
密集通孔水冷散热板的真空扩散焊及成形技术研究.docx

胜利****实阿


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

密集通孔水冷散热板的真空扩散焊及成形技术研究.docx
密集通孔水冷散热板的真空扩散焊及成形技术研究摘要:主要介绍了某导引头地面测试用密集通孔水冷散热板的焊接方法选择,真空扩散焊工艺参数的选择,以及制造过程中需要注意的细节问题。关键词:密集通孔水冷散热板;6063铝合金;真空扩散焊;真空气淬0引言雷达导引头由于受平台系统空间的限制以及大功率集成封装模块的应用带来了更大的热流密度,会产生严重的散热问题。相比战场工作环境,雷达制导部件地面测试对散热设计的要求更为苛刻,雷达制导部件地面测试除了需要满足基本工作环境条件外,为了提高测试效率以缩短型号周期,还需要雷达制导

真空扩散焊实验.docx
真空扩散焊实验实验目的了解真空泵原理。了解并掌握真空扩散焊的操作流程。了解真空退火炉的结构及工作原理。实验原理扩散焊是在一定温度和压力下使待焊表面相互接触,通过微观塑性变形或通过待焊表面上产生的微量液相而扩大待焊表面的物理接触,然后经较长时间的原子相互扩散来实现结合的一种焊接方法。根据具体实现形式可分为真空扩散焊、超塑性成形扩散焊、热等静压扩散焊等焊接方法。真空扩散焊是一种最常见的扩散焊接方法,由于焊接在真空状态下进行,因此被焊材料或中间层合金中含有易挥发元素时不应采用次方法,此外由于受真空室尺寸的限制,

真空扩散焊技术的应用.docx
真空扩散焊技术的应用真空扩散焊技术的应用摘要:真空扩散焊技术是一种广泛用于电子元器件封装的焊接方法。本文将介绍真空扩散焊技术的原理、特点和应用领域,并举例说明其在电子、航空航天、医疗装备等领域的具体应用。真空扩散焊技术以其优异的性能和可靠性,为现代科技的发展做出了重要贡献。1.引言真空扩散焊技术是一种在真空环境中进行的高温焊接方法。它通过加热和扩散两个步骤,将两个需要连接的金属或金属合金材料进行永久连接。真空扩散焊技术起初是由于工艺和设备限制而应用不广泛,但随着科技和设备的不断进步,真空扩散焊技术逐渐得到

