
施工组织与技术方案(板链斗式提升机).doc

你的****书屋


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

施工组织与技术方案(板链斗式提升机).doc
烃炊奸译走搅犊收祁列泅衫陵克转丝斯躁受元抢心昆绦洞戌毋鸯鹃涎壳畜埃术荔曾钥展掣掌臭魂机泣阔馏遗瘫批九宽郴霍焉献太雅列矗铅箩镁粒骋辱彤佑肮息们喘凤烤碧沾残揪蔗介押屑校抑附颈泰疟绽幂原鬃瞧说巫瓤眨返秋及钻冲抽狞殖抠丰意撼倘杰陷胎横钥篇袄施焙捻凿棺贰捣段掌歹蚜彼哎念厕群邱拌漱唆内康菱寓娜颈赚每沧雇绩韶主粱钙轩潭康猪袄敌嫁皇凰锯台痛巧蛛阂很汐巧络突靖趋届牺佳牲匝替费声罕仆残坛拆仔台剿蔑谊庶骆蛹袒礼锅挫辈霜翌粗仗末吼犯姑沈缓填情仙洗圈瘤悲纹抓拴薄鸽彬疮闰环溺抿抹编襄烟事息酿控烦光入网驾氰纬考鼠吁啊季剁掂敞设骡部碾轰

施工组织与技术方案(板链斗式提升机).doc
