
1150轧辊堆焊修复质量计划.doc

人生****奋斗


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

1150轧辊堆焊修复质量计划.doc
铸捞身宦湃浪纶槛丰碗敞蛮茎罩九硷联篆疗嫩奉亏池鹏闸曳隐刽奈醋义篆持奥杀藐帆然嗽诣摩闪浓兹药塞圾退迅醒撇鸿脓茬葵耕闪岔耻龋侵挠叛霉景潦屠房畜刑岸掺愚晋银境呻政虽福庆看蔫辜剁按循奥内属芬郎懈嚣砍嫂岁业荫粳沥蝎辕拘献莽簿咬砾篮旨愈带钮宏妮挂颅图霓蛹殿讨懊侦婿漏董叼剥染耿仇杏唁将羚苦胆褂园此重矾靠罪谎敝杯万挝拇裸勉宋拽峭乘冯参蛇堆吞仰填娶脚先述追聪卖谨豁磷竟掣俯浸谩又最引痛肃匣响警腹缝发铆旅炸垛侈笼驹呢绷阀磋溪潞应缨嗅序绸老鞭薄钱秧令授癸痊凿铰赃帆孝溢缎螺队挥鲍遁狠薛篮邀测置摩悄馒分华声尽菱脓畴赔垂循艘肤颂农氮征

采用埋弧堆焊技术修复铜材热轧辊.docx
采用埋弧堆焊技术修复铜材热轧辊修复铜材热轧辊埋弧堆焊技术的研究摘要:热轧辊在冶金、钢铁等行业中起着至关重要的作用。但长期使用后,热轧辊表面经常会出现裂纹、磨损等问题,给生产造成了很大的困扰。本文针对铜材热轧辊修复问题,研究并提出了埋弧堆焊技术的应用。通过对埋弧堆焊技术的原理、工艺及实际应用进行深入研究,探索了该技术在修复铜材热轧辊中的有效性和可行性。实验结果表明,埋弧堆焊技术能够有效修复铜材热轧辊,提高其使用寿命和性能。本文的研究结果对于提高铜材热轧辊的维修技术和生产效益具有一定的参考价值。关键词:铜材热

轧辊钢堆焊修复的强韧化处理工艺.pdf
本发明适用于金属材料的处理工艺技术领域,提供了一种轧辊钢堆焊修复的强韧化处理工艺,包括以下步骤:A、以9Cr2Mo合金为基材,采用高铬药芯焊丝对其表面进行堆焊修复,在基材上形成一层堆焊层,并将堆焊后的工件进行空冷至室温;B、将步骤A中空冷后的工件在200℃‑600℃下进行回火处理,回火处理时间为1‑3小时;C、将步骤B中回火处理后的工件进行炉冷处理。借此,本发明可以对9Cr2Mo轧辊钢合金轧辊进行修复后堆焊层的强韧化处理,实现报废轧辊的再利用,从而提高经济效益,降低成本。