产品内孔焊焊缝真空法检漏技术研究.docx
产品内孔焊焊缝真空法检漏技术研究产品内孔焊焊缝真空法检漏技术研究摘要:随着制造业的发展,产品质量和可靠性要求越来越高,特别是在一些关键领域,如航空航天和医疗设备等。内孔焊焊缝是一种常见的连接方法,在产品制造过程中,焊缝的质量非常重要。本论文研究了一种用于内孔焊焊缝的真空法检漏技术,其可以有效地检测焊缝的质量并提高产品的可靠性。一、引言内孔焊焊缝是一种常见的连接方式,广泛应用于各种工业和制造领域。焊缝的质量直接影响产品的性能和可靠性,因此,对焊缝进行质量检测至关重要。传统的焊缝检测方法包括目视检查、射线检查
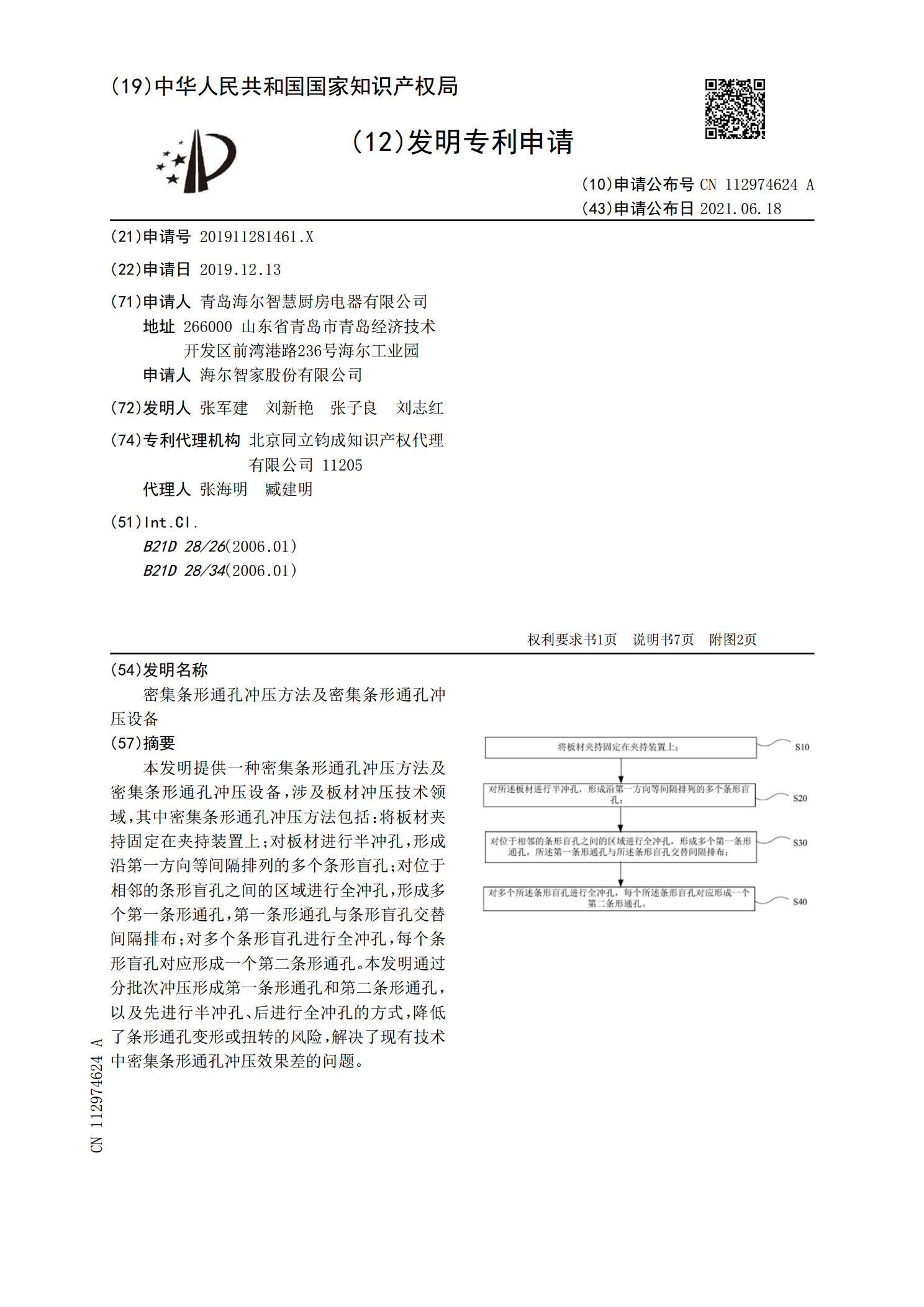
密集条形通孔冲压方法及密集条形通孔冲压设备.pdf
本发明提供一种密集条形通孔冲压方法及密集条形通孔冲压设备,涉及板材冲压技术领域,其中密集条形通孔冲压方法包括:将板材夹持固定在夹持装置上;对板材进行半冲孔,形成沿第一方向等间隔排列的多个条形盲孔;对位于相邻的条形盲孔之间的区域进行全冲孔,形成多个第一条形通孔,第一条形通孔与条形盲孔交替间隔排布;对多个条形盲孔进行全冲孔,每个条形盲孔对应形成一个第二条形通孔。本发明通过分批次冲压形成第一条形通孔和第二条形通孔,以及先进行半冲孔、后进行全冲孔的方式,降低了条形通孔变形或扭转的风险,解决了现有技术中密集条形通孔