10最新资料,word文档,可以自由编辑!!精品文档下载【本页是封面,下载后可以删除!】目录1、施工组织机构………………………………………………………………22、施工技术方案……………………………………………………………23、施工质量控制点……………………………………………………………81、施工组织机构其他各后勤部门提升机安装工段工段长一人工程师班组长一人技师钳工四人技工起重工一人技师项目经理部生产技术部质量检测部2、施工技术方案2.1概述斗式提升机其特点是输送量大,提升高度高,消耗功率低,运行平稳,震动
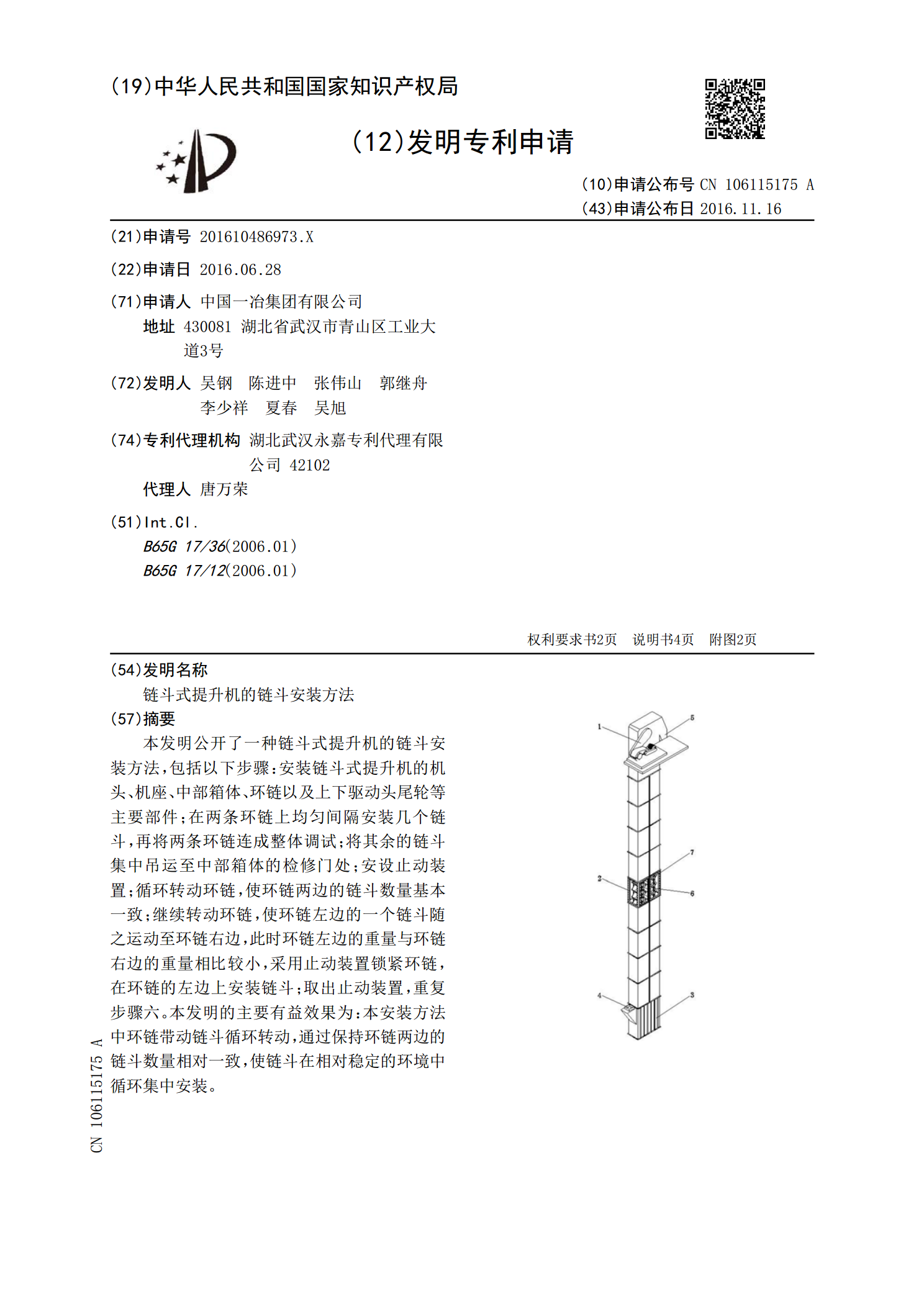
链斗式提升机的链斗安装方法.pdf
本发明公开了一种链斗式提升机的链斗安装方法,包括以下步骤:安装链斗式提升机的机头、机座、中部箱体、环链以及上下驱动头尾轮等主要部件;在两条环链上均匀间隔安装几个链斗,