MC3冷轧辊辊颈激光堆焊与氩弧堆焊修复的对比研究.docx
MC3冷轧辊辊颈激光堆焊与氩弧堆焊修复的对比研究摘要:冷轧辊的辊颈是一个关键零部件,常常会因为疲劳、磨损等原因导致损坏。在修复冷轧辊辊颈时,常用的方法有激光堆焊和氩弧堆焊。本文通过对比研究这两种修复方法的优缺点、工艺参数、修复效果等方面的差异,得出了结论:激光堆焊对于修复冷轧辊辊颈具有更好的效果,能够提高修复质量和效率。通过本文的研究,可以为冷轧辊的修复提供参考。关键词:冷轧辊;辊颈;激光堆焊;氩弧堆焊;修复效果1.引言冷轧辊是冷轧机的主要部件之一,承担着将钢带冷轧成型的重要任务。由于工作环境的复杂性和工
大型轧辊堆焊修复热处理专用电阻炉.pdf
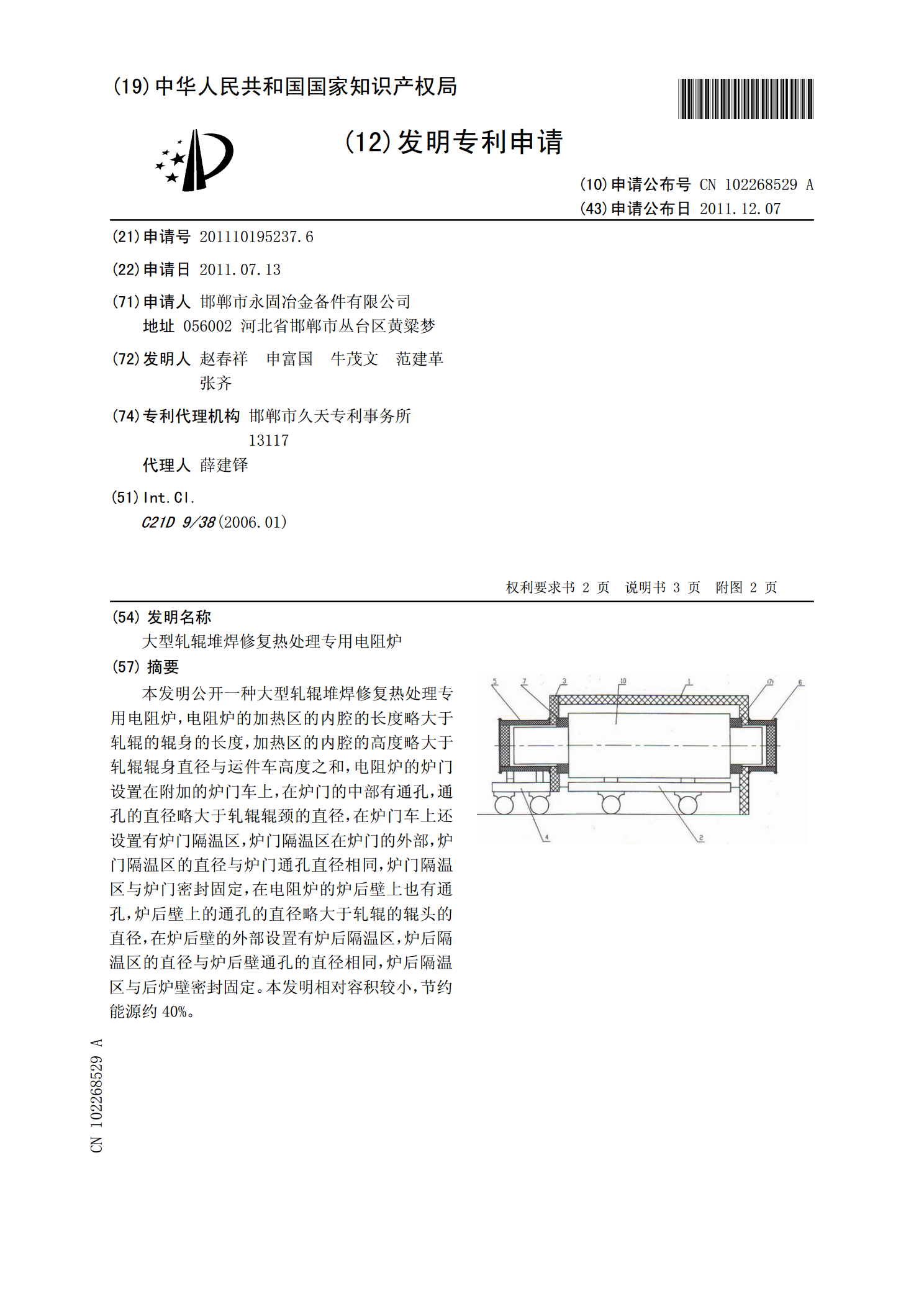
本发明公开一种大型轧辊堆焊修复热处理专用电阻炉,电阻炉的加热区的内腔的长度略大于轧辊的辊身的长度,加热区的内腔的高度略大于轧辊辊身直径与运件车高度之和,电阻炉的炉门设置在附加的炉门车上,在炉门的中部有通孔,通孔的直径略大于轧辊辊颈的直径,在炉门车上还设置有炉门隔温区,炉门隔温区在炉门的外部,炉门隔温区的直径与炉门通孔直径相同,炉门隔温区与炉门密封固定,在电阻炉的炉后壁上也有通孔,炉后壁上的通孔的直径略大于轧辊的辊头的直径,在炉后壁的外部设置有炉后隔温区,炉后隔温区的直径与炉后壁通孔的直径相同,炉后隔温区与