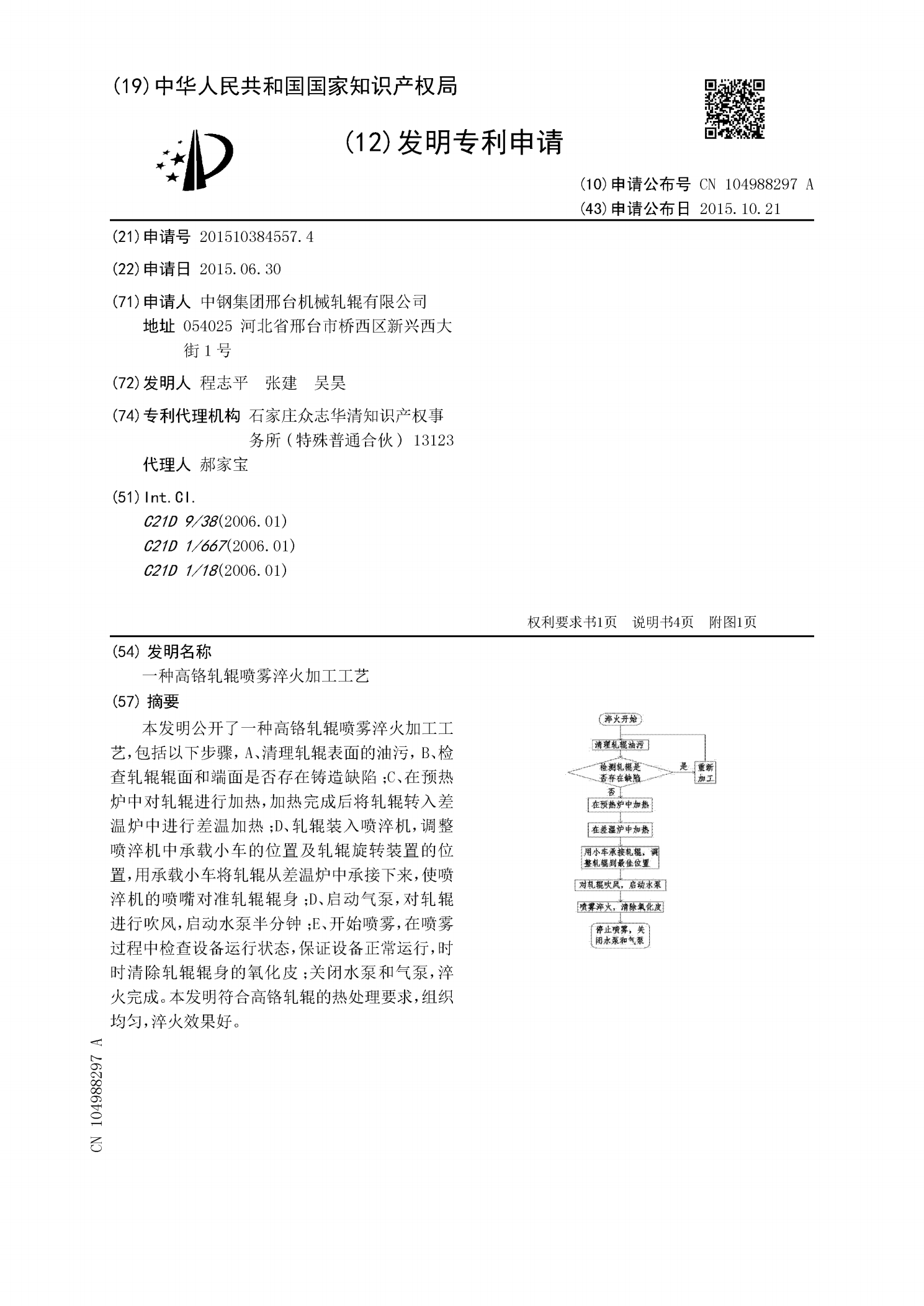
一种高铬轧辊喷雾淬火加工工艺.pdf
本发明公开了一种高铬轧辊喷雾淬火加工工艺,包括以下步骤,A、清理轧辊表面的油污,B、检查轧辊辊面和端面是否存在铸造缺陷;C、在预热炉中对轧辊进行加热,加热完成后将轧辊转入差温炉中进行差温加热;D、轧辊装入喷淬机,调整喷淬机中承载小车的位置及轧辊旋转装置的位置,用承载小车将轧辊从差温炉中承接下来,使喷淬机的喷嘴对准轧辊辊身;D、启动气泵,对轧辊进行吹风,启动水泵半分钟;E、开始喷雾,在喷雾过程中检查设备运行状态,保证设备正常运行,时时清除轧辊辊身的氧化皮;关闭水泵和气泵,淬火完成。本发明符合高铬轧辊的热处理
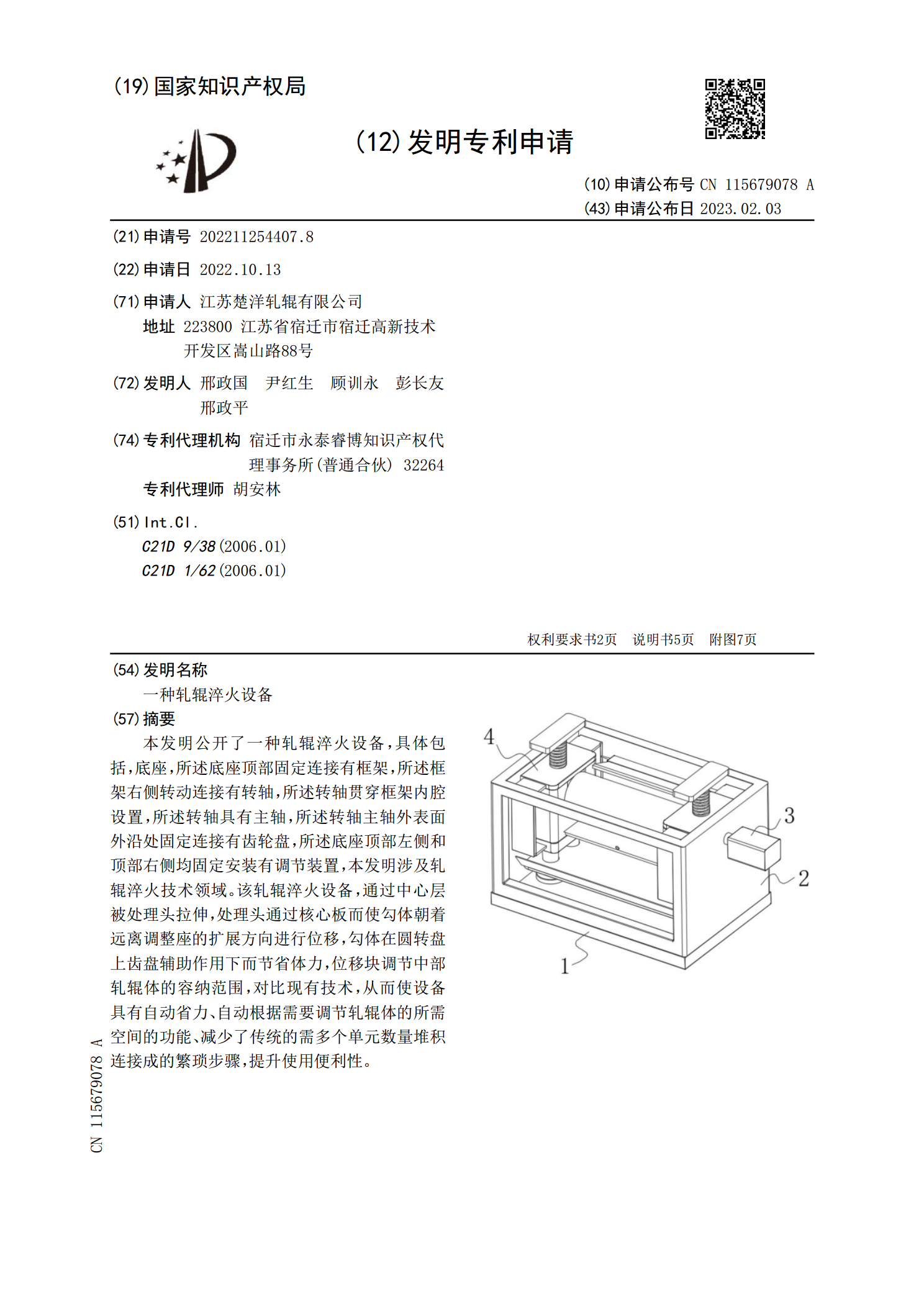
一种轧辊淬火设备.pdf
本发明公开了一种轧辊淬火设备,具体包括,底座,所述底座顶部固定连接有框架,所述框架右侧转动连接有转轴,所述转轴贯穿框架内腔设置,所述转轴具有主轴,所述转轴主轴外表面外沿处固定连接有齿轮盘,所述底座顶部左侧和顶部右侧均固定安装有调节装置,本发明涉及轧辊淬火技术领域。该轧辊淬火设备,通过中心层被处理头拉伸,处理头通过核心板而使勾体朝着远离调整座的扩展方向进行位移,勾体在圆转盘上齿盘辅助作用下而节省体力,位移块调节中部轧辊体的容纳范围,对比现有技术,从而使设备具有自动省力、自动根据需要调节轧辊体的所需空间的功能
合金半钢轧辊的喷雾淬火工艺.pdf
本发明公开了合金半钢轧辊的喷雾淬火工艺,它包括以下步骤:将合金半钢轧辊加热至600-620℃,向辊身喷洒蓖麻油和无水乙醇的混合液,在喷洒过程中以20-30r/min的速度顺时针旋转辊身,保温4-6h后停止旋转辊身以50-60℃/h升温至730-750℃,保温7-10h后以10-15r/min的速度逆时针旋转辊身,通过压缩气体吹到与其呈10-30°的水柱上形成雾化的水和风冲刷辊身表面30-40min,炉冷至150℃。本发明的有益效果是保留一定的合金半钢轧辊辊身基体组织中的渗碳体型魏氏组织,提高轧辊的耐磨性;