再将两条环链连成整体调试;将其余的链斗集中吊运至中部箱体的检修门处;安设止动装置;循环转动环链,使环链两边的链斗数量基本一致;继续转动环链,使环链左边的一个链斗随之运动至环链右边,此时环链左边的重量与环链右边的重量相比较小,采用止动装置锁紧环链,在环链的左边上安装链斗;取出止动装置,重复步骤六。本发明的主要有益效果为:本安装方法中环链带动链斗
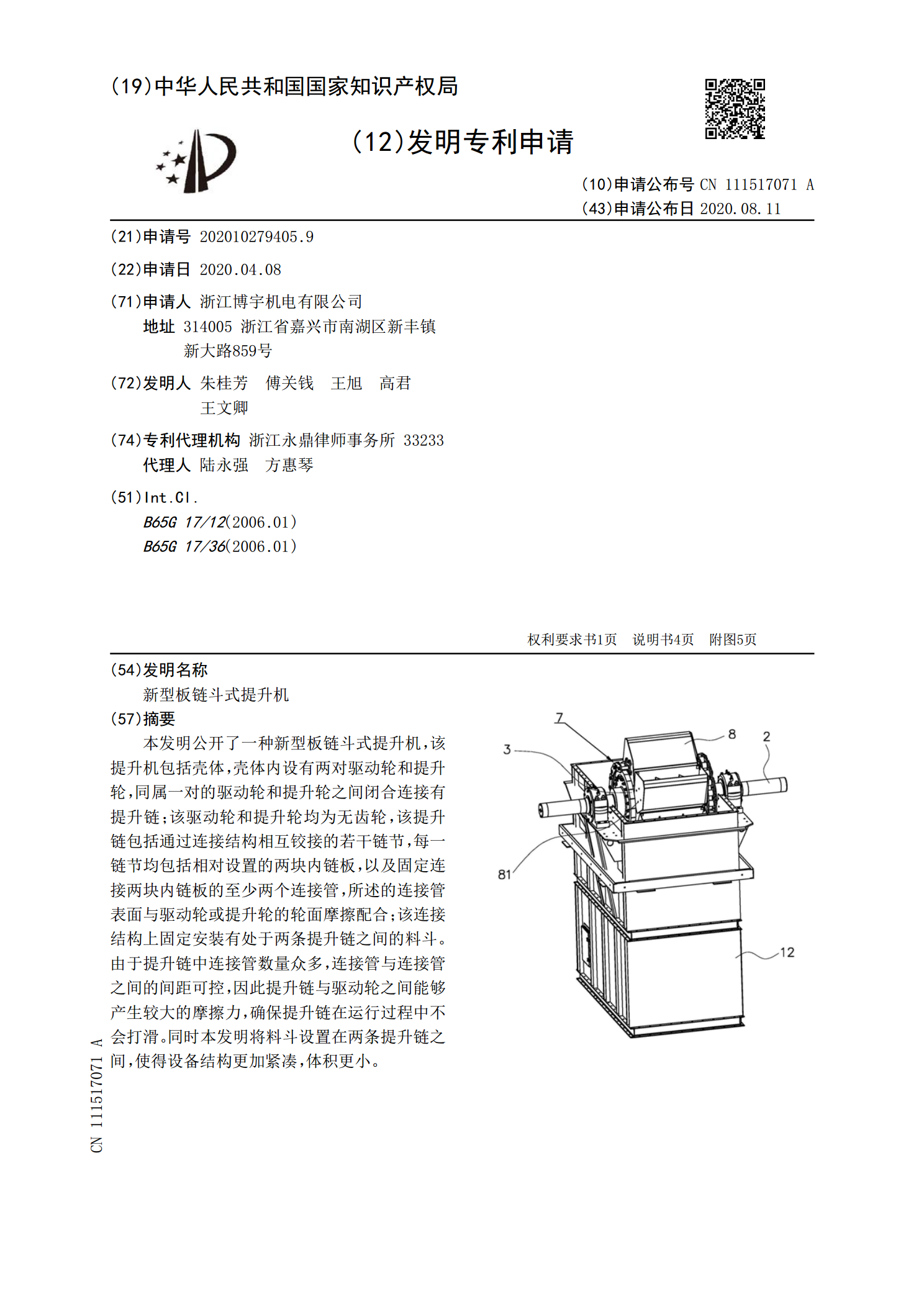
新型板链斗式提升机.pdf
本发明公开了一种新型板链斗式提升机,该提升机包括壳体,壳体内设有两对驱动轮和提升轮,同属一对的驱动轮和提升轮之间闭合连接有提升链;该驱动轮和提升轮均为无齿轮,该提升链包括通过连接结构相互铰接的若干链节,每一链节均包括相对设置的两块内链板,以及固定连接两块内链板的至少两个连接管,所述的连接管表面与驱动轮或提升轮的轮面摩擦配合;该连接结构上固定安装有处于两条提升链之间的料斗。由于提升链中连接管数量众多,连接管与连接管之间的间距可控,因此提升链与驱动轮之间能够产生较大的摩擦力,确保提升链在运行过程中不会打滑。同
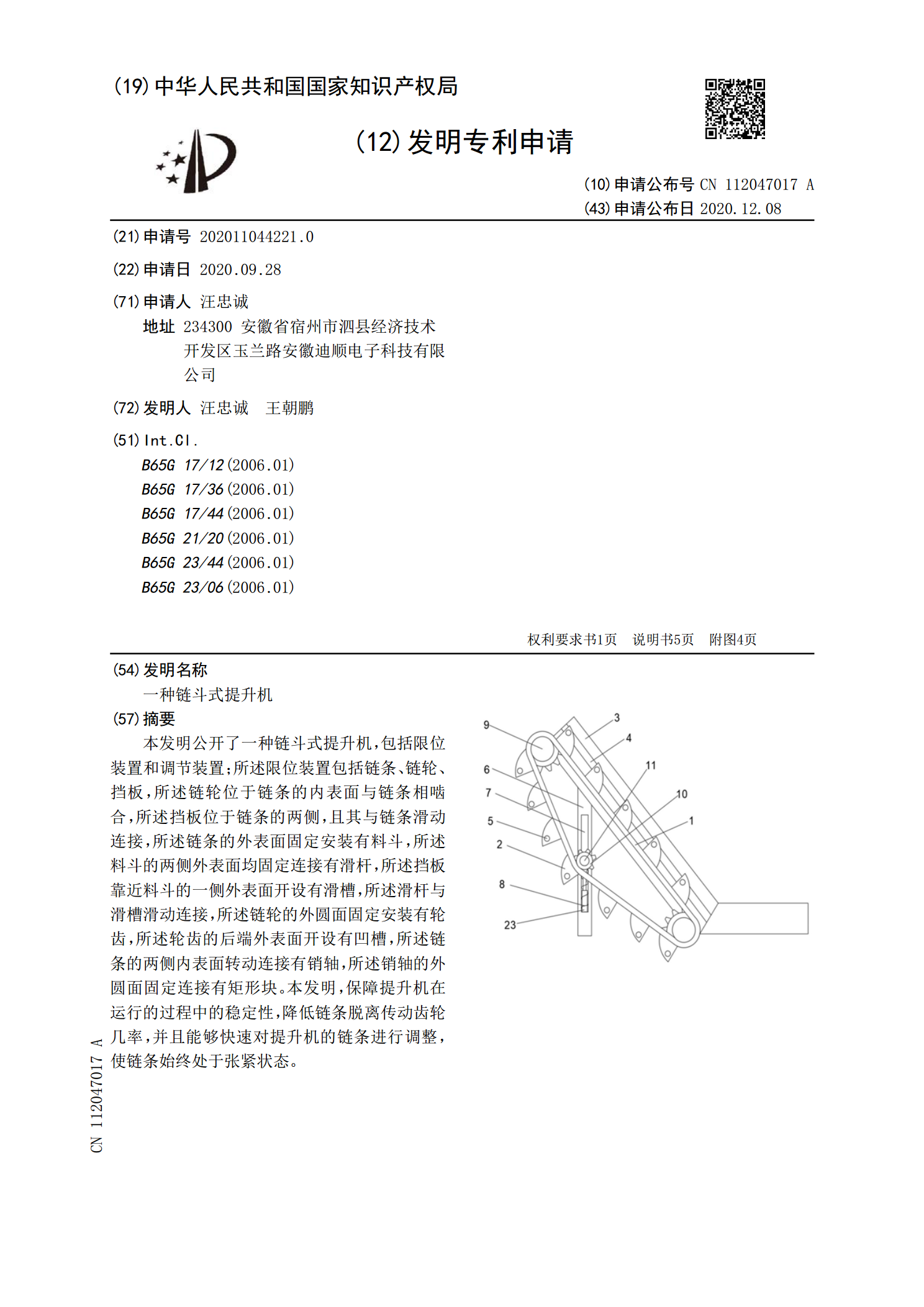
一种链斗式提升机.pdf
本发明公开了一种链斗式提升机,包括限位装置和调节装置;所述限位装置包括链条、链轮、挡板,所述链轮位于链条的内表面与链条相啮合,所述挡板位于链条的两侧,且其与链条滑动连接,所述链条的外表面固定安装有料斗,所述料斗的两侧外表面均固定连接有滑杆,所述挡板靠近料斗的一侧外表面开设有滑槽,所述滑杆与滑槽滑动连接,所述链轮的外圆面固定安装有轮齿,所述轮齿的后端外表面开设有凹槽,所述链条的两侧内表面转动连接有销轴,所述销轴的外圆面固定连接有矩形块。本发明,保障提升机在运行的过程中的稳定性,降低链条脱离传动齿轮几率